




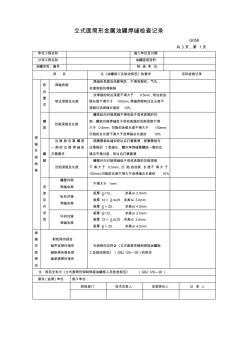
立式圆筒形金属油罐焊缝检查记录 G058 共 3 页,第 1页 单位工程名称 施工单位及日期 分项工程名称 油罐直径容积 油罐名称、编号 制 造 单 位 项 目 注《油罐施工及验收规范》的要求 实际检查记录 焊 缝 外 观 检 查 综 合 要 求 焊缝表面 焊缝的表面及热影响区,不得有裂纹、气孔、 夹渣和弧坑等缺陷 咬边深度及长度 对焊接的咬边深度不得大于 0.5mm,咬边的连 续长度不得大于 100mm,焊缝两侧咬边总长度不 得超过该焊缝长度的 10% 罐 底 凹陷深度及长度 罐底纵向对接焊缝不得有低于母材表面的凹 陷;罐底对接焊缝低于母材表面的凹陷深度不得 大于 0.5mm;凹陷的连续长度不得大于 100mm; 凹陷的总长度不得大于该焊缝总长度的 10% 罐 壁 边缘 板 及靠 罐底 一侧的 边缘 焊缝的 打磨要求 底圈壁板纵缝如咬边应打磨圆滑;底圈壁板与 边缘板的 T型接头、罐
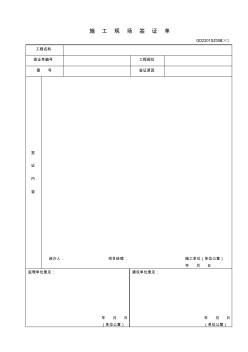
施 工 现 场 签 证 单 GD2201SZ006□□ 工程名称 签证单编号 工程部位 图 号 签证原因 签 证 内 容 经办人 : 项目经理 : 施工单位(单位公章) 年 月 日 监理单位意见: 年 月 日 (单位公章) 建设单位意见: 年 月 日 (单位公章) 沉井(箱)施工记录 GD2301SZ008□□ 工程名称 施工单位 班次 出土量 (m3) 出勤人数 (工日 ) 含水量 (%) 气候 温度 ( o C) 刃脚编号 1 2 3 4 刃脚标高 (m) 平均标 高 (m) 下沉量 (mm) 平均值 (mm) 土的类别 该土层开始标高 (m) 机械设备管路等情况 刃脚掏空情况 井内各孔土面标高及 锅底情况 倾斜和水平位移的情 况 备注 施工 单位 自检 结论 施工员 施 工 班组长
专题概述
焊缝检查记录知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关焊缝检查记录最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:焊缝检查记录
相关话题
资料下载
-
`
- 立式圆筒形金属油罐焊缝检查记录 `
- 钢桩、砼预制管桩接桩焊缝检查记录 `
- 焊缝焊接检查记录表 `
- 焊缝外观质量检查记录表 (3) `
- 焊缝外观质量检查记录表[1] `
- 焊缝外观质量检查记录表 `
- 钢结构焊缝处外观检查记录(柱) `
- 焊缝外观质量检查记录 `
- 焊缝外观质量检查记录表 `
- 焊缝外观质量检查记录表[1] ` `
相关资讯
焊缝检查记录相关专题
- 靠近墙角的焊缝怎么焊接
- 立焊的焊缝标准
- 中,厚板焊缝坡口选择原则
- 桩加强箍焊缝如何计算
- 怎么算钢结构焊缝长度量
- 怎样的焊缝算是好的
- 支柱焊缝与环形焊缝的区别
- 直角焊缝应力计算
- 角焊缝要不要开坡口
- 角焊缝尺寸根据什么确定
- 地面蓄水试验记录
- 指路标志(里程碑和百米碑)施工记录表
- 云浮建筑施工领域安全管理联合执法检查专项行动方案
- 指路标志(分流、合流诱导标)施工记录
- 智能建筑综合布线系统安装分项检验批质量验收记录表
- 振动沉管灌注桩施工记录湘质监统编施2002—49
- 智能建筑视频安防监控系统分项检验批质量验收记录表
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 中国CDM项目管理中心能力建设研讨会记录
- 园林的绿化检验批质量的验收记录簿表格全套要求规范
- 原始记录-岩棉(矿物棉、玻璃棉)及制品的体积密度
- 仪表盘、箱、柜、操作台施工交底记录(安装)
- 智能建筑电梯和自动扶梯系统分项工程质量验收记录表
- 增强水泥GRC聚苯复合板外墙内保温施工交底记录.
- 工艺参数对铝合金激光填丝搭接焊缝成形影响
- 关于开展我市创建全国文明城市物业管理工作检查通知
- 工程建设资料档案记录管理表格原材料及钢筋加工检验批