

中厚钢板自动超声波探伤系统技术及应用
格式:pdf
大小:1.0MB
页数:4P
人气 :71
 4.5
4.5
介绍了中厚钢板自动超声波探伤的发展情况,阐述了中厚钢板自动超声波探伤系统的技术与应用。自动超声波探伤技术对钢板缺陷检测分析具有较好的实用价值。



 中厚钢板自动超声波探伤系统技术及应用
中厚钢板自动超声波探伤系统技术及应用 中厚钢板自动超声波探伤系统技术及应用
自动超声波探伤技术对钢板缺陷检测分析具有较好的实用价值。文章介绍了中厚板自动超声波探伤的发展情况,阐述了中厚板自动超声波探伤系统的技术与应用。
中厚钢板的超声波探伤 (2)
2007年12月中国设备工程 文章编号:1671-0711(2007)12-0049-02 济钢中厚钢板厂在线钢板探伤采用超声波探伤 检测系统。根据标准规定或用户要求,锅炉与压力 容器、桥梁、建筑、管线用板等特殊用途的钢板, 需要进行超声波探伤。随着对钢板产品内在质量、 性能、规格要求的不断提高,越来越多的用户要求 对钢板进行100%的探伤。 超声波探伤可分为手动和自动探伤两种。手动 探伤具有投资低、使用灵活等优点,国内中厚钢板 厂多采用此法。但手动探伤存在着探伤时间长、生 产效率低、劳动强度大、占用生产场地多、易造成 漏探和误探、以及探伤速度慢等缺点。自动探伤具 有速度快、效率高、占用生产场地少等明显优点, 采用在线方式则基本上不占用生产场地也不存在钢 板的重复搬运问题。 济钢中厚钢板厂采用的sonotrotm66钢板检测 器是
编辑推荐下载
中厚钢板的超声波探伤 中厚钢板的超声波探伤
格式:pdf
大小:16KB
页数:2P
4.4
介绍超声波探伤检测系统在中厚钢板生产中的应用,阐述了超声波探伤的原理及系统基本组成。超声波探伤检测系统在钢板缺陷自动检测方面有较好的实用效果。
中厚钢板超声波探伤不合格原因分析 中厚钢板超声波探伤不合格原因分析
格式:pdf
大小:1.0MB
页数:3P
4.7
针对中厚钢板超声波探伤出现的两类典型缺陷,通过低倍检验和金相检验等手段,并结合实际探伤过程中缺陷的分布位置对探伤不合格的原因进行了分析。结果表明:点状密集型缺陷主要与连铸坯的中心偏析有关,侧边条型缺陷则主要来源于连铸坯的三角区裂纹或靠近三角区的中心裂纹,钢板体部的条型缺陷则是由连铸坯的中间裂纹造成的。
中厚钢板自动超声波探伤系统技术及应用热门文档
中厚钢板60通道在线超声波自动探伤技术的研发 中厚钢板60通道在线超声波自动探伤技术的研发
格式:pdf
大小:69KB
页数:4P
4.7
介绍柳钢开发研制热轧中厚板在线自动化超声波探伤技术的历程,以及60通道超声波自动探伤技术及其装置。

钢板超声波探伤检验操作规程
格式:pdf
大小:6KB
页数:2P
4.4
钢板超声波探伤检验操作规程 jy/jszx-2010-12 1、范围: 1.1钢板超声波探伤适用于厚度不小于6mm的锅炉、压力容器、造 船等用途钢板的超声波探伤。 2、被检钢板一般要求: 2.1被检钢板表面应平整光滑、厚度均匀,不应有油污和其它污物。 3、检测标准: 3.1钢板检测标准采用jb/t4730、gb/t2970、a578、en10160等标 准的最新版本作为检测标准。 4、探伤仪: 4.1应采用a型反射式超声波探伤仪。 4.2所采用的探伤仪性能应符合gb/t8651或10061的规定。 5、对比试块: 5.1采用双晶片直探头检测钢板时,采用阶梯试块。5.2采用单晶片直探头检测钢板时, 采用平底孔试块。 6、探头: 6.1钢板厚度6~13mm时,采用双晶片直探头,探头频率为5mhz。 6.2钢板厚度13~60mm时,
中厚钢板自动超声波探伤系统技术及应用精华文档
超声波探伤理论基础
格式:pdf
大小:98KB
页数:8P
4.7
第一章超声波探伤的物理基础 第一节波的一般概念 1.波 介质的一切质点,是以弹性力互相联系着的,某质点在介质内振动,能激 起周围的质点振动。振动是一种很普遍的运动形式,物体在一定位置附近作周 期性的往复运动叫作机械振动。例如:钟摆的来回摆动,活塞的往复运动都是 机械振动。 振动在弹性介质内的传播过程称为波动,简称“波”。(有机械波和电磁波) 波是传递能量的一种方式,波在传播振动的同时,也将波源的能量传播出 去,即产生新的波源。例如:超声波探伤就是将探头晶片(波源)振动的能量 传递到钢材中去。 产生波动,必须有振源及可传播能量的弹性介质。 2.声波 声波是一种机械波,可在气体、液体、固体中传播;根据频率不同,它可 分为次声波、可闻波、超声波和特超声波。 (1).次声波.频率 (f)低于20hz /秒叫作次声波。 (2).声波.频率 (f)大于2
管材超声波探伤
格式:pdf
大小:2.5MB
页数:19P
4.7
第四节管材超声波探伤 一、管材加工及常见缺陷 管材种类很多,据管径不同分为小口径管和大口径管,据加工方法不同 分为无缝钢管和焊接管。 无缝钢管是通过穿孔法和高速挤压法得到的,穿孔法是用穿孔机穿孔。 并同时用轧辊滚 轧,最后用心棒轧管机定径压延平整成型。高速挤压法是在挤压机中直接挤压成 形,这中方法加工的管材尺寸精度高。 焊接管是先将板材卷成管形,然后用电阻焊或埋弧自动焊加工成型。一般大口径 管多用这种方法加工。对于厚壁大口径管也可由钢锭经锻造、轧制等工艺加工而 成。 管材中常见缺陷与加工方法有关。无缝钢管中常见缺陷有裂纹、折迭、 夹层等。焊接管中常见缺陷与焊缝类似,一般为裂纹、气孔、夹渣、未焊透等.锻 轧管常见缺陷与锻件类似,一般为裂纹、白点、重皮等。 用于高温、高压的管材及其它特殊用途的重要管材都必须进行超声波探 伤。 据管材不同,分为钢管、铜管和铝管等。下面以钢管为例来
超声波探伤检测规范
格式:pdf
大小:21KB
页数:3P
4.8
超声波探伤检测规范 一.目的 对回转支承产品配套使用的毛坯内部质量进行超声波探伤检测,以确保产 品质量。 二.范围 所有进厂回转支承毛坯(包括50mn和42crmo材料) 三.检测标准 检验方法依据gb/t6402-2008≤钢锻件超声检测方法≥的规定进行检验,标准 gb/t6402-2008适用于脉冲反射式超声波检验法对厚度或直径大于100mm的碳钢 及低合金钢一般锻件的超声波检测。 四.检测条件及探伤方法 (1)环形毛坯锻件接触法检验时,一般在粗加工完成后,锻件表面粗糙度ra 值应小于3.2um,表面应平整,无影响声耦合的氧化皮,赃物等附着物, 并满足检验要求; (2)在探头与检测面之间,应使用合适的耦合剂; (3)根据锻件加工工艺,环形毛坯主要探测面为外圆百分之百检测,辅助探 测为上下端面; (4)扫查方式为手工扫查,探头在检测面的扫查间距,应保证有15%的

中厚钢板自动超声波探伤系统技术及应用最新文档
超声波探伤试块
格式:pdf
大小:51KB
页数:3P
4.8
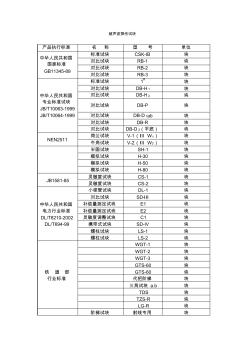
超声波探伤试块 产品执行标准名称型号单位 中华人民共和国 国家标准 gb11345-89 标准试块csk-ib块 对比试块rb-1块 对比试块rb-2块 对比试块rb-3块 中华人民共和国 专业标准试块 jb/t10063-1999 jb/t10064-1999 标准试块1#块 对比试块db-h1块 对比试块db-h2块 对比试块db-p块 对比试块db-d1ab块 对比试块db-r块 对比试块db-d2(平底)块 nen2511 荷兰试块v-1(ⅱw1)块 牛角试块v-2(ⅱw2)块 半圆试块sh-1块 模拟试块h-30块 模拟试块h-50块 模拟试块h-80块 jb1581-85 灵敏度试块cs-1块 灵敏度试块cs-2块 中华人民共和国 电力行业标准 dl/t8210-2002
焊缝超声波探伤(第三节焊缝超声波探伤定位)
格式:pdf
大小:243KB
页数:8P
4.8
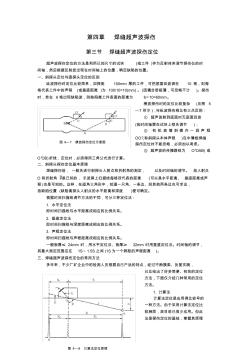
第四章焊缝超声波探伤 第三节焊缝超声波探伤定位 超声波探伤定位的方法是利用已知尺寸的试块(或工件)作为反射体来调节探伤仪的时 间轴,然后根据反射波出现在时间轴上的位置,确定缺陷的位置。 一、斜探头定位与直探头定位的区别 纵波探伤时定位比较简单,如探测100mm厚的工件,可把底面回波调在10格,则每 格代表工件中的声程(或垂直距离)为100/10=10(mm)。(因耦合层极薄,可忽略不计)。探伤 时,若在6格出现缺陷波,则缺陷离工件表面的距离为6×10=60mm。 横波探伤时的定位比较复杂(见图5 –7所示),与纵波探伤相比有三点区别: ①超声波射到底面时无底面回波 (故时间轴需在试块上预先调节); ②有机玻璃斜楔内一段声程 oo(称斜探头本体声程)在中薄板焊缝 探伤定位时不能忽略,必须加以考虑。 ③超声波的传播路线为
超声波探伤系统在中厚钢板生产中的应用和评价 超声波探伤系统在中厚钢板生产中的应用和评价
格式:pdf
大小:195KB
页数:3P
4.3
文章首先介绍了jgc—t7超声波自动探伤系统的基本组成,然后描述了关键技术和系统的基本参数。通过对钢板的对比探伤分析,超声波自动探伤系统不但满足了生产流程的要求,而且能对钢板自动评级,对提高钢板质量起到了促进作用。
超声波探伤在焊缝探伤中的应用
格式:pdf
大小:160KB
页数:7P
4.4
超声波技术在钢焊缝探伤中的应用 姚雷雷 (中铁西南科学研究院工程检测中心,四川省成都市西月城街118号,邮编:610031) (电子信箱:yllaolei@163.com) 摘要本文简要介绍了钢结构焊缝超声波探伤的准备工作、探伤工作重点、探伤仪器设备的校验、探伤工艺、 探伤结果分级及探伤报告的主要内容。 关键词准备工作;重点;校验;工艺;结果分级;报告内容 applicationoftheultrasonicflawdetectionforwelds insteelstructures yaoleilei abstractthispaperbrieflydiscusstheultrasonicflawdetectionforweldsinsteelstructures,mainlyincluding
超声波探伤在钢锻件无损检测中的应用
格式:pdf
大小:225KB
页数:3P
4.7
超声波探伤作为一种常用、简便的无损检测手段,可以用于各种金属铸件.焊缝.管以及板材等的探伤.是现代机械制造业中不可或缺的质量控制手段。
中厚钢板自动超声波探伤系统技术及应用相关
文辑推荐
知识推荐
百科推荐

职位:房建一级建筑师
擅长专业:土建 安装 装饰 市政 园林


