
- 首页 >
- > DN1000人孔制作安装问题
更新时间:2024.04.15





DN1000/P0.3/H3弯管( 90度)结构设计计算书 一 几何参数 管道公称内径 : 39.370 in. 1000 mm 钢管钢板厚度 : 0.551 in. 14 mm 内壁砂浆厚度 : 1.181 in. 30 mm 外壁砂浆厚度 : 1.181 in. 30 mm 管道内径 : 39.370 in. 1000 mm 管道外径 : 45.197 in. 1148 mm 钢管内径 : 41.732 in. 1060 mm 钢管外径 : 42.835 in. 1088 mm 管道平均半径 : 21.142 in. 537 mm 弯管中心线半径 : 98.425 in. 2500 mm 工作面直径 : 44.606 in. 1133 mm 承口板厚度 : 0.315 in. 8 mm 二 力学参数 砂浆弹性模量 : 4000000 psi 27580 MPa
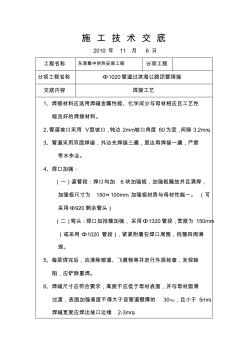
施 工 技 术 交 底 2010 年 11 月 6 日 工程名称 东港集中供热安装工程 分项工程 分项工程名称 Ф1020管道过滨海公路顶管焊接 交底内容 焊接工艺 1、焊接材料应选用焊缝金属性能、化学成分与母材相应且工艺性 能良好的焊接材料。 2、管道坡口采用 V型坡口,钝边 2mm,坡口角度 60为宜,间隙 3.2mm。 3、管道采用双面焊接,外边先焊接三遍,里边再焊接一遍,严禁 带水作业。 4、焊口加强: (一)直管段:焊口均加 6块加强板,加强板扁放并且满焊, 加强板尺寸为 150×100mm,加强板材质与母材性能一。 (可 采用Ф920剩余管头) (二)弯头:焊口加抱箍加强,采用Φ1320管段,宽度为 150mm (或采用 Φ1020 管段),紧紧附着在焊口周围,抱箍四周满 焊。 5、每层焊完后,应清除熔渣、飞溅物等并进行外观检查,发现缺 陷,应铲除重焊。 6、焊缝尺寸应符合要求
热门知识
DN1000人孔制作安装问题-
话题: 造价软件wyhappy0301

精华知识
DN1000人孔制作安装问题最新知识
DN1000人孔制作安装问题-
话题: 工程造价buch00000010
-
话题: 造价软件libing206518
专题概述
DN1000人孔制作安装问题知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关DN1000人孔制作安装问题最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:DN1000人孔制作安装问题
相关话题
资料下载
相关资讯
DN1000人孔制作安装问题相关专题
- Y型过滤器DN200安装
- DN1000人孔制作安装问题
- DN100压缩空气管道安装资质
- dn25蝶阀怎样安装
- DN600砼管安装
- DN65室内消防栓有什么特点
- DN65隔膜阀的法兰上有几孔
- DN25蒸汽阀外尺寸
- dn32蒸汽阀门价格
- 蒸汽dn65活塞减压阀价格
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 招远电视台制作播出系统数字化改造工程的设计与实践
- 应用亚温淬火工艺解决45钢槽型螺母淬裂问题的探索
- 有关建筑工程造价管理面临的问题与其处理手段
- 以BIM为基础的装配式建筑全生命周期管理问题
- 智能建筑智能化工程名词解释-通信系统设备安装工程
- 在建筑行业建立农民工工资保证金制度若干问题的思考
- 以工作任务为载体的安装工程造价课程教学改革与实践
- 中国水环境污染治理社会化资金投入现状、问题与对策
- 圆锥碎矿机工作原理、技术参数、安装调试及维护检修
- 医用洁净空调系统设计调试中易忽视的问题及设计优化
- 园林景观工程在推进城乡宜居环境建设中的问题及思考
- 应用贵州省雨洪公式计算施工期设计洪水需注意的问题
- 医院弱电系统线缆敷设及柜箱安装施工方案与技术措施
- 含有彩色浆料和渗透墨水形成的陶瓷砖及制作方法
- 云南某科研大楼及配套工程建筑安装工程施工组织设计
- 在线解答合同、FIDIC、清单、工程管理问题实况
- DN100-400承插陶土管价格
- dn100mm法兰止回阀多少钱
- DN100PN16闸阀多重
- dn100玻璃钢管多少钱一米
- DN100不锈钢法兰价格多少
- DN100不锈钢管多少钱一吨
- DN100的钢管上开孔
- DN100的水管用什么计量好
- DN100的无缝钢管多少钱一米
- DN100的消防管上机械开孔
- DN100电动蝶阀价格一般多少
- DN100镀锌钢管多少钱一吨
- dn100阀门尺寸是多少
- DN100防爆地漏的尺寸是多少
- DN100钢管国标厚度
- DN100钢管室外埋地敷设问题
- DN100焊接钢管是多少英寸
- DN100伸缩节多少钱一个
- DN100是什么意思
- DN100弯头尺寸
- DN100无缝钢管1米多少公斤
- dn100消防的蝶阀多少钱
- dn100消防拴井盖大小
- DN100压缩空气管道安装资质
- DN100溢水口的价格
- DN100闸阀多少钱一只
- DN100闸阀用多大的法兰
- DN100闸阀用多大的钢管
- DN100闸门怎么套定额
- dn110管套管预埋规格为多少