




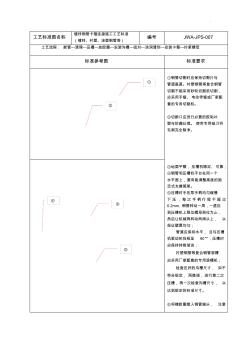
. 工艺标准图名称 镀锌钢管卡箍连接施工工艺标准 (镀锌、衬塑、涂塑钢管等) 编号 JWA-JPS-007 工艺流程: 断管—清理—压槽—放胶圈—安装沟槽—组对—涂润滑剂—安装卡箍—拧紧螺母 标准参考图 标准要求 ①钢管切割时应保持切割片与 管道垂直。衬塑钢管等复合钢管 切割不能采用砂轮切割机切割, 应采用手锯、电动带锯或厂家配 套的专用切割机。 ②切断口应进行必要的胶粘补 塑与防腐处理。 使用专用锉刀将 毛刺完全除净。 ③地面平整,压槽机稳定、可靠; ④钢管和压槽机平台在同一个 水平面上,要有能调整高度的固 定式支撑尾架。 ⑤压槽时手压泵手柄均匀缓慢 下 压,每次 手柄行 程不超 过 0.2mm,钢管转动一周,一直压 到压槽机上限位螺母到位为止, 然后让机械再转动两周以上, 以 保证壁厚均匀; 管道应保持水平, 且与压槽 机驱动轮挡板呈 90°,压槽时 应保持持续渐进; 衬塑钢管等复

工艺标准图名称 镀锌钢管卡箍连接施工工艺标准 (镀锌、衬塑、涂塑钢管等) 编号 JWA-JPS-007 工艺流程: 断管—清理—压槽—放胶圈 —安装沟槽 —组对—涂润滑剂 —安装卡箍 —拧紧螺母 标准参考图 标准要求 ① ①钢管切割时应保持切割片与 管道垂直。衬塑钢管等复合钢管 切割不能采用砂轮切割机切割, 应采用手锯、电动带锯或厂家配 套的专用切割机。 ② ②切断口应进行必要的胶粘补 塑与防腐处理。使用专用锉刀将 毛刺完全除净。 ③地面平整,压槽机稳定、可靠 ; ④钢管和压槽机平台在同一个 水平面上,要有能调整高度的固 定式支撑尾架。 ④ ⑤ ⑤压槽时手压泵手柄均匀缓慢 下压,每次手柄行程不超过 0.2mm,钢管转动一周,一直压 到压槽机上限位螺母到位为止, 然后让机械再转动两周以上,以 保证壁厚均匀; 管道应保持水平,且与压槽 ③ 机驱动轮挡板呈 90°,压槽时 应保持持续渐进; 衬
热门知识
管卡(镀锌包胶)-
话题: 工程造价fuchengqwe
精华知识
管卡(镀锌包胶)-
话题: 计价依据zhaoguotao
最新知识
管卡(镀锌包胶)-
话题: 工程造价yan4773212
管卡(镀锌包胶)相关专题
- 立管卡和防水丝堵算
- 消防管卡箍个数计算
- 沟槽式法兰管卡怎么用如图
- 管道支架及管卡
- 管道支架和管卡一样
- 管卡与管夹有什么区别
- 管卡套什么定额
- 管卡与卡箍的区别
- 管卡支架固定件区别
- 管卡DN400*200
- 应用CSP热轧卷生产的冷轧与镀锌产品常见缺陷分析
- 国产无缝钢管和镀锌钝化技术在汽车制动管上应用试验
- 广州JFE40万t/年热镀锌工程深基坑开挖变形监测
- 合金化镀锌薄板CO_2短路过渡电弧焊工艺适应性
- 卡压式薄壁不锈钢管施工技术薄壁不锈钢管卡压式连接
- 控制带钢连续热镀锌工艺中有效铝及当前技术进展
- 某钢铁公司镀锌、彩涂板卷项目职业病危害控制效果评价
- GB-T-3091-93-低压流体输送用镀锌焊接钢管
- 塑料管卡软管卡箍绝缘塑料卡箍
- 一种热镀锌槽式桥架
- GB12半圆头方颈螺栓M6-M12小头马车螺栓镀锌螺丝
- 江苏高层综合楼大直径给水衬塑复合钢管卡箍连接施工工法
- 冷弯镀锌型钢及结构用方矩镀锌管项目环境影响评价文件拟
- 0高强度镀锌钢丝绳的生产
- U型管卡、法兰螺栓标准
- GBT13912-2002金属覆盖层钢铁制件热浸镀锌层
- 宝钢热镀锌平整机辊型技术的研究