

新型铸铁冷焊焊条及其焊接技术要求
格式:pdf
大小:228KB
页数:3P
人气 :61
 3
3
新型铸铁冷焊焊条及其焊接技术要求——新型铸铁冷焊焊条,是以结506、507焊条及结426、427焊条为基材改性而成。采用特殊的焊接工艺,如不钻止裂孔、合理的焊接顺序、捶击母材而不捶击焊缝等。可快速焊接(修复)白1:7、灰1:7、可锻、球墨铸铁机件。焊接质量与其...



焊接技术要求
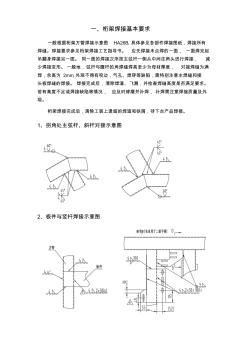
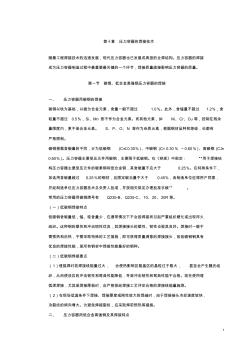
一、桁架焊接基本要求 一般根据桁架方管焊接示意图ha26b,具体参见各部件焊接图纸,焊接所有 焊缝。焊接要求参见桁架焊接工艺指导书。应先焊接未点焊的一面,一面焊完起 吊翻身焊接另一面。同一面的焊接次序按主弦杆一侧从中间往两头进行焊接,减 少焊接变形。一般地,弦杆与腹杆的角焊缝焊高至少为母材厚度,对接焊缝为满 焊,余高为2mm,外观不得有咬边,气孔、焊穿等缺陷,需特别注意主焊缝和接 头板焊缝的焊接。焊接完成后,清除焊渣、飞溅,并检查焊缝高度是否满足要求。 若有高度不足或焊接缺陷等情况,应及时修磨并补焊,补焊需注意焊接质量及外 观。 桁架焊接完成后,清除工装上遗留的焊渣和铁屑,待下台产品焊接。 1、拐角处主弦杆、斜杆对接示意图 2、板件与竖杆焊接示意图 3、主弦杆、竖杆、切角斜杆对接示意图 4、主弦杆、竖杆、斜腹杆对接示意图 5、扶手架小方管焊接示意图 6、底板、底梁焊接示
国标焊接技术要求
1 第十章压力容器的焊接技术 随着工程焊接技术的迅速发展,现代压力容器也已发展成典型的全焊结构。压力容器的焊接 成为压力容器制造过程中最重要最关键的一个环节,焊接质量直接影响压力容器的质量。 第一节碳钢、低合金高强钢压力容器的焊接 一、压力容器用碳钢的焊接 碳钢以铁为基础,以碳为合金元素,含量一般不超过1.0%。此外,含锰量不超过1.2%,含 硅量不超过0.5%,si、mn皆不作为合金元素。而其他元素,如ni、cr、cu等,控制在残余 量限度内,更不是合金元素。s、p、o、n等作为杂质元素,根据钢材品种和等级,也都有 严格限制。 碳钢根据含碳量的不同,分为低碳钢(c≤0.30%)、中碳钢(c=0.30%~0.60%)、高碳钢(c≥ 0.60%)。压力容器主要受压元件用碳钢,主要限于低碳钢。在《容规》中规定:“用于焊接结 构压力容器主要受压元件的碳
编辑推荐下载
新型铸铁冷焊法焊条及其焊接工艺
格式:pdf
大小:269KB
页数:4P
3
新型铸铁冷焊法焊条及其焊接工艺——一种由结构钢焊条简单改性而成、且具有较好抗裂等性能的新型铸铁冷焊焊条,配套采用相应独特的焊接工艺,可快速焊.嫩修复)的白口、灰口、可锻、球墨铸铁机件,其焊接质量能达到或超过目前的铸铁冷焊法焊条。与其它铸铁焊条...

室外管道焊接技术要求
格式:pdf
大小:46KB
页数:4P
4.4
室外管道焊接技术要求: 一、准备工作 1.1检查管口清理质量,对管内杂物进行清理。 1.2保证所有设备的完好性。如对口器的调试、调管机的起升制动情况等。 1.3每位焊工必须有合格证件或经考核合格,确认后上岗。 1.4施工人员应熟悉本工序的施工作业指导书。 1.5焊材的储存和运输按要求执行,规格型号符合设计要求。 二、焊口对接 2.1焊前清理:管内外表面破口两侧10-20mm范围内采用机械或手工方法清理至呈现金 属光泽;直管段对口、连头和弯头口均采用外对口器。 2.2对口前再次核对钢管类型、壁厚及坡口质量,符合图纸要求。 2.3对口用尼龙吊带宽度大于100mm,吊点放在已标好的重心点上进行吊装。 2.4管口组装要求: 管口组装要求: 序号检查项目组装规定 1螺旋缝或直缝错开间距不得小于100mm弧长 2相临环缝间距不得小于0.8m 3环缝对口错边量
铸铁冷焊焊条及其焊接技术要求热门文档

钢结构构件制作焊接技术要求
格式:pdf
大小:47KB
页数:16P
4.4
徐州光环钢结构工程有限公司1 钢结构构件制作焊接技术要求 一、常规要求 1、焊工应经培训合格并取得资格证书,方可担任焊接工作。 2、重要结构件的重要焊缝,焊缝两端或焊缝交叉处必须打上焊 工代号钢印。 3、焊前对焊件应预先清除焊缝附近表面的污物,如氧化皮、油、 防腐涂料等。 4、在零摄氏度以下焊接时,应遵守下列条件: ①保证在焊接过程中,焊缝能自由收缩; ②不准用重锤打击所焊的结构件; ③焊接前需除尽所焊结构件上的冰雪; ④焊接前应按规定预热,具体温度根据工艺试验定。 5、焊接前应按规定预热,必须封焊主板(腹板)、筋板、隔板的 端(厚度方向)及连接件的外露端部的缝隙; 6、钢结构件隐蔽部位应焊接、涂装、并经检查合格后方可封闭。 7、双面对接焊焊接应挑焊根,挑焊根可采用风铲、炭弧气刨, 气刨及机械加工等方法。 8、多层焊接应连续施焊,每一层焊道焊完后应及时清理检查、 清除缺陷后再
钢结构焊接技术要求 (2)
格式:pdf
大小:9KB
页数:1P
4.7
. . 钢结构焊接技术要求 一、常规要求 1、焊工应经培训合格并取得资格证书,方可担任焊接工作。 2、重要结构件的重要焊缝,焊缝两端或焊缝交叉处必须打上焊工代号钢印。 3、焊前对焊件应预先清除焊缝附近表面的污物,如氧化皮、油、防腐涂料等。 4、在零摄氏度以下焊接时,应遵守下列条件: ①保证在焊接过程中,焊缝能自由收缩; ②不准用重锤打击所焊的结构件; ③焊接前需除尽所焊结构件上的冰雪; ④焊接前应按规定预热,具体温度根据工艺试验定。 5、焊接前应按规定预热,必须封焊主板(腹板)、筋板、隔板的端(厚度方向)及连接件的 外露端部的缝隙; 6、钢结构件隐蔽部位应焊接、涂装、并经检查合格后方可封闭。 7、双面对接焊焊接应挑焊根,挑焊根可采用风铲、炭弧气刨,气刨及机械加工等方法。 8、多层焊接应连续施焊,每一层焊道焊完后应及时清理检查、清除缺陷后再焊。 9、焊接过程中,尽可能采用平焊位置。 1

铜管焊接技术要求(技能)
格式:pdf
大小:1.1MB
页数:6P
4.7
1 铜管焊接技术要求 一、焊接 总要求:保证管路不泄漏,焊接管路横平竖直焊液均匀分布于焊缝。保 证各部件的功能完好无损,注意各阀件的方向性。 1、铜管下料 a、工具:割管刀、卷尺、线号笔、锉刀 b、步骤: ○1根据图纸要求的尺寸和管径,用卷尺量取相应的长度,并用线号笔记 下位置 ○2较粗的铜管要固定后,再用割管刀割下,要保证割口平齐,不变形 ○3用锉刀把割口毛边锉平,并用抹布擦拭干净 2、焊接 a、工具:焊枪、乙炔气瓶(煤气瓶)、氧气瓶、氮气瓶 b、步骤 ○1检查氧气瓶和乙炔气瓶内的量是否足够 ○2根据图纸要求来进行焊接 ○3在焊接电磁阀时,应把电磁阀的线圈拆下,以防毁坏,并注意其流向 2 ○4焊接其它部件,如液镜、膨胀阀、单向阀等应注意焊接时受热损坏, 必要时可以把其拆部件卸下,并用湿棉布包裹被焊阀体 ○5焊接时应在被焊管内通低速氮气,防止氧化 ○6焊接完毕
钢结构构件焊接技术要求及焊接技术
格式:pdf
大小:998KB
页数:10P
4.4
青岛速霸数控设备有限公司1 钢结构构件焊接技术要求 一、常规要求 1、焊工应经培训合格,方可担任焊接工作。 2、重要结构件的重要焊缝,焊缝两端或焊缝交叉处必须打上焊工代号钢印。 3、焊前对焊件应预先清除焊缝附近表面的污物,如氧化皮、油、防腐涂料等。 6、钢结构件隐蔽部位应焊接、涂装、并经检查合格后方可封闭。 7、双面对接焊焊接应挑焊根,挑焊根可采用风铲、炭弧气刨,气刨及机械加工 等方法。 8、多层焊接应连续施焊,每一层焊道焊完后应及时清理检查、清除缺陷后再焊。 9、焊接过程中,尽可能采用平焊位置。 10、焊接时,不得使用药皮脱落或焊芯生锈的焊条和受潮结块的焊剂及已熔烧 过的渣壳;焊丝、焊钉在使用前应清除油污、铁锈。 12、焊接时,焊工应遵守焊接工艺,不得自由施焊及在焊道外的母材上引弧。 13、对接接头、t形接头、角接接头、十字接等对接焊缝及对接和角接组合焊缝,
铸铁冷焊焊条及其焊接技术要求精华文档

铜管焊接技术要求
格式:pdf
大小:38KB
页数:7P
4.5
铜管焊接技术要求 一、焊接 总要求:保证管路不泄漏,焊接管路横平竖直焊液均匀分布于焊缝。保证各部件的功能 完好无损,注意各阀件的方向性。 1.铜管下料 a.工具:割管刀,卷尺,线号笔,锉 b.步骤: ①根据图纸要求的尺寸和管径,用卷尺量取相应的长度,并用线号笔记下位置 ②较粗的铜管要固定后,再用割刀拆下,要保证割口平齐,不变形 ③用锉把割口毛边锉平,并用抹布擦拭干净 2.焊接 a.工具:焊枪,乙炔瓶,氧气瓶,氮气瓶 b.步骤: ①检查氧气瓶和乙炔瓶内的量是否足够 ②根据图纸要求来进行焊接 ③在焊接电磁阀时,应把电磁阀的线圈拆下,以防毁坏,并注意其流向 ④焊接其它部件,如液镜、膨胀阀、单向阀等应注意焊接时受热损坏,必要时可把可拆 部件卸下,并用湿棉布包裹被焊阀体 ⑤焊接时应在被焊管内通低速氮气,防止氧化 ⑥焊接完毕后,冷却,用干燥氮气清理管内氧化物和焊渣 二、焊接 1.0焊条 紫铜与紫
不锈钢焊接技术要求
格式:pdf
大小:27KB
页数:2P
4.4
imt992platform supplyvessel不锈钢的焊接技术要求ytrs643-91-07 第2页 共3页 一、总体要求: 1.从事不锈钢施工的焊工及其它相关人员应遵守本工艺。 2.定位焊及正常焊接必须由具有相应等级不锈钢焊工证书的焊工进行 施焊。 二、焊前准备: 1.储存、吊装、运输 1.1不锈钢件储存:应有专用存放架,存放架应为木质或表面喷漆的碳钢支架 或垫以橡胶垫,以与碳钢等其它金属材质隔离。存放时,储存位置应便于吊 运,与其它材料存放区相对隔离,应有防护措施,不锈钢钢管两端加防护盖 以避免灰尘、油污、铁锈对不锈钢的污染。 1.2不锈钢件吊装:吊装时,应采用专用吊具,如吊装带、专用夹头等,严 禁使用钢丝绳以免划伤表面;并且在起吊和放置时,应避免冲击磕碰造成划 伤。 1.3不锈钢件运输:运输时,
钢结构构件焊接技术要求及焊接技术
格式:pdf
大小:142KB
页数:10P
4.4
钢结构构件焊接技术要求 一、常规要求 1、焊工应经培训合格,方可担任焊接工作。 2、重要结构件的重要焊缝,焊缝两端或焊缝交叉处必须打上焊工代号钢印。 3、焊前对焊件应预先清除焊缝附近表面的污物,如氧化皮、油、防腐涂料等。 6、钢结构件隐蔽部位应焊接、涂装、并经检查合格后方可封闭。 7、双面对接焊焊接应挑焊根,挑焊根可采用风铲、炭弧气刨,气刨及机械加工 等方法。 8、多层焊接应连续施焊,每一层焊道焊完后应及时清理检查、清除缺陷后再焊。 9、焊接过程中,尽可能采用平焊位置。 10、焊接时,不得使用药皮脱落或焊芯生锈的焊条和受潮结块的焊剂及已熔烧 过的渣壳;焊丝、焊钉在使用前应清除油污、铁锈。 12、焊接时,焊工应遵守焊接工艺,不得自由施焊及在焊道外的母材上引弧。 13、对接接头、t形接头、角接接头、十字接等对接焊缝及对接和角接组合焊缝, 应在焊缝的两端设置引弧和引出板,
钢结构构件焊接技术要求及焊接技术分析
格式:pdf
大小:37KB
页数:10P
4.4
青岛速霸数控设备有限公司1 钢结构构件焊接技术要求 一、常规要求 1、焊工应经培训合格,方可担任焊接工作。 2、重要结构件的重要焊缝,焊缝两端或焊缝交叉处必须打上焊工代号钢印。 3、焊前对焊件应预先清除焊缝附近表面的污物,如氧化皮、油、防腐涂料等。 6、钢结构件隐蔽部位应焊接、涂装、并经检查合格后方可封闭。 7、双面对接焊焊接应挑焊根,挑焊根可采用风铲、炭弧气刨,气刨及机械加工 等方法。 8、多层焊接应连续施焊,每一层焊道焊完后应及时清理检查、清除缺陷后再焊。 9、焊接过程中,尽可能采用平焊位置。 10、焊接时,不得使用药皮脱落或焊芯生锈的焊条和受潮结块的焊剂及已熔烧 过的渣壳;焊丝、焊钉在使用前应清除油污、铁锈。 12、焊接时,焊工应遵守焊接工艺,不得自由施焊及在焊道外的母材上引弧。 13、对接接头、t形接头、角接接头、十字接等对接焊缝及对接和角接组合焊缝,
 用碳钢焊条冷焊铸铁件
用碳钢焊条冷焊铸铁件 用碳钢焊条冷焊铸铁件
格式:pdf
大小:1.2MB
页数:1P
4.4
通过长期的摸索和实践,总结出用碳钢焊条冷焊铸铁件的经验,并具体介绍其工艺过程及工艺原理,克服用碳钢焊条冷焊铸铁件的困难。
铸铁冷焊焊条及其焊接技术要求最新文档

HDPE管道热熔焊接技术要求 (3)
格式:pdf
大小:1.1MB
页数:6P
4.5
. . hdpe管道热熔连接技术要求 hdpe管道热熔连接应按下列步骤进行: 热熔工具接通电源,到达工作温度指示灯亮后方能开始操作。 (1)切割管材,必须使端面垂直于管轴线。管材切割一般使用管子剪或管 道切割机,必要时可使用锋利的钢锯,但切割后管材断面应去除毛边 和毛刺。 (2)管材与管件连接端面必须清洁、干燥、无油。 (3)用卡尺和合适的笔在管端测量并标绘出热熔深度,热熔深度应符合规 范和设计要求。 (4)熔接弯头或三通时,按设计图纸要求,应注意其方向,在管材和管材 的直线方向上,用辅助标志标出其位置。 (5)连接时,无旋转地把管端导入加热套内,插入到所标志的深度,同时, 无旋转把管件推到加热头上,达到规定标志。加热时间必须满足热熔 工具生产厂家的规定。 (6)达到加热时间后,立即把管材与管件从加热套与加热头上同时取下, 迅速无旋转地直线均匀插入到所标刻度,使接头

HDPE管道热熔焊接技术要求 (4)
格式:pdf
大小:181KB
页数:3P
4.4
hdpe管道热熔连接技术要求hdpe管道热熔连接应按下 列步骤进行: 热熔工具接通电源,到达工作温度指示灯亮后方能开始操作。 (1)切割管材,必须使端面垂直于管轴线。管材切割一般使用管子剪或管道切 割机,必要时可使用锋利的钢锯,但切割后管材断面应去除毛边和毛刺。 (2)管材与管件连接端面必须清洁、干燥、无油。 (3)用卡尺和合适的笔在管端测量并标绘出热熔深度,热熔深度应符合规范和 设计要求。 (4)熔接弯头或三通时,按设计图纸要求,应注意其方向,在管材和管材的直 线方向上,用辅助标志标出其位置。 (5)连接时,无旋转地把管端导入加热套内,插入到所标志的深度,同时,无 旋转把管件推到加热头上,达到规定标志。加热时间必须满足热熔工具生产厂家 的规定。 (6)达到加热时间后,立即把管材与管件从加热套与加热头上同时取下,迅速 无旋转地直线均匀插入到所标刻度,使接头处粘接均
HDPE管道热熔焊接技术要求(3)
格式:pdf
大小:578KB
页数:4P
4.5
hdpe管道热熔连接技术要求 hdpe管道热熔连接应按下列步骤进行: 热熔工具接通电源,到达工作温度指示灯亮后方能开始操作。 (1)切割管材,必须使端面垂直于管轴线。管材切割一般使用管子剪或管 道切割机,必要时可使用锋利的钢锯,但切割后管材断面应去除毛边 和毛刺。 (2)管材与管件连接端面必须清洁、干燥、无油。 (3)用卡尺和合适的笔在管端测量并标绘出热熔深度,热熔深度应符合规 范和设计要求。 (4)熔接弯头或三通时,按设计图纸要求,应注意其方向,在管材和管材 的直线方向上,用辅助标志标出其位置。 (5)连接时,无旋转地把管端导入加热套内,插入到所标志的深度,同时, 无旋转把管件推到加热头上,达到规定标志。加热时间必须满足热熔 工具生产厂家的规定。 (6)达到加热时间后,立即把管材与管件从加热套与加热头上同时取下, 迅速无旋转地直线均匀插入到所标刻度,使接头处粘接均匀牢

HDPE管道热熔焊接技术要求
格式:pdf
大小:1.1MB
页数:6P
4.6
hdpe管道热熔连接技术要求 hdpe管道热熔连接应按下列步骤进行: 热熔工具接通电源,到达工作温度指示灯亮后方能开始操作。 (1)切割管材,必须使端面垂直于管轴线。管材切割一般使用管子剪或管 道切割机,必要时可使用锋利的钢锯,但切割后管材断面应去除毛边 和毛刺。 (2)管材与管件连接端面必须清洁、干燥、无油。 (3)用卡尺和合适的笔在管端测量并标绘出热熔深度,热熔深度应符合规 范和设计要求。 (4)熔接弯头或三通时,按设计图纸要求,应注意其方向,在管材和管材 的直线方向上,用辅助标志标出其位置。 (5)连接时,无旋转地把管端导入加热套内,插入到所标志的深度,同时, 无旋转把管件推到加热头上,达到规定标志。加热时间必须满足热熔 工具生产厂家的规定。 (6)达到加热时间后,立即把管材与管件从加热套与加热头上同时取下, 迅速无旋转地直线均匀插入到所标刻度,使接头处粘接均匀牢
HDPE管道热熔焊接技术要求 (2)
格式:pdf
大小:578KB
页数:4P
4.5
hdpe管道热熔连接技术要求 hdpe管道热熔连接应按下列步骤进行: 热熔工具接通电源,到达工作温度指示灯亮后方能开始操作。 (1)切割管材,必须使端面垂直于管轴线。管材切割一般使用管子剪或管 道切割机,必要时可使用锋利的钢锯,但切割后管材断面应去除毛边 和毛刺。 (2)管材与管件连接端面必须清洁、干燥、无油。 (3)用卡尺和合适的笔在管端测量并标绘出热熔深度,热熔深度应符合规 范和设计要求。 (4)熔接弯头或三通时,按设计图纸要求,应注意其方向,在管材和管材 的直线方向上,用辅助标志标出其位置。 (5)连接时,无旋转地把管端导入加热套内,插入到所标志的深度,同时, 无旋转把管件推到加热头上,达到规定标志。加热时间必须满足热熔 工具生产厂家的规定。 (6)达到加热时间后,立即把管材与管件从加热套与加热头上同时取下, 迅速无旋转地直线均匀插入到所标刻度,使接头处粘接均匀牢
HDPE管道热熔焊接技术要求(2)
格式:pdf
大小:1.0MB
页数:6P
4.3
hdpe管道热熔连接技术要求 hdpe管道热熔连接应按下列步骤进行: 热熔工具接通电源,到达工作温度指示灯亮后方能开始操作。 (1)切割管材,必须使端面垂直于管轴线。管材切割一般使用管子剪或管 道切割机,必要时可使用锋利的钢锯,但切割后管材断面应去除毛边 和毛刺。 (2)管材与管件连接端面必须清洁、干燥、无油。 (3)用卡尺和合适的笔在管端测量并标绘出热熔深度,热熔深度应符合规 范和设计要求。 (4)熔接弯头或三通时,按设计图纸要求,应注意其方向,在管材和管材 的直线方向上,用辅助标志标出其位置。 (5)连接时,无旋转地把管端导入加热套内,插入到所标志的深度,同时, 无旋转把管件推到加热头上,达到规定标志。加热时间必须满足热熔 工具生产厂家的规定。 (6)达到加热时间后,立即把管材与管件从加热套与加热头上同时取下, 迅速无旋转地直线均匀插入到所标刻度,使接头处粘接均匀牢
HDPE管道热熔焊接技术要求
格式:pdf
大小:578KB
页数:4P
4.4
hdpe管道热熔连接技术要求 hdpe管道热熔连接应按下列步骤进行: 热熔工具接通电源,到达工作温度指示灯亮后方能开始操作。 (1)切割管材,必须使端面垂直于管轴线。管材切割一般使用管子剪或管 道切割机,必要时可使用锋利的钢锯,但切割后管材断面应去除毛边 和毛刺。 (2)管材与管件连接端面必须清洁、干燥、无油。 (3)用卡尺和合适的笔在管端测量并标绘出热熔深度,热熔深度应符合规 范和设计要求。 (4)熔接弯头或三通时,按设计图纸要求,应注意其方向,在管材和管材 的直线方向上,用辅助标志标出其位置。 (5)连接时,无旋转地把管端导入加热套内,插入到所标志的深度,同时, 无旋转把管件推到加热头上,达到规定标志。加热时间必须满足热熔 工具生产厂家的规定。 (6)达到加热时间后,立即把管材与管件从加热套与加热头上同时取下, 迅速无旋转地直线均匀插入到所标刻度,使接头处粘接均匀牢
HDPE管道热熔焊接技术要求(2)
格式:pdf
大小:1.1MB
页数:6P
4.6
hdpe管道热熔连接技术要求 hdpe管道热熔连接应按下列步骤进行: 热熔工具接通电源,到达工作温度指示灯亮后方能开始操作。 (1)切割管材,必须使端面垂直于管轴线。管材切割一般使用管子剪或管 道切割机,必要时可使用锋利的钢锯,但切割后管材断面应去除毛边 和毛刺。 (2)管材与管件连接端面必须清洁、干燥、无油。 (3)用卡尺和合适的笔在管端测量并标绘出热熔深度,热熔深度应符合规 范和设计要求。 (4)熔接弯头或三通时,按设计图纸要求,应注意其方向,在管材和管材 的直线方向上,用辅助标志标出其位置。 (5)连接时,无旋转地把管端导入加热套内,插入到所标志的深度,同时, 无旋转把管件推到加热头上,达到规定标志。加热时间必须满足热熔 工具生产厂家的规定。 (6)达到加热时间后,立即把管材与管件从加热套与加热头上同时取下, 迅速无旋转地直线均匀插入到所标刻度,使接头处粘接均匀牢

HDPE管道热熔焊接技术要求(4)
格式:pdf
大小:1.0MB
页数:6P
4.3
hdpe管道热熔连接技术要求 hdpe管道热熔连接应按下列步骤进行: 热熔工具接通电源,到达工作温度指示灯亮后方能开始操作。 (1)切割管材,必须使端面垂直于管轴线。管材切割一般使用管子剪或管 道切割机,必要时可使用锋利的钢锯,但切割后管材断面应去除毛边 和毛刺。 (2)管材与管件连接端面必须清洁、干燥、无油。 (3)用卡尺和合适的笔在管端测量并标绘出热熔深度,热熔深度应符合规 范和设计要求。 (4)熔接弯头或三通时,按设计图纸要求,应注意其方向,在管材和管材 的直线方向上,用辅助标志标出其位置。 (5)连接时,无旋转地把管端导入加热套内,插入到所标志的深度,同时, 无旋转把管件推到加热头上,达到规定标志。加热时间必须满足热熔 工具生产厂家的规定。 (6)达到加热时间后,立即把管材与管件从加热套与加热头上同时取下, 迅速无旋转地直线均匀插入到所标刻度,使接头处粘接均匀牢
铸铁冷焊焊条及其焊接技术要求相关
文辑推荐
知识推荐
百科推荐


职位:勘察工程师
擅长专业:土建 安装 装饰 市政 园林


