



编辑推荐下载

 中碳钢超厚壁缸体的焊接
中碳钢超厚壁缸体的焊接 中碳钢超厚壁缸体的焊接
格式:pdf
大小:81KB
页数:2P
 4.8
4.8
液压缸体作为化纤打包机的关键部件,具有加工精度高、难度大、周期长等特点。本文就打包机超厚壁液压缸体的焊接进行探讨,缸体尺寸为φ515mm×φ375mm×3692mm,原材料选用35钢延碾管。由于原材料无法供应整体长度,需采用缸
淬火态中碳钢焊接工艺优化 淬火态中碳钢焊接工艺优化
格式:pdf
大小:545KB
页数:3P
4.8
介绍通过局部退火处理、控制焊接热输入、优化焊道排布等途径,避免中碳钢淬火态结构件焊接裂纹的形成,并减小焊接件的表面硬度下降区域,获得满足使用要求,且性能优良的焊接结构件的工艺方法。
中碳钢的焊接热门文档
中碳钢
格式:pdf
大小:7KB
页数:1P
4.4
中碳钢mediumearbonsteel 含碳量在0.30一0.60%的碳钢。中国国家标准(gb699一88)中有30、35、40、 45、50、55、60及30mn、35mn、40mn、45mn、50mn、60mn13个钢号, 其中有6个为高锰量钢号。中碳钢的强度、硬度比低碳钢高,而塑性、韧性比 低碳钢略低,热锻、热压性能良好,冷加工变形能力居中等,切削性好,但焊 接性较差。中碳钢最适宜采用热锻、热冲压和金属切削加工,也可以在冷状态 下拉丝或冷徽、冷冲压,除特殊情况外,很少用它作焊接件。加工工艺的影响 中碳钢因含碳量较高,可以通过热处理强化。多采用调质处理以获得好的综合 力学性能。机械制造业中最常用的中碳调质钢是40、45和50号钢。与合金钢 相比,碳钢的主要缺点是淬透性较低,当工件的截面直径或厚度大于巧mm时 淬火效

中碳钢的焊接精华文档
低碳钢的焊接性与焊接缺陷分析
格式:pdf
大小:13KB
页数:1P
4.6
中国科技期刊数据库工业c 2015年13期49 低碳钢的焊接性与焊接缺陷分析 王建 河北佳意空调净化工程有限公司,河北石家庄050000 摘要:主要围绕着低碳钢展开了分析,分析了低碳钢的焊接性,论述了低碳钢存在的焊接缺陷,针对低碳钢焊接性和焊接缺 陷提出了改进的措施和建议,可以有效提高低碳钢的焊接质量。 关键词:低碳钢;焊接性;焊接缺陷 中图分类号:tg457.11文献标识码:a文章编号:1671-5810(2015)13-0049-01 1低碳钢的焊接性 1.1焊接方法 低碳钢焊接性好,几乎可以选择所有的焊接方法,并能 保证焊接接头的良好质量,例如氧乙炔、焊条电弧焊、埋弧 焊、氩弧焊、二氧化碳气体保护焊、电渣焊、等离子弧焊、 电阻焊、摩擦焊和钎焊等。近年来新开发的一些高效、高质 量的焊接方法和焊接工艺也在低碳钢焊接中得到了广泛应 用,例如高效率铁
低碳钢的焊接性与焊接缺陷分析
格式:pdf
大小:21KB
页数:3P
4.8
低碳钢的焊接性与焊接缺陷分析 摘要:低碳钢由于含碳量较低,焊接性较好,在焊接生产上得到了广泛的 应用。本文分析了低碳钢的焊接性和常见焊接缺陷,并针对各种焊接缺陷提出了 预防措施。 关键词:低碳钢;焊接性;焊接缺陷 低碳钢的碳含量较低,合金元素锰和硅的含量亦不高。总的来说,其焊 接性良好,不会因焊接热周期的快速冷却,引起淬硬而使组织脆化。因此,在焊 接板厚小于70mm的焊件时,焊前不需预热,不必严格保持层间温度。除了锅炉、 压力容器等重要的焊接结构外,焊后不必作消除应力处理,整个焊接过程不必采 取特殊的工艺措施,焊接性能优良。当采用高热输入焊接法焊接低碳钢时,也会 出现各种问题[1]。 1低碳钢的焊接性 1.1焊接方法 低碳钢焊接性好,几乎可以选择所有的焊接方法,并能保证焊接接头的 良好质量,例如氧乙炔、焊条电弧焊、埋弧焊、氩弧焊、二氧化碳气体保护焊、 电
低碳钢的焊接性与焊接缺陷分析 低碳钢的焊接性与焊接缺陷分析
格式:pdf
大小:41KB
页数:2P
4.7
低碳钢由于含碳量较低,焊接性较好,在焊接生产上得到了广泛的应用。本文分析了低碳钢的焊接性和常见焊接缺陷,并针对各种焊接缺陷提出了预防措施。
中碳钢的焊接最新文档
高碳钢的焊接性与焊接缺陷分析 高碳钢的焊接性与焊接缺陷分析
格式:pdf
大小:454KB
页数:2P
4.7
本文从焊接方法、焊接材料等方面分析了高碳钢的焊接性,并针对高碳钢焊接时容易出现的焊接缺陷提出了相应的预防措施。
埋弧焊焊接低碳钢的常识
格式:pdf
大小:960KB
页数:3P
4.5
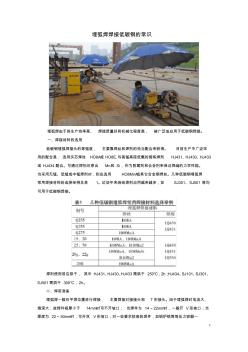
1 埋弧焊焊接低碳钢的常识 埋弧焊由于其生产效率高、焊接质量好和机械化程度高,被广泛地应用于低碳钢焊接。 一、焊接材料的选用 低碳钢埋弧焊接头的等强度,主要靠焊丝和焊剂的恰当配合来获得。目前生产中广泛采 用的配合是:选用实芯焊丝ho8a或ho8e,与高锰高硅低氟的熔炼焊剂hj431、hj430、hj433 或hj434配合。可通过焊剂还原出mn和si,作为脱氧剂和合金剂来保证焊缝的力学性能。 当采用无锰、低锰或中锰焊剂时,则应选用ho8mna或其它合金钢焊丝。几种低碳钢埋弧焊 常用焊接材料的选择举例见表1。近些年来烧结焊剂应用越来越多,如sj301、sj501等均 可用于低碳钢焊接。 焊剂使用前应烘干,其中hj431、hj430、hj433需烘干250℃,2h;hj434、sj101、sj301、 sj501需烘干300℃,2h。 二、焊前准备
浅谈中碳钢铸件焊补工艺 浅谈中碳钢铸件焊补工艺
格式:pdf
大小:48KB
页数:1P
4.3
对于水泥设备中常用的大型铸件如托轮、轮带、齿圈等,在铸造以及现场使用过程中往往会出现裂纹、气孔、砂眼等大的缺陷,对以上产品进行补焊是必要的,如何补焊对其使用
灰口铸铁与碳钢的焊接
格式:pdf
大小:9KB
页数:5P
4.5
灰口铸铁与碳钢的焊接 (1)灰口铸铁与碳钢的焊接特点 灰口铸铁与碳钢的焊接,在机床床身、底座、机架、齿轮箱及发动机缸体上应用 较多,主要焊接特点如下。 ①灰口铸铁与碳钢焊接时,铸铁中的碳以片状石墨形式存在,分布在铁素体、 珠光体或珠光体铁素体基体上。石墨片相当于孔洞和裂纹,割裂基体的连续性, 降低了接头的力学性能。 ②焊接接头承受拉伸应力时,容易在片状石墨尖角处产生应力集中,因而裂纹 倾向增加,并容易产生气孔。 ③当焊接接头承受压缩应力时,石墨割裂基体和造成的应力集中很小。因此具 有较高的抗压强度。 ④灰口铸铁与碳钢的焊缝中石墨数量越多、越粗大、片状分布越明显,割裂基 体作用越大,力学性能也越差。 ⑤由于铸铁中含碳量高、杂质多,焊接接头容易产生白口组织,在焊接应力作 用下极易发生裂纹和断裂。 ⑥灰口铸铁与碳钢的焊接性差,必须选择合适的焊接方法及填充材料,采取特 殊的焊接工艺
低碳钢的焊接工艺 (2)
格式:pdf
大小:487KB
页数:16P
4.4
低碳钢的焊接工艺 1、材料的认识 钣金车间所焊的工件主要有冷轧板、热轧板、槽钢、镀锌板、不锈钢等。其中所用的冷轧板、热轧板、镀锌板的 材质为q195,槽钢的材质为q235.这两种材质都属于碳素钢。下面介绍各种材料的定义。 1.1冷轧板、热轧板 热轧,是以板坯(主要为连铸坯)为原料,经加热后由粗轧机组及精轧机组制成带钢。根据用户的不同需求,经 过不同的精整作业线(平整、矫直、横切或纵切、检验、称重、包装及标志等)加工而成为钢板、平整卷及纵切钢带 产品。 冷轧:用热轧钢卷为原料,经酸洗去除氧化皮后进行冷连轧,其成品为轧硬卷,由于连续冷变形引起的冷作硬化 使轧硬卷的强度、硬度上升、韧塑指标下降,因此冲压性能将恶化,只能用于简单变形的零件。 冷轧板跟热轧板的区别: 1)热轧板硬度低,加工容易,有较好的韧性和延展性,但机械性能远不及冷加工,也次于锻造加工。 2)冷轧板采用冷扎加工表面无氧化皮,
低碳钢的焊接性与焊接缺陷分析 低碳钢的焊接性与焊接缺陷分析
格式:pdf
大小:114KB
页数:未知
4.7
低碳钢又称软钢,含碳量从0.10%至0.30%,低碳钢易于接受各种加工如锻造,,焊接和切削,常用於制造链条,铆钉,螺栓,轴等。碳含量低于0.25%的碳素钢,因其强度低、硬度低而软,故又称软钢。它包括大部分普通碳素结构钢和一部分优质碳素结构钢,大多不经热处理用于工程结构件,有的经渗碳和其他热处理用于要求耐磨的机械零件。本文在理论的基础上,结合实际,分析了低碳钢的缺点和预防措施。
 低碳钢的焊接特点及工艺分析
低碳钢的焊接特点及工艺分析 低碳钢的焊接特点及工艺分析
格式:pdf
大小:127KB
页数:3P
4.5
由于低碳钢的碳、锰、硅的含量低,焊接时不会因焊接而引起严重组织硬化或出现淬火组织而且焊接接头有很强的塑性以及韧性,在所有钢材中低碳钢的焊接性能最强。因此本文针对核电站反应堆厂房钢结构几种常用低碳钢的焊接特点及其工艺进行浅析。
中碳钢的焊接相关
文辑推荐
知识推荐
百科推荐


职位:给排水专业工程师
擅长专业:土建 安装 装饰 市政 园林


