




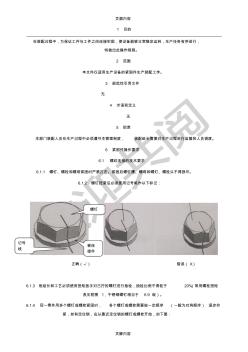
页眉内容 页脚内容 1 目的 在装配过程中,为保证工件与工件之间连接牢固,使设备能够正常稳定运转,生产任务有序进行, 特做出此操作规程。 2 范围 本文件仅适用生产设备的紧固件生产装配工作。 3 规范性引用文件 无 4 术语和定义 无 5 职责 本部门装配人员在生产过程中必须遵守本管理制度, 装配组长需要对生产过程进行监督和人员调度。 6 紧固件操作要求 6.1 螺纹连接的技术要求 6.1.1 螺钉、螺栓和螺母紧固时严禁打击。紧固后螺钉槽、螺母和螺钉、螺栓头不得损坏。 6.1.2 螺钉扭紧后必须使用记号笔作以下标记: 正确(√) 错误( X) 6.1.3 班组长和工艺必须使用扭矩扳手对已拧的螺钉进行抽检,抽检比例不得低于 20%(常用螺栓扭矩 表见附图 1,不锈钢螺钉相当于 6.9 级)。 6.1.4 同一零件用多个螺钉或螺栓紧固时, 各个螺钉或螺栓需要按一定顺序 (一般为对
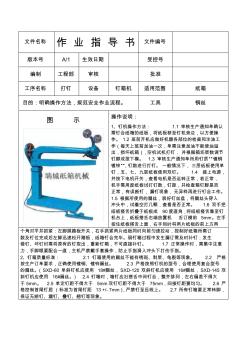
文件名称 作 业 指 导 书 文件编号 版本号 A/1 生效日期 受控号 编制 工程部 审核 批准 工序名称 打钉 设备 钉箱机 适用范围 纸箱 目的:明确操作方法,规范安全作业流程。 工具 铜丝 图 示 操作说明: 1、钉机操作方法: 1.1 审核生产通知单确认 需钉合纸箱的纸板,将纸板移至钉机旁边,以方便操 作。 1.2 班前开机应做好机器各部位的检查和注油工 作(每天上班前加油一次,单需注意加油不能使油溢 出,损坏纸箱),空机试机打钉, 并根据箱坯层数调节 钉脚成型下模。 1.3 审核生产通知单所用钉质“镀铜 镀锌”,钉数进行打钉。 一般情况下,三层纸板使用单 钉,五、七、九层纸板使用双钉。 1.4 接上电源, 并按下电机开关,查看电机是否运转正常,若正常, 机手需用废纸板试打钉数,钉距,并检查箱钉脚是否 正常,有误断钉,漏钉现象,无异样再进行钉合工作。 1.5 根据所使用的扁丝,装
导盲钉相关专题
- 雷达波导管的原理
- 离心泵的导叶起什么作用
- 连续墙的导墙是什么
- 凌派加装导航模块多少钱
- 六吨电加热导热油锅炉价格
- 主导产业和支柱产业的区别
- 阻抗与电导率之间的换算
- 钻孔灌注桩导管的底管长度
- 钻孔灌注桩导管堵塞
- 钻孔桩导管怎么配置
- 引江济淮工程淠河总干渠以北安徽段截污导流工程设计
- 以工作过程为导向构建高职建筑工程技术专业课程体系
- 招标师招标采购法律法规与政策题型分析辅导材料
- 高度集成化导航接收机系统射频电路的设计与实现
- 园林绿化及仿古建筑工程计价宣贯辅导材料
- 以应用型人才培养为导向的测绘工程实践教学改革
- 以工作过程为导向的市政管道工程施工课程开发与实践
- 匀质改性复合防火保温板建筑外保温系统应用技术导则
- 智能建筑控制设计实验指导书
- 以工程和创新能力培养为导向的化工专业基础课程建设
- 中川电气智能疏散-工程安装指导书V14.3.14
- 应用导向下的案例式教学在高职建筑专业中的应用
- 以精细化管理为主导的电网工程项目建设质量提升分析
- 关于印发建筑工程安全生产监督管理工作导则通知
- 公路造价模板2016年3季度地方综合材料指导价格
- 工艺工法道路工程隧道大管棚及导向墙施工技术交底
- 关于印发上海市埋地塑料排水管应用技术导则通知