

中频逆变直流焊机在镀锌板焊接中的优势
格式:pdf
大小:733KB
页数:2P
人气 :79
 4.6
4.6
现代汽车的发展趋势是轻量化、节能、防腐、防污染、防噪声以及安全舒适等,为适应这一发展的需要,人们对汽车用钢板的要求除传统的结构性能、经济性能以外,还附加了新的一系列质量上的特殊要求,高强钢板、镀锌钢板等应运而生。




镀锌板焊接
编辑版word 镀锌钢板焊接工艺研究 1.镀锌钢电弧焊 锌层的存在给镀锌钢的焊接带来了一定困难,主要的问题有:焊接裂纹及气孔的敏感性 增大、锌的蒸发及烟尘、氧化物夹渣及镀锌层熔化及破坏。其中焊接裂纹、气孔和夹渣是最 主要的问题。 1.1焊接性 (1)裂纹 在焊接过程中,熔化的锌浮在熔池的表面或位于焊缝根部。由于锌的熔点远远低于铁, 熔池中的铁首先结晶,液态锌会沿着钢的晶界渗入其中,导致晶间结合变弱。而且锌与铁之 间易形成金属间脆性化合物fe3zn10和fezn10,进一步降低了焊缝金属的塑性。因此在焊 接残余应力的作用下易沿晶界裂开,形成裂纹。 1)影响裂纹敏感性的因素 ①锌层的厚度镀锌钢的锌层较薄,裂纹敏感性小,而热镀锌钢的锌层较厚,裂纹敏感性较 大。 ②工件厚度厚度越大,焊接拘束应力越大,裂纹敏感性越大。 ③坡口间隙间隙越大,裂纹敏感性越

镀锌板的焊接
镀锌板的焊接 1.镀锌钢电弧焊 锌层的存在给镀锌钢的焊接带来了一定困难,主要的问题有:焊接裂纹及气孔的敏感性 增大、锌的蒸发及烟尘、氧化物夹渣及镀锌层熔化及破坏。其中焊接裂纹、气孔和夹渣是最 主要的问题。 1.1焊接性 (1)裂纹 在焊接过程中,熔化的锌浮在熔池的表面或位于焊缝根部。由于锌的熔点远远低于铁, 熔池中的铁首先结晶,液态锌会沿着钢的晶界渗入其中,导致晶间结合变弱。而且锌与铁之 间易形成金属间脆性化合物fe3zn10和fezn10,进一步降低了焊缝金属的塑性。因此在焊接 残余应力的作用下易沿晶界裂开,形成裂纹。 1)影响裂纹敏感性的因素 ①锌层的厚度镀锌钢的锌层较薄,裂纹敏感性小,而热镀锌钢的锌层较厚,裂纹敏 感性较大。 ②工件厚度厚度越大,焊接拘束应力越大,裂纹敏感性越大。 ③坡口间隙间隙越大,裂纹敏感性越大。 ④焊接方法用手工电
编辑推荐下载

镀锌板焊接的问题
格式:pdf
大小:8KB
页数:2P
4.7
mig电弧钎焊从某种意义上说也属于熔化极气体保护焊(mag)。它采用低熔点的铜基焊丝代替碳钢焊丝, 焊接时热输入量低,母材不会熔化,同时锌的蒸发降至最低,提高了焊缝的抗腐蚀性能(铜基焊缝也耐腐 蚀),从而确保了镀锌板更好更有效的焊接。 mig电弧钎焊技术在工业实际应用中已取得巨大成功,许多汽车制造企业都越来越多地使用铜基焊丝来生 产重要部件。近年来,mig钎焊还用来焊接非镀层板(如合金钢、非合金钢、不锈钢、铜),同样获得了 良好的效果。 镀锌薄板材广泛应用于汽车制造领域,镀锌成为重要的钢铁防腐方法,不仅因为锌可在钢铁表面形成致密 的保护层,还因为锌具有阴极保护效果。当镀锌层破损,它仍能通过阴极保护作用来防止铁质母材腐蚀, 这种保护效果可延伸到1~2mm无保护层的区域,因此镀锌可以有效地保护到板材的切口和冷加工造成 的微裂纹以及近焊缝的锌烧损区,防止从这里开始生锈。 锌的
镀锌板的焊接
格式:pdf
大小:818KB
页数:10P
4.8
镀锌板的焊接 1.镀锌钢电弧焊 锌层的存在给镀锌钢的焊接带来了一定困难,主要的问题有:焊接裂纹及气孔的敏感性 增大、锌的蒸发及烟尘、氧化物夹渣及镀锌层熔化及破坏。其中焊接裂纹、气孔和夹渣是最 主要的问题。 1.1焊接性 (1)裂纹 在焊接过程中,熔化的锌浮在熔池的表面或位于焊缝根部。由于锌的熔点远远低于铁, 熔池中的铁首先结晶,液态锌会沿着钢的晶界渗入其中,导致晶间结合变弱。而且锌与铁之 间易形成金属间脆性化合物fe3zn10和fezn10,进一步降低了焊缝金属的塑性。因此在焊接 残余应力的作用下易沿晶界裂开,形成裂纹。 1)影响裂纹敏感性的因素 ①锌层的厚度镀锌钢的锌层较薄,裂纹敏感性小,而热镀锌钢的锌层较厚,裂纹敏 感性较大。 ②工件厚度厚度越大,焊接拘束应力越大,裂纹敏感性越大。 ③坡口间隙间隙越大,裂纹敏感性越大。 ④焊接方法用手工电
中频逆变直流焊机在镀锌板焊接中的优势热门文档

镀锌板焊接(20200928112653)
格式:pdf
大小:41KB
页数:9P
4.4
镀锌钢板焊接工艺研究 1.镀锌钢电弧焊 锌层的存在给镀锌钢的焊接带来了一定困难,主要的问题有:焊接裂纹及 气孔的敏感性增大、锌的蒸发及烟尘、氧化物夹渣及镀锌层熔化及破坏。其中焊接裂纹、气 孔和夹渣是最主要的问题。 1.1焊接性 (1)裂纹 在焊接过程中,熔化的锌浮在熔池的表面或位于焊缝根部。由于锌的熔点 远远低于铁,熔池中的铁首先结晶,液态锌会沿着钢的晶界渗入其中,导致晶间结合变弱。 而且锌与铁之间易形成金属间脆性化合物fe3zn10和fezn10,进一步降低了焊缝金属的塑 性。因此在焊接残余应力的作用下易沿晶界裂开,形成裂纹。 1)影响裂纹敏感性的因素 ①锌层的厚度镀锌钢的锌层较薄,裂纹敏感性小,而热镀锌钢的锌层较厚,裂纹敏感 性较大。 ②工件厚度厚度越大,焊接拘束应力越大,裂纹敏感性越大。 ③坡口间隙间隙越大,裂纹敏感性越大。 ④焊接方法用手工电弧焊焊

常用金属(镀锌板、铝合金等)的焊接
格式:pdf
大小:978KB
页数:9P
4.6
常用金属(镀锌板、铝合金等)的焊接 tags:铝合金,镀锌板,金属,焊接 一、电阻焊前的工件清理 无论是点焊、缝焊或凸焊,在焊前必须进行工件表面清理,以保证接头质量稳定。 清理方法分机械清理和化学清理两种。常用的机械清理方法有喷砂、喷丸、抛光以及用纱布或钢丝刷等。#i:x7o7h,\-] 不同的金属和合金,需采用不同的清理方法。简介如下: 铝及其合金对表面清理的要求十分严格,由于铝对氧的化学亲合力极强,刚清理过的表面上会很快被氧化,形成 氧化铝薄膜。因此清理后的表面在焊前允许保持的时间是严格限制的。 铝合金的氧化膜主要用以化学方法去除,在碱溶液中去油和冲洗后,将工件放进正磷酸溶液中腐蚀。为了减慢新 膜的成长速度和填充新膜孔隙,在腐蚀的同时进行纯化处理。最常用的纯化剂是重铬酸钾和重铬酸纳(见表1)。 纯化处理后便不会在除氧化膜的同时,造成工件表面的过分腐蚀
中频逆变直流焊机在镀锌板焊接中的优势精华文档

镀锌板的焊接(20200928112647)
格式:pdf
大小:10KB
页数:6P
4.4
随着近年来待镀层的板材(如镀锌板)在工业中应用增多,镀锌 板和铝镁同时作为最具前景的材料而越来越被人们所重视。所以大量 的笃信薄板板材用于汽车制造、冷藏箱、建筑业、通风和供热设施以 及家具制造等领域。镀锌成为重要的钢铁防腐方法,不仅仅是因为新 可在钢铁表面形成致密的保护层,还因为新具有阴极保护效果。当笃 信曾被破坏他仍能用过阴极保护作用来防止铁质母才的腐蚀。这种保 护效果可延伸到1——2mm无保护的区域,因此镀锌可以有效的保 护到板材的切口和冷加工造成的为裂纹以及近焊缝的锌层烧伤区,防 止母材从这里开始生锈。 可是镀锌板如何较完美有效的焊接工艺,却一直困扰着广大工程 技术人员。以及锌层的烧失与挥发严重的影响韩公的身体健康(例如 锌感冒)。因为锌的熔点大约为420摄氏度而挥发的温度大约为908 摄氏度,而我们所普遍使用的普通熔焊的最高电弧约为3000——4000
 光纤激光焊接镀锌板的工艺研究
光纤激光焊接镀锌板的工艺研究 光纤激光焊接镀锌板的工艺研究
格式:pdf
大小:217KB
页数:4P
4.4
为提高车身常用镀锌板的焊接质量和焊接效率,采用4000w光纤激光对厚度为0.8mm常用的镀锌板进行了焊接试验,分析了焊接速度,焊接气体和搭接间隙对焊接质量和焊接效率的影响.结果表明:焊接速度随着功率的增大而加快,,焊接间隙应该控制在0.07-0.1mm之间.
镀锌板材焊接缺陷及预防措施的研究 镀锌板材焊接缺陷及预防措施的研究
格式:pdf
大小:417KB
页数:2P
4.6
本文介绍了镀锌板材焊接过程中存在的焊接缺陷,如焊接裂纹及气孔的敏感性、锌的蒸发及烟尘、氧化物夹渣、飞溅大、镀锌层熔化及破坏等一系列的问题,严重影响了焊接质量:针对存在的问题提出了诸多预防改进措施及先进的焊接工艺,如焊前对坡口进行打磨,去掉母材上的锌等杂质;利用ar+co2混合气代替纯co2气体保护;用钎焊材料mig焊代替传统mag焊;用钛型药芯焊丝代替普通的501酸性药芯焊丝;以及采用合理的电流电压参数等。这些改进措施从一定程度上提高了焊接质量,大大避免了焊接缺陷的频繁发生。
镀锌板激光焊接接头锌的分布及耐蚀性试验 镀锌板激光焊接接头锌的分布及耐蚀性试验
格式:pdf
大小:488KB
页数:4P
4.7
研究了镀锌板激光焊接接头锌的分布及焊接接头耐蚀性能。定量及sem分析表明,焊缝中表面只残留少量锌,在焊缝两侧的热影响区,锌层厚度呈梯度分布。激光焊缝窄,基材锌层阳极保护作用得以保存,激光焊接板仍具有较好耐蚀性。
直流焊机操作规程
格式:pdf
大小:161KB
页数:27P
4.3
1适用范围 本规程适用于公司直流电焊机作业。 2主要内容 2.1电焊机的工作环境必须符合制造厂使用说明中的要求。 2.2电焊机在搬运中,要尽可能地避免震动和碰撞,以免影响其性 能。 2.3使用前须先打开风扇电机,观察电压表指针位置是否正确,仔 细查听是否有不正常的声音。 2.4应经常清洁硅整流器及其它部件,以延长其使用寿命。 2.5电焊机的饱和电抗器切勿振动,更不应敲击,否则将影响焊机 性能。 2.6电焊机在安装前,应检查硅整流元件与散热片的连接是否牢固, 如有松动,必须拧紧,以防接触不良而烧毁硅整流元件。 2.7严禁用摇表测试电焊机主变压器的次级线圈和控制变压器的次 级线圈。 2.8进线处需有防护罩。 一般直流逆变电焊机是为了满足焊接工艺过程的动特性和静特性的 要求。 首先要选择适当的焊接电源(建议直流输出400a)。 然后就要设计一个可靠的电路结构。可采用igbt作为电
中频逆变直流焊机在镀锌板焊接中的优势最新文档
巧换电极凸焊焊接热镀锌板零件 巧换电极凸焊焊接热镀锌板零件
格式:pdf
大小:354KB
页数:2P
4.4
在生产过程中碰到图1所示一种组焊件,u形底板两端焊接两件端板,这两种零件的材料均为热镀锌板要求焊接牢固,表面质量好,同时两端板与u形板要保证一定的同轴度。
镀锌板
格式:pdf
大小:8KB
页数:4P
4.8
各种钢铁牌号明细及性能、用途[zz] 2009-09-2716:25 冷轧板: 普通级冲压级深冲级 spht1spht2spht3钢管用(日本) sphcsphdsphe热轧板(日本) spccspcdspce冷轧板(日本) st12st13st14st15(德国) sgccsgcdsgce热镀锌 seccsecdsece电镀锌 牌号spcc=cdcm(冷轧板统称src) spccs----钢 p----板,t----管,k----工具,s----结构 c----冷轧成型,h----热轧成型 c----普通用,d----冲压用,e----
镀锌板
格式:pdf
大小:12KB
页数:4P
4.5
镀锌板镀锌卷热镀锌电镀锌无花有花宝钢鞍钢首钢 英文:tianjinxiangyuxinsteellimitedcompany ***各种市场上不常见型号钢材(怪材缺材奇材)*** 宝/唐/首/太/鞍/包钢0.1-4.75mm5-300mm5-120mm(管线钢) 15crmo、20crmo、30crmo、35crmo、42crmo、20cr、40cr 冷板:st17、st16、st15、st14、st13、st12、dc07、dc06、dc05、dc04、dc03、dc01、08al、spcf、spce 、spcd、spcc、spce-n、q195、q235、q345、25#、20#、30#、35#、bufd、blc、bld、busd、st14-t、b170p1 、b210p1、b250p1、b180p2、b220p2、b250


镀锌板工艺流程
格式:pdf
大小:12KB
页数:6P
4.3
山东百斯特板业有限公司,公司按照“以智信达赢天下,创中国名牌企业,做交通设施 精品,树涂镀行业典范”的发展战略,为客户生产高质量,高强度的镀锌卷板!主要生产范 围厚度:0.14-1.5mm宽度1250mm以内的镀锌带钢和镀锌波浪瓦,材质st12-14、dc01-06、 spcd、spcc、spce等,定尺生产主要用于新型建材、钢塑型材、复合钢管、防火卷帘门、 彩涂基板料等。还拥有交通设施有限公司公司。是一家专业生产高速公路波形护栏的厂家。 主要产品有:护栏板,立柱,热镀锌静电喷涂防阻块,镀锌柱帽,热镀锌防阻块,热镀锌波 形梁护栏+喷塑+立柱+喷塑+镀锌等。可根据用户需求订做产品,欢迎有志之士合作开发!联 系人:任占东电话:一三九零六三五五七三二qq:一九零一六六六八六 经营理念: 一、超低的价格 我们要做的是尽快占有市场份额,我们只有用最低的价格,
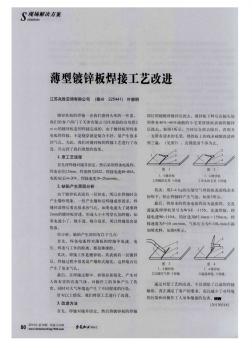
薄型镀锌板焊接工艺改进 薄型镀锌板焊接工艺改进
格式:pdf
大小:91KB
页数:1P
4.5
镀锌铁板的焊接一直我们感到头疼的一件累,我们的客户西门子天津有限公司冷却器的出风管2mm的镀锌板是用焊接完成的,由于镀锌板用焊条电弧焊焊接,不是烧穿就是熔合不好,易产生很多沙气孔。为此,我们对镀锌板的焊接工艺进行了改进,并达到了我们理想的效果。1.原工艺流程首先将焊缝对接并固定,然后采用焊条电弧焊,焊条直径2.5mm,焊条牌号1422,焊接电流40~80a,电弧电压14~20v,焊接速度18~25cm/min。
铝在镀锌板镀层中的分布 铝在镀锌板镀层中的分布
格式:pdf
大小:222KB
页数:未知
4.7
用gd-aes(辉光放电原子发射光谱)法测定镀锌板镀层中的zn、al、fe的分布,看到在镀层界面上al的富集现象,而且富集程度随锌液中al含量的增加而更显著,认为这可能与热浸时首先生成fe-al相有关。
铝在镀锌板镀层中的分布 铝在镀锌板镀层中的分布
格式:pdf
大小:92KB
页数:3P
4.7
用gd-aes法测定镀锌板镀层中的zn,al,fe的分布,看到在镀层界面上al的富集现象,而且富集程度随锌液中al含量的增加而更显著,认为这可能与热浸时首先生成fe-al相有关。
直流脉冲MIG焊机系统及其焊接电弧 直流脉冲MIG焊机系统及其焊接电弧
格式:pdf
大小:782KB
页数:未知
4.5
直流脉冲mig焊机其igbt逆变控制输出焊接电弧电流及电压,单片机控制系统完成焊接参数控制、焊接程序控制、以及焊接条件设置及焊接参数设置等控制任务;控制系统还包括送丝控制系统、igbt驱动电路及保护电路等。本文采用高速摄像及焊接电流电压波形测试研究表明,直流脉冲mig焊机焊接铝合金的一脉一滴熔滴过渡稳定;焊接铝合金试验表明,焊接过程稳定,达到了良好的焊接质量。

中频逆变直流焊机在镀锌板焊接中的优势相关
文辑推荐
知识推荐
百科推荐


职位:见习建筑给排水绘图员
擅长专业:土建 安装 装饰 市政 园林


