




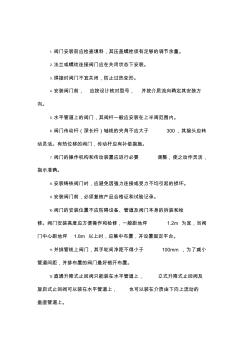
⒈阀门安装前应检查填料,其压盖螺栓须有足够的调节余量。 ⒉法兰或螺纹连接阀门应在关闭状态下安装。 ⒊焊接时阀门不宜关闭,防止过热变形。 ⒋安装阀门前, 应按设计核对型号, 并按介质流向确定其安装方 向。 ⒌水平管道上的阀门,其阀杆一般应安装在上半周范围内。 ⒍阀门传动杆(深长杆)轴线的夹角不应大于 300 ,其接头应转 动灵活。有热位移的阀门,传动杆应有补偿措施。 ⒎阀门的操作机构和传动装置应进行必要 调整,使之动作灵活, 指示准确。 ⒏安装铸铁阀门时,应避免因强力连接或受力不均引起的损坏。 ⒐安装阀门前,必须复核产品合格证和试验记录。 ⒑阀门的安装位置不应防碍设备、管道及阀门本身的拆装和检 修。阀门安装高度应方便操作和检修,一般距地坪 1.2m 为宜,当阀 门中心距地坪 1.8m 以上时,应集中布置,并设置固定平台。 ⒒并排管线上阀门,其手轮间净距不得小于 100mm ,为了减小 管道间
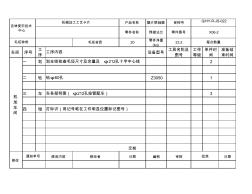
产品名称 膜片联轴器 受控号 零件名称 焊接法兰 零件图号 毛坯材质 20 零件净重 (kg) 23.2 车间 序号 工 序 设备型号 工具名称及 图号 工作 等级 单件时 间 准备结 束时间 一 划 2 二 钻 Z3050 1 三 车 3 四 钳 修改内容 修改者 日期 编制 审核 日期 机 加 车 间 修改 吉林昊宇技术 中心 交检 通知单号 批准 打标识(用记号笔在工件明显位置标记图号) 工序内容 划全线检查毛坯尺寸及余量及 φ212孔十字中心线 钻φ60孔 车各部符图( φ212孔按管配车) 机械加工工艺卡片 Q/HY-R-JS-022 X06-2 毛坯种类 每台数量 工令号 3 定额员 第 1 页 共 1 页
热门知识
焊接法兰的安装-
话题: 室内设计leeran2002

精华知识
焊接法兰的安装最新知识
焊接法兰的安装-
话题: 工程造价gaofeixueli
相关问答
焊接法兰的安装-
话题: 工程造价xuzhiyong123
焊接法兰的安装相关专题
- 焊接法兰的安装
- 基础接地安装焊接跨接线
- 工业管道焊接管件安装
- 沈阳管道安装维修焊接
- 沈阳管道焊接安装
- 沈阳消防管道安装维修焊接
- 沈阳消防管道焊接安装
- 铝合金门窗怎样焊接
- 2019版钢结构焊接规范
- 接地装置焊接要求是什么
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 可替代现有隔热保温材料的新型材料
- 以贯穿项目为核心载体的建筑工程技术专业素材库建设
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 影响萘高效减水剂与普通硅酸盐水泥适应性的关键因素
- 在全县非煤矿山和危化企业安全生产工作会议上的讲话
- 中国工程造价咨询业的发展趋势
- 支持并行工程和智能CAPP的制造资源建模技术
- 中共重庆市委重庆市人民政府关于建设平安重庆的决定
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 在“建筑节能与居住舒适”专题技术交流会议上的讲话
- 以MSP430FW427为核心的远程数字水表设计
- 园林绿化养护精细化管理对河源市园林景观的影响分析
- 焊接法兰阀门定额套用
- 焊接法兰阀门套哪个定额
- 焊接法兰阀门需要法兰片不
- 焊接法兰阀与法兰阀
- 焊接法兰是什么材质
- 焊接法兰水表是什么意思
- 焊接方管的标准是甚么
- 焊接方管桁架的方法有哪些
- 焊接方管为什么容易变形
- 焊接方螺母的材料为多少钢
- 焊接防渗膜多少钱一米
- 焊接钢板套什么定额
- 焊接钢管DN125的刷漆面积
- 焊接钢管DN150是什么意思
- 焊接钢管DN15丝接
- 焊接钢管dn2000的外径是多少
- 焊接钢管G25是DN多大的管子
- 焊接钢管保温厚度折算表
- 焊接钢管壁厚对照表
- 焊接钢管壁厚如何计算
- 焊接钢管壁厚怎么查询
- 焊接钢管厂家要有那些资质
- 焊接钢管的材质
- 焊接钢管的每米重量表
- 焊接钢管的套价
- 焊接钢管的压制弯头怎么算
- 焊接钢管的执行标准有哪些
- 焊接钢管的种类有哪些
- 焊接钢管的走向
- 焊接钢管和钢管焊接一样吗