





筑施工技术进步促进了建筑材料结构的发展与转变,在建筑施工中,由于具有结构稳定、施工质量高、抗震能力强等优点,钢结构得到广泛应用。钢结构通常应用于工厂厂房、高层建筑以及核电工程等建设中,能够有效降低自重,减少建筑承重负担,对所需安全性较高的建筑工程项目来说能有效促进建筑安全性能提升。钢结构焊接技术影响结构整体质量,是钢结构优势充分发挥的关键,因此需要提高钢结构焊接水平,严格检查焊缝,确保钢结构稳定。
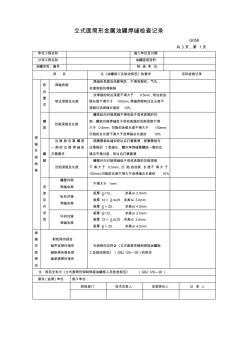
立式圆筒形金属油罐焊缝检查记录 G058 共 3 页,第 1页 单位工程名称 施工单位及日期 分项工程名称 油罐直径容积 油罐名称、编号 制 造 单 位 项 目 注《油罐施工及验收规范》的要求 实际检查记录 焊 缝 外 观 检 查 综 合 要 求 焊缝表面 焊缝的表面及热影响区,不得有裂纹、气孔、 夹渣和弧坑等缺陷 咬边深度及长度 对焊接的咬边深度不得大于 0.5mm,咬边的连 续长度不得大于 100mm,焊缝两侧咬边总长度不 得超过该焊缝长度的 10% 罐 底 凹陷深度及长度 罐底纵向对接焊缝不得有低于母材表面的凹 陷;罐底对接焊缝低于母材表面的凹陷深度不得 大于 0.5mm;凹陷的连续长度不得大于 100mm; 凹陷的总长度不得大于该焊缝总长度的 10% 罐 壁 边缘 板 及靠 罐底 一侧的 边缘 焊缝的 打磨要求 底圈壁板纵缝如咬边应打磨圆滑;底圈壁板与 边缘板的 T型接头、罐
热门知识
焊缝检查-
话题: 工程造价somesun351
-
话题: 工程造价maojialdcr
精华知识
焊缝检查-
话题: 工程造价jiadanai37
-
话题: 工程造价nothingbutme
-
话题: 建筑施工yuhuashi1988
最新知识
焊缝检查-
话题: 工程造价152****1014
-
话题: 工程造价zengkaiqiang
-
话题: 工程造价daiqiangyuan
焊缝检查相关专题
- 靠近墙角的焊缝怎么焊接
- 立焊的焊缝标准
- 中,厚板焊缝坡口选择原则
- 桩加强箍焊缝如何计算
- 怎么算钢结构焊缝长度量
- 怎样的焊缝算是好的
- 支柱焊缝与环形焊缝的区别
- 直角焊缝应力计算
- 角焊缝要不要开坡口
- 角焊缝尺寸根据什么确定
- 云浮建筑施工领域安全管理联合执法检查专项行动方案
- 医疗器械生产质量管理规范现场检查指导原则—摸底用
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 在国家投资土地开发整理项目检查情况汇报会上的讲话
- 工艺参数对铝合金激光填丝搭接焊缝成形影响
- 关于开展我市创建全国文明城市物业管理工作检查通知
- 关于监理工作月度检查考评情况通报
- 各市建设系统行政主管部门建筑节能工作检查考核评分表
- 工程施工安全检查用表监理单位专用与施工单位内业专用
- 关于组织开展冬季安全生产大检查活动通知
- 工程项目质量管理体系检查评分表(市政实体质量部分)
- 关于开展工程勘察设计与施工图审查质量检查活动通知
- 关于开展国家投资土地开发整理项目实施情况检查通知
- 工程造价咨询企业咨询质量与计价行为专项检查自查报告
- 公司安全生产检查计划与公司安全监理工作会议纪要汇编
- 关于开展建筑施工现场节后复工安全生产专项检查通知
- 工程监理企业资质和注册监理工程师检查在监项目记录表