




 用低碳钢焊条水浸法冷焊铸铁件
用低碳钢焊条水浸法冷焊铸铁件 用低碳钢焊条水浸法冷焊铸铁件
用低碳钢焊条(结422或结423)水浸冷焊修理东方红—75、54发动机壳体、缸盖、后桥壳体等,效果较好。这种焊接方法的特点是:设备简单,焊条供应充足,容易掌握,施焊条件好,劳动强度低,焊接质量较好。铸铁焊补时,经常遇到产生裂纹和白口组织等缺陷,而用这种方法大大降低了产生裂纹的可能性,焊后可进行机械加工。因此,在农村人民公社生产队的机修站,只要有交流电焊机就可进行铸
编辑推荐下载
大型铸铁件的铁液处理 大型铸铁件的铁液处理
格式:pdf
大小:277KB
页数:3P
 4.4
4.4
介绍大型灰铁和球铁铸件原铁液的推荐化学成分和提高其力学性能的措施;同时介绍生产大型球铁件用的球化剂及球化处理工艺、孕育剂及孕育工艺的选择原则。认为要生产合格大型铸铁件,严格选料是基础,恰当的球化和孕育处理工艺是保证。
锻铁件与铸铁件的区别
格式:pdf
大小:6KB
页数:2P
4.6
一般铁艺分锻铁和铸铁之分,艺术性的话,锻铁铁艺居多,铸铁的就不考虑了, 比较粗糙,有毛边,容易生锈,而锻铁的是手工或机械加工的熟铁件,但是价格 很高 铸铁件-分类 灰口铸铁件、白口铸铁件、球磨铸铁件、可锻铸铁件、蠕墨铸铁件。铸铁市含碳 大于2.1%的铁碳合金 它是将铸造生铁(部分炼钢生铁)在炉中重新熔化,并加进铁合金、废钢、回炉 铁调整成分而得到。与生铁区别是铸铁是二次加工,大都加工成铸铁件。铸铁件 具有优良的铸造性可制成复杂零件,一般有良好的切削加工性。另外具有耐磨性 和消震性良好,价格低等特点。工业用铸铁一般含碳量为2%~4%。碳在铸铁 中多以石墨形态存在,有时也以渗碳体形态存在。除碳外,铸铁中还含有1%~ 3%的硅,以及锰、磷、硫等元素。合金铸铁还含有镍、铬、钼、铝、铜、硼、 钒等元素。碳、硅是影响铸铁显微组织和性能的主要元素。 铸铁铁艺 以灰口铸铁为主要材料
铸铁件的冷焊法热门文档
 普通焊条焊接较厚铸铁件
普通焊条焊接较厚铸铁件 普通焊条焊接较厚铸铁件
格式:pdf
大小:55KB
页数:2P
4.5
铸铁的焊接主要应用在铸铁铸造缺陷的补焊、铸铁件损坏以后的补焊。通过改进铸铁件的焊接工艺,介绍了一种用普通焊条焊接较厚铸铁件的方法。
关于征集《灰铸铁件》和《球墨铸铁件》标准反馈意见的通知 关于征集《灰铸铁件》和《球墨铸铁件》标准反馈意见的通知
格式:pdf
大小:12KB
页数:1P
4.5
各有关单位:经全国铸造标准化技术委员会申报,国家标准化管理委员会批准将现行国家标准gb/t9439-1988《灰铸铁件》和gb/t1348-1988《球墨铸铁件》列入2006年第一批制修订国家标准项目计划中,并于2006年6月30日
铸铁件的冷焊法精华文档
铸铁件检验标准
格式:pdf
大小:24KB
页数:3P
4.7
v1.0可编辑可修改 1 铸铁件检验标准 一、检验项目、装配尺寸、性能、外观颜色包装。 二、检验方式:实配、测量。 三、抽样设计及允收水准 3.1依照一般检查水平:ⅰ级进行抽样。 3.2、每批从四点以上分散随机抽样。 3.3严重缺陷[cr]aql=0,主要缺陷[ma]aql=,次要缺陷[mi]aql= 四、检验内容: 4.1尺寸: 4.4.1烤板、烤网类一般检验长度与宽度尺寸,除特殊要求外,公差一般为±1.5mm。 4.4.2炉头类除了检验长度与宽度尺寸外,依照相应进料检验标准对其它重要装配尺寸进 行检验。 4.4.3其它不便检测之装配尺寸可利用检具或实配件进行检验。 4.2外观、亮度及颜色: 4.2.1铸铁烤漆件 a.刮边平直,无披锋、利边及尖角,无裂纹,无气孔起皮,浇铸不足、冷隔、沙粒、蚀料 等铸造缺陷。所有孔洞<3mmx1mm(深),且在1
铸铁件通用检验标准
格式:pdf
大小:120KB
页数:7P
4.7
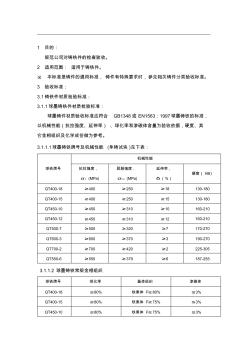
1目的: 规范公司对铸铁件的检查验收。 2适用范围:适用于铸铁件。 ※本标准是铸件的通用标准,铸件有特殊要求时,参见相关铸件分类验收标准。 3验收标准: 3.1铸铁件材质检验标准: 3.1.1球墨铸铁件材质检验标准: 球墨铸件材质验收标准应符合gb1348或en1563:1997球墨铸铁的标准, 以机械性能(抗拉强度、延伸率)、球化率和渗碳体含量为验收依据,硬度、其 它金相组织及化学成份做为参考。 3.1.1.1球墨铸铁牌号及机械性能(单铸试块)见下表: 球铁牌号 机械性能 抗拉强度, σb(mpa) 屈服强度, σ0.2(mpa) 延伸率, δ(%) 硬度(hb) qt400-18≥400≥250≥18130-180 qt400-15≥400≥250≥15130-180 qt450-10≥450≥310≥10160-210

铸铁件冒口设计手册
格式:pdf
大小:1.5MB
页数:29P
4.6
铸铁件冒口设计手册 诸葛胜 福士科铸造材料(中国)有限公司 铸铁冒口设计手册 一、概述 冒口是一个个储存金属液的空腔。其主要作用是在铸件成形过程中提供由于体积 变化所需要补偿的金属液,以防止在铸件中出现的收缩类型缺陷(如图1和图2所 示),而这些需要补偿的体积变化可能有: 图1各种缩孔图2缩孔生产图a)和冒口的补缩图b) 1—一次缩孔2—二次缩孔3—缩松1—缩孔2—型腔胀大3—铸件(虚线以内) 4—显微缩松5—缩陷(缩凹,外缩孔) (1)铸型的胀大 (2)金属的液态收缩 (3)金属的凝固收缩 补偿这些体积变化所需要的金属液量随着铸型和金属种类的不同而异。此外,冒 口还有排气及浮渣和非金属夹杂物的作用。铸件制成后,冒口部分(残留在铸件上的 凸块)将从铸
铸铁件的冷焊法最新文档

铸铁件常见铸造缺陷的防止方法
格式:pdf
大小:127KB
页数:11P
4.4
铸铁件常见铸造缺陷的防止方法 铸铁件经常会发生各种不同的铸造缺陷,如何防止这些缺陷发生,一直是铸 件生产厂关注的问题。本文介绍了笔者在这方面的一些认识和实践经验。 1气孔 特征:铸件中的气孔是指在铸件内部,表面或接近表面处存在的大小不等的 光滑孔洞。孔壁往往还带有氧化色泽,由于气体的来源和形成原因不同,气孔的 表现形式也各不相同,有侵入性气孔,析出性气孔,皮下气孔等。 1.1侵入性气孔 这种气孔的数量较少,尺寸较大,多产生在铸件外表面某些部位,呈梨形或 圆球形。主要是由于铸型或砂芯产生的气体侵入金属液的未能逸出而造成。 防止措施: (1)减少发气量:控制型砂或芯砂中发气物质的含量,湿型砂的含水量不 能过高,造型与修模时脱模剂和水用量不宜过多。砂芯要保证烘干,烘干后的砂 芯不宜存放太长时间,隔天使用的砂芯在使用前要回炉烘干,以防砂芯吸潮,不 使用受潮、生锈的冷
提高灰铸铁件硬度的方法 提高灰铸铁件硬度的方法
格式:pdf
大小:316KB
页数:2P
4.5
我公司生产的灰铸铁件检测不合格,主要为布氏硬度偏低,导致废品率高达8%,一直成为困扰企业发展的一大技术难题。为此,我公司专门成立了攻关小组,通过计算机凝固模拟结果,优化造型
用普通焊条制作铸铁焊条焊补损坏铸铁件
格式:pdf
大小:171KB
页数:2P
3
用普通焊条制作铸铁焊条焊补损坏铸铁件——在实际生产和日常生活中,常遇到铸铁件的损坏或断裂,如闸阀、手轮、机座、缝纫杌支架 等,这些损坏的铸铁件如能用铸铁焊条及时焊补,就能正常使用。在没有铸铁焊条的情况下,采用普通低碳钢焊条制作铸铁焊条,用...
灰铸铁件的生产 灰铸铁件的生产
格式:pdf
大小:147KB
页数:5P
4.7
叙述了灰铸铁的力学性能、工艺性能、使用性能和化学成分,c、si、mn、p、s是灰铸铁的五种基本元素,根据性能需要,有时还加入少量的合金元素。迄今为止,国内外对于孕育处理的作用机理尚未有一致的说法,但一致认为孕育处理具有以下共性:炉前性与随流性;少量性或微量性;形核性。最后,介绍了灰铸铁在缸体、缸盖以及机床铸件上的应用情况:(1)一汽铸造有限公司研究了高ce条件下生产ht300缸体、缸盖铸件的方法,稳定地生产出了载重汽车大功率柴油机的缸体、缸盖铸件,材料牌号达到ht300;(2)烟台冰轮重型机件有限公司出口日本的卧式加工中心床身导轨面的金相组织为a型石墨,珠光体体积分数在98%以上,抗拉强度为310~340mpa,硬度为180~200hb。
铸铁件冷铁冒口的研究和应用 铸铁件冷铁冒口的研究和应用
格式:pdf
大小:120KB
页数:未知
4.7
1.概述冷铁冒口是根据铸件均衡凝固理论与有限补缩原则,结合无冒口铸造的理论设计的新型冒口,其特点体现在压边冒口颈处安放冷铁,利用冷铁吸热消除冒口和铸件形成的接触热节,并充分利用铁液的凝固膨胀获得质量较好的铸件。例如,结构尺寸如图1所示的圆盘类铸件,要求内部组织致密,无缩孔、缩松。由于以前的粘土砂干型造型工艺一直不定型,质量很不稳定。若采用传统的方法设计冒口,则铸件的冒口根部至中间热节处常产生不同程度的缩孔、缩松缺陷。而改用
结构钢焊条铸铁件补焊工艺 结构钢焊条铸铁件补焊工艺
格式:pdf
大小:113KB
页数:1P
4.3
针对公司生产卸车机、叶轮给煤机产品中的部套件多为铸铁件(如轴承盖、透盖、闷盖等),且在产品中占较重比例,铸铁件铸造缺陷补焊性能差、报废成本高的问题,提出了使用结构钢焊条铸铁补焊工艺。解决了铸铁补焊难、易产生裂纹等焊接难题,大大降低了生产成本,促进了生产率的提高。
铸铁件的冷焊法相关
文辑推荐
知识推荐
百科推荐


职位:主任给排水设计师(BIM)
擅长专业:土建 安装 装饰 市政 园林


