

中厚度紫铜受压管道及大面积紫铜板的焊接
格式:pdf
大小:216KB
页数:2P
人气 :50
 4.6
4.6
一、贮氧球罐上紫铜受压管道的焊接某钢铁公司贮氧球罐上紫铜压力管道的焊接,技术要求高、施工难度大。氧球的直径9.2米,工作压力30公斤力/厘米~2。为防止氧球上阀门开启、关闭时由金属间的摩擦而导致引起爆炸现象,特将氧球底部的钢制氧气管道改用紫铜。紫铜管的牌



 紫铜受压管道及大面积中厚度紫铜板的焊接
紫铜受压管道及大面积中厚度紫铜板的焊接 紫铜受压管道及大面积中厚度紫铜板的焊接
1.贮氧球罐上紫铜受压管道的焊接某钢铁公司贮氧球罐上紫铜压力管道的焊接,技术要求高、施工难度大。氧球的直径为9.2米,工作压力30公斤力/厘米~2。为防止氧球罐上阀门开启、关闭时由金属间的摩擦而导致引起爆炸现象,特将氧球罐底部的钢制氧气管道改用紫铜。紫铜管的牌号为
编辑推荐下载
中厚度紫铜受压管道及大面积紫铜板的焊接热门文档
10亳米厚紫铜板的焊接 10亳米厚紫铜板的焊接
格式:pdf
大小:88KB
页数:1P
4.6
用氩弧焊焊接10毫米厚的紫铜板,可以采用提高热输入量的方法,将电弧电压由20伏左右提高到100伏左右,电流约450安。在这样大的功率下焊接,一般的焊枪不能
黄铜板和紫铜板的用途
格式:pdf
大小:96KB
页数:3P
4.5
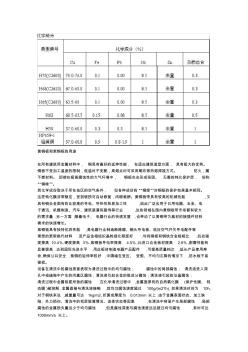
黄铜板和紫铜板的用途 在所有建筑用金属材料中,铜具有最好的延伸性能,在适应建筑造型方面,具有极大的优势。 铜板不受加工温度的限制,低温时不变脆,高熔点时可采用氧吹等热熔焊接方式。防火,属 不燃材料。即使在极高腐蚀性的大气环境中,铜板也会形成坚固、无毒的钝化保护层,俗称 “铜绿”。 其化学成份取决于所在地区的空气条件,但各种成份的“铜绿”对铜板的保护效果基本相同。 这层钝化膜非常稳定,受到破损可自动修复,肉眼难辨。黄铜板带具有较高的机械性能,又 具有铜合金固有的比较高的导电、导热性和易加工性,因此广泛应用于日用电器、五金、电 子通讯、机器制造、汽车、建筑装潢和服饰等行业,这些领域在国内黄铜板带市场都有较大 的需求量.另一方面,随着电子、电器行业的快速发展,也带动了以黄铜带为基材的接插件材料 需求的快速增长。 紫铜板具有独特优异性能,是电器行业制造断路器、触头

中厚度紫铜受压管道及大面积紫铜板的焊接精华文档
手工电弧焊焊接厚紫铜板 手工电弧焊焊接厚紫铜板
格式:pdf
大小:288KB
页数:2P
4.8
紫铜焊接是比较困难的,尤其是厚度较大,更给焊接带来了难题。焊接时要求预热温度高,这就恶化了劳动条件。对此我们做了大量试验工作,积累了一些经验,基本上消除了紫铜焊接易产生的缺陷。1.铜的性质紫铜的比重8.94g/cm~3,熔点1083℃,沸点2360℃,线膨胀系数16.4×10~(-6),导热率3.8663×10~2w/m·k,体积收缩率4.2%。紫铜的可焊性是较差的,主要是因为铜的导热率高,超过铁的三倍以上,散热快,焊接时必须有强的热源,预热温度为550~650℃方可焊

T2紫铜板介绍
格式:pdf
大小:41KB
页数:4P
4.6
t2紫铜板介绍 材料名称:纯铜板(半硬,0.5~10mm) 牌号:t2 标准:gb/t2040-1989 ●特性及适用范围: 有良好的导电、导热、耐蚀和加工性能,可以焊接和钎焊。含降低导电、 导热性杂质较少,微量的氧对导电、导热和加工等性能影响不大,但易引起“氢 病”,不宜在高温(如>370℃)还原性气氛中加工(退火、焊接等)和使用。 ●化学成份: 铜+银cuag:≥99.90 锡sn:≤0.002 锌zn:≤0.005 铅pb:≤0.005 铅pb:≤0.005 镍ni:≤0.005 铁fe:≤0.005 铍sb:≤0.002 硫s:≤0.005 砷as:≤0.002 铋bi:≤0.001 氧o:≤0.06 注:≤0.1(杂质) 试样尺寸:厚度0.5~10 ●热处理规范:热加工温度90
紫铜板价格,最新全国紫铜板规格型号价格大全
格式:pdf
大小:181KB
页数:4P
4.8
建设行业大数据服务平台造价通(工程造价信息网) http://www.zjtcn.com 第1页 全国各规格型号紫铜板价 格大全 来源:造价通工程造价信息网 概述:造价通工程造价信息网为您实时提供全国各省市地区各种规格/型号紫铜板价 格查询。 标签:紫铜板价格,紫铜板价格表,紫铜板规格,紫铜板型号,最新紫铜板价格,紫铜板 报价,紫铜板价格查询,紫铜板市场价 编者按:造价通——是中华人民共和国国家标准《建设工程人工材料设备机械数据标 准》(gb/t50851-2013)的参编单位和唯一数据提供方。 建设行业大数据服务平台造价通(工程造价信息网) http://www.zjtcn.com 第2页 材料名规格/型号单位品牌省份城市查询账号账号密码 紫铜板 材质t3紫铜板规格 1-100 t湖北武汉市mis
紫铜板与低碳钢焊接工艺 紫铜板与低碳钢焊接工艺
格式:pdf
大小:421KB
页数:3P
4.8
在充分实践的基础上,介绍了紫铜板与低碳钢板在仰焊位置施焊时如何防止或减少未焊透、冷热裂纹、气孔和外观缺陷而采取的工艺措施,并在理论和实际施焊两方面进行了分析和探索。
紫铜板、黄铜板每平米理论重量及规格表
格式:pdf
大小:28KB
页数:1P
4.5
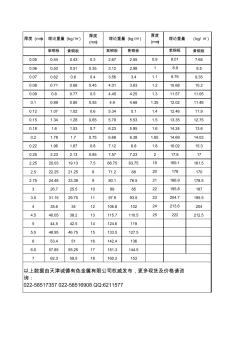
厚度(mm) 厚度 (mm) 紫铜板黄铜板紫铜板黄铜板黄铜板 0.050.440.430.32.672.557.65 0.060.530.510.353.122.988.5 0.070.620.60.43.563.49.35 0.080.710.680.454.013.8310.2 0.090.80.770.54.454.2511.05 0.10.890.850.554.94.6811.48 0.121.071.020.65.345.111.9 0.151.341.280.655.795.5312.75 0.181.61.530.76.235.9513.6 0.21.781.70.756.686.3814.03 0.221.961.870.87.12
中厚度紫铜受压管道及大面积紫铜板的焊接最新文档
紫铜的焊接
格式:pdf
大小:5KB
页数:2P
4.4
紫铜的焊接 焊接紫铜(即一般所称的工业纯铜)的方法有气焊、手工碳弧焊、手工电弧焊和 手工氩弧焊等方法,大型结构也可采用自动焊。 1.紫铜的气焊 焊接紫铜最常用的是对接接头,搭接接头和丁字接头尽量少采用。气焊可采用两 种焊丝,一种是含有脱氧元素的焊丝,如丝201、202;另一种是一般的紫铜丝 和母材的切条,采用气剂301作助熔剂。气焊紫铜时应采用中性焰。 2.紫铜的手工电弧焊 在手工电弧焊时采用紫铜焊条铜107,焊芯为紫铜(t2、t3)。焊前应清理 焊接处边缘。焊件厚度大于4毫米时,焊前必须预热,预热温度一般在400~500℃ 左右。用铜107焊条焊接,电源应采用直流反接。 焊接时应当用短弧,焊条不宜作横向摆动。焊条作往复的直线运动,可以改 善焊缝的成形。长焊缝应采用逐步退焊法。焊接速度应尽量快些。多层焊时,必 须彻底清除层间的熔渣。 焊接应在通风良好的场所进行,以
紫铜的焊接
格式:pdf
大小:394KB
页数:6P
4.5
紫铜的焊接 (一)紫铜的焊接性 紫铜(纯铜)的焊接性较差,焊接紫铜比焊接低碳钢困难得多。紫铜在焊接时 存在的主要问题有: 1.焊透性差,易变形。紫铜的导热率在室温时比低碳钢约大8倍,在 1000℃时要大10倍,使得焊接区不容易加热到熔点,致使母材难以熔化,填 充金属和母材不能很好熔合,产生未焊透和未熔化现象。因此,焊接时要使 用大功率热源(火焰能率高),通常在焊接前还需采取预热措施。另一方面, 紫铜的线膨胀系数比低碳钢要大50%以上,由液态转变为固态时收缩率也较 大,再加上铜的导热能力好,使焊缝热影响区宽,如果工件刚度不大,又无 防变形措施,在焊件焊后就会产生严重的变形。 2.易氧化,焊接接头机械性能低。铜在常温下不容易氧化,但当温度升 高到300℃以上时,其氧化能力便很快增大。当温度接近熔点时,其氧化能 力最强,生成氧化亚铜(cu2o)。在焊缝金属结晶时,氧化亚铜和
超薄紫铜板激光焊接的建模与仿真(英文) 超薄紫铜板激光焊接的建模与仿真(英文)
格式:pdf
大小:1.2MB
页数:4P
4.6
采用激光焊接了超薄紫铜板,在试验基础上确立了激光焊接超薄紫铜板的合理的工艺参数,并对焊接接头做了三维影像分析。利用有限元软件ansys对焊接进行了动态模拟。建立了激光焊接的热源模型。仿真结果表明:激光焊接超薄紫铜板的温度场梯度大,热影响区小;热源后方的等温线稀疏,温度梯度小;在热源前方的等温线密集,温度梯度大;焊缝正面宽度的仿真结果与试验结果相一致。
T3高精度紫铜板带
格式:pdf
大小:208KB
页数:3P
4.4
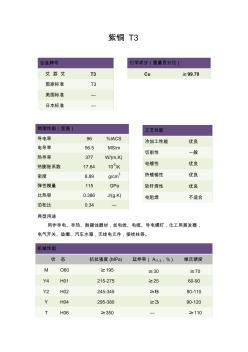
紫铜t3 典型用途 用作导电、导热、耐腐蚀器材,如电线、电缆、导电螺钉,化工用蒸发器, 电气开关、垫圈、汽车水箱,无线电元件,接线柱等。 合金牌号 艾荔艾t3 国家标准t3 美国标准— 日本标准— 化学成分(重量百分比) cu≥99.70 物理性能(室温) 导电率96%iacs 电导率56.5ms/m 热导率377w/(m.k) 热膨胀系数17.6410-6/k 密度8.89g/cm3 弹性模量115gpa 比热容0.386j/(g.k) 泊松比0.34— 工艺性能 冷加工性能优良 切削性一般 电镀性优良 热镀锡性优良 软钎焊性优良 电阻焊不适合 机械性能 状态抗拉强度(mpa)延伸率(a11.3,%)维氏硬度 mo60≥195≥30≤70 y4h01215-275≥2560-90
T2高精度紫铜板带
格式:pdf
大小:209KB
页数:3P
4.7
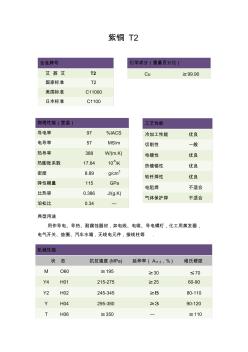
紫铜t2 典型用途 用作导电、导热、耐腐蚀器材,如电线、电缆、导电螺钉,化工用蒸发器, 电气开关、垫圈、汽车水箱,无线电元件,接线柱等. 合金牌号 艾荔艾t2 国家标准t2 美国标准c11000 日本标准c1100 化学成分(重量百分比) cu≥99.90 物理性能(室温) 导电率97%iacs 电导率57ms/m 热导率388w/(m.k) 热膨胀系数17.6410-6/k 密度8.89g/cm3 弹性模量115gpa 比热容0.386j/(g.k) 泊松比0.34— 工艺性能 冷加工性能优良 切削性一般 电镀性优良 热镀锡性优良 软钎焊性优良 电阻焊不适合 气体保护焊不适合 机械性能 状态抗拉强度(mpa)延伸率(a11.3,%)维氏硬度 mo60≥195≥30≤70 y4h
紫铜板搅拌摩擦焊接温度场有限元分析 紫铜板搅拌摩擦焊接温度场有限元分析
格式:pdf
大小:328KB
页数:5P
4.4
fsw传热过程直接决定工件所经历的热循环,进而影响焊接接头的微观组织和力学性能。同时温度场的分析对于预测接头残余应力和变形,以及焊缝区硬度都具有重要意义。本文在工艺研究基础上,分析了fsw的产热过程;根据搅拌头形状与尺寸,建立了fsw三维传热有限元模型。使用ansys有限元分析软件,结合有限几个测量点温度变化的实验数据,对6mm厚度紫铜板fsw焊接过程的温度场进行了有限元分析和计算,获得了该焊接过程的温度场分布与变化规律。计算过程中考虑了工件下表面与支撑板接触热传导对温度场的影响,以及温度对紫铜材料热传导系数的影响,有限元计算结果与实验测量结果接近。
动车变压器紫铜板焊接工艺试验 动车变压器紫铜板焊接工艺试验
格式:pdf
大小:408KB
页数:3P
4.5
新设计电动车组变压器采用1mm、2mm(亦曾使用过0.6mm)紫铜(t1)板材作为线圈材料。为确保导电性能,绕制工艺和机械性能要求,其接头处需采用熔化焊接工艺,技术要求为:1、焊缝增强高≤0.2mm2、焊缝宽度差<1mm3、接头处导电率为母材的90%4、焊缝平整、无焊接缺陷。在通常情况下,对紫铜的焊接工艺要求是克服焊接过程中出现的变形、气孔、裂纹等。而要达到以上特殊要求则有较大的难度。
紫铜板及黄铜板每平方米重量表
格式:pdf
大小:281KB
页数:9P
4.3
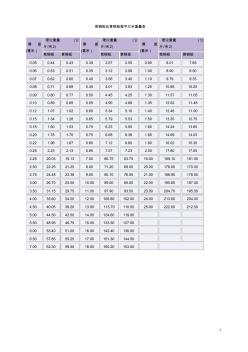
1 紫铜板及黄铜板每平方米重量表 厚度 (毫米) 理论重量(公 斤/米2)厚度 (毫米) 理论重量(公 斤/米2)厚度 (毫米) 理论重量(公 斤/米2) 紫铜板黄铜板紫铜板黄铜板紫铜板黄铜板 0.050.440.430.302.672.550.908.017.65 0.060.530.510.353.122.981.008.908.50 0.070.620.600.403.563.401.109.799.35 0.080.710.680.454.013.831.2010.6810.20 0.090.800.770.504.454.251.3011.5711.05 0.100.890.850.554.904.681.3512.0211.4
紫铜板与奥氏体不锈钢管的GTAW 紫铜板与奥氏体不锈钢管的GTAW
格式:pdf
大小:413KB
页数:2P
4.7
1焊接性分析杜瓦罐核心部分是一个圆柱形的罐子,罐底是紫铜板,圆柱体是1cr18ni9ti不锈钢钢管(图1).在保证罐体几何尺寸正确的同时,要求能承受10-10pa的超高真空度,具有较好的密封性.
中厚度紫铜受压管道及大面积紫铜板的焊接相关
文辑推荐
知识推荐
百科推荐


职位:化工管道工程师
擅长专业:土建 安装 装饰 市政 园林


