

中厚板熔化极气体保护焊的数值模拟及实验验证
格式:pdf
大小:271KB
页数:4P
人气 :65
 3
3
中厚板熔化极气体保护焊的数值模拟及实验验证——在建立中厚板GMAW 温度场数值仿真模型的基础上,用ANSYS进行了数值模拟,并通过红外热像仪进行了实验验证。实验结果与模拟结果对比分析表明,温度场热循环曲线的形状、峰值温度及加热速度比较接近实测数值,冷却...



双丝熔化极气体保护焊
双丝熔化极气体保护焊——随着当前焊接高效化发展方向的提出,对焊接技术提出了愈来愈高的要求。本文就实现高效化的焊接方法——双丝熔化极气体保护焊进行了简要的介绍。
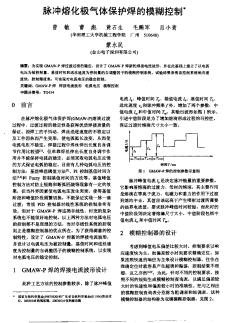
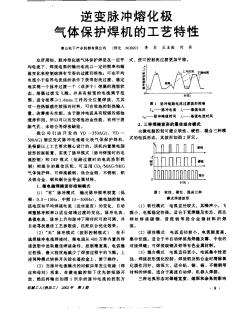
脉冲熔化极气体保护焊的模糊控制
脉冲熔化极气体保护焊的模糊控制——为实现gmaw-p焊过渡过程的稳定,设计了gmaw-p焊新的焊接电流波形,并在此基础上建立了以电弧电压为被控制量、基值时间和送丝速度为控制量的自调整因子的模糊控制系统。试验结果表明该控制系统响应速度快,控制精度高,可实现...
编辑推荐下载

熔化极气体保护焊熔滴过渡研究
格式:pdf
大小:367KB
页数:4P
3
熔化极气体保护焊熔滴过渡研究——研究熔化极气体保护焊(mig/mag)l熔滴过渡的实验手段主要有示渡法和高速摄影法2种,高速摄影法直接有效,已被研究工作者广泛采用。静力平衡理论(sfb)和缩颈不稳定理(p1rii)是分析熔滴过渡的两大理论,能够合理解释熔滴过渡中的...
熔化极气体保护焊的仿真系统
格式:pdf
大小:305KB
页数:5P
3
熔化极气体保护焊的仿真系统——焊接过程的仿真被认为是未来焊接技术发展的主要驱动力之一,它可对焊接过程中的物理现象、接头形态、热变形及微观组织做出预测,从而部分取代新产品和新工艺开发中耗时而昂贵的实物试验,并加快开发过程。作者提出了一个熔化极气...
中厚板熔化极气体保护焊数值模拟及实验验证热门文档
窄间隙熔化极气体保护焊技术研究
格式:pdf
大小:183KB
页数:3P
3
窄间隙熔化极气体保护焊技术研究——窄间隙焊接的难点在于在焊接过程中如何保证焊枪严格对中焊缝以及坡口侧壁均匀熔透。为了解决第1个难点,作者开发了一种基于pc控制的闭环焊缝跟踪系统。为了解决第2个难点,采用折弯焊丝的方法实现电孤摆动,并为此设计了一套...
脉冲熔化极气体保护焊的过程控制
格式:pdf
大小:311KB
页数:7P
3
脉冲熔化极气体保护焊的过程控制——全面系统地介绍了脉冲熔化极气体保护焊的各种控制方式,并明确地把它们分为两类:参数控制和熔滴过渡精确控{6軎指出熔滴过渡精确控制是在参数控制基础上的发展,澄清了目前对该领域的研究目的和研究手段不分的模糊认识。


等离子——熔化极气体保护焊设备及其应用
格式:pdf
大小:298KB
页数:3P
3
等离子——熔化极气体保护焊设备及其应用——介绍了等离子_熔化极气体操护焊接的工艺过程,并与常规熔化极气体保护焊相比较分析了焊接过程的优缺点。对等离子一熔化极气体保护焊接的应用及焊枪的发展作了简要的描建。

980钢超窄间隙熔化极气体保护焊研究
格式:pdf
大小:324KB
页数:4P
3
980钢超窄间隙熔化极气体保护焊研究——以厚板980钢为对象,进行了超窄间隙熔化极混合气体保护自动对接焊试验,并依据《jb4708—2oo0钢制压力容器焊接工艺评定》国家标准,对980钢超窄间隙mag焊接头进行了拉伸、弯曲和冲击试验,分析了显微组织、显微硬度和宏观...
中厚板熔化极气体保护焊数值模拟及实验验证精华文档
铝制硝酸储罐的熔化极气体保护焊接
格式:pdf
大小:107KB
页数:2P
3
铝制硝酸储罐的熔化极气体保护焊接——本文简要介绍了工业纯铝厚板对接焊缝的半自动熔化极气体保护焊接工艺及其在铝制硝酸储罐焊接中的应用。
脉冲熔化极气体保护焊熔池图像的检测与处理
格式:pdf
大小:584KB
页数:4P
3
脉冲熔化极气体保护焊熔池图像的检测与处理——利用ccd摄像机和复合滤光技术建立了一套熔池图像实时采集系统。利用光谱分析,提出了适合于脉冲熔化极气体保护焊(p—gmaw)熔池成像的滤光光谱窗1:3,并对中心波长分别为665nm和1064nm滤光系统的成像质量进行了...
脉冲熔化极气体保护焊熔池的视觉传感与实时控制
格式:pdf
大小:228KB
页数:4P
3
脉冲熔化极气体保护焊熔池的视觉传感与实时控制——研究对脉冲熔化极气体保护焊(gmaw)熔池过程采用视觉传感与实时控制方法的可行性问题。由于gmaw过程的熔滴过渡现象的复杂性,尝试模拟焊工通过观察熔池变化等因素来调整焊接参数获取满意的焊缝成形的行为。建立...
中厚板熔化极气体保护焊数值模拟及实验验证最新文档
双丝脉冲熔化极气体保护焊的数字化协同控制
格式:pdf
大小:334KB
页数:5P
3
双丝脉冲熔化极气体保护焊的数字化协同控制——为解决双丝熔化极气体保护焊(gmaw)中焊接过程不稳定、焊接效率易波动的问题,采用高速单片机80c320与80c552构成双微机协同控制器,分别控制主、从软开关逆变式脉冲焊接电源,借助现场总线通信协议,通过软件的方式...


 熔化极气体保护焊与埋弧焊在锅炉集箱焊接中的应用
熔化极气体保护焊与埋弧焊在锅炉集箱焊接中的应用 熔化极气体保护焊与埋弧焊在锅炉集箱焊接中的应用
格式:pdf
大小:199KB
页数:4P
4.3
本文详述了在工业锅炉集箱制造中充分利用熔化极气体保护焊(gmaw)的优点,提高焊工实际操作技术,做好焊接试件及焊接工艺评定的方法,在锅炉集箱焊接中熔化极气体保护焊加埋弧焊(saw)是值得大力推广的焊接形式。
薄板高速熔化极脉冲气体保护焊控制及实现
格式:pdf
大小:336KB
页数:4P
3
薄板高速熔化极脉冲气体保护焊控制及实现——高速焊接条件下容易产生咬边等缺陷,实现大电流低电压的稳定焊接是懈决问题的关键,设计一种新型单周期弧压反馈闭环控制系统,在每一个周期内保证电弧电压的平均值相同,可以实现快速稳定的弧长调节。对偶然发生的短...
熔化极气体保护焊熔滴控制的发展现状及关键技术
格式:pdf
大小:1.5MB
页数:9P
3
熔化极气体保护焊熔滴控制的发展现状及关键技术——在介绍熔化极气体保护电弧焊熔滴控制发展现状的基础上,提出了对熔滴形状和尺寸进行控制的新思想,并详细分析了其实现的关键技术和在现有技术条件下的实现途径。
熔化极混合气体保护焊工艺研究与应用
格式:pdf
大小:214KB
页数:3P
3
熔化极混合气体保护焊工艺研究与应用——为推广应用熔化极混合气体保护焊这一崭新的焊接工艺技术,选择压力容器行业广泛使用的16mnr低合金钢进行试验,通过试验分析确定出最佳的焊接工艺规范参数,最后完成试件的焊接和焊接工艺评定,并应用于容器生产中。通过...
CO2气体保护焊在中厚板焊接中的应用
格式:pdf
大小:1.8MB
页数:6P
4.7
co2气体保护焊在中厚板焊接中的应用 作者:张利萍,zhangliping 作者单位:上海电气电站设备有限公司电站辅机厂,上海,200090 刊名:电站辅机 英文刊名:powerstationauxiliaryequipment 年,卷(期):2009,30(4) 参考文献(2条) 1.陈祝年焊接工程师手册[期刊论文]-北京:机械工业出版社2004 2.李亚江;刘鹏;刘强气体保护焊工艺及应用[期刊论文]-北京:化学工业出版社2009 本文链接:http://d.g.wanfangdata.com.cn/periodical_dzfj200904009.aspx
磁控电弧焊接工艺在非熔化极气体保护焊中的应用
格式:pdf
大小:694KB
页数:5P
3
磁控电弧焊接工艺在非熔化极气体保护焊中的应用——针对非熔化极气体保护焊,介绍了作用于焊接过程中的平行磁场、横向磁场、纵向磁场、双尖角磁场和旋转磁场的特点及磁场发生装置的组成,分析了磁偏弧工艺、磁摆弧工艺、均匀纵向磁场作用下的磁旋弧工艺、非均匀...
磁控电弧焊接工艺在非熔化极气体保护焊中的应用 磁控电弧焊接工艺在非熔化极气体保护焊中的应用
格式:pdf
大小:1009KB
页数:6P
4.7
针对非熔化极气体保护焊,介绍了作用于焊接过程中的平行磁场、横向磁场、纵向磁场、双尖角磁场和旋转磁场的特点及磁场发生装置的组成,分析了磁偏弧工艺、磁摆弧工艺、均匀纵向磁场作用下的磁旋弧工艺、非均匀纵向磁场作用下的磁旋弧工艺、旋转磁场作用下的磁旋弧工艺、磁再压缩技术等国内外典型的磁控电弧焊接工艺的基本原理、应用范围及存在的问题。并对焊接电弧外形的变化和运行机制,焊接电弧外加磁场强度的变化关系进行了研究。
中厚板熔化极气体保护焊数值模拟及实验验证相关
文辑推荐
知识推荐
百科推荐


职位:建筑院总建筑师
擅长专业:土建 安装 装饰 市政 园林


