

圆锥管连接螺纹牙变形及应力分布研究
格式:pdf
大小:2.5MB
页数:6P
人气 :60
 4.6
4.6
以圆锥管螺纹为研究对象,在弹性力学的基础上,结合组合厚壁圆筒理论,建立了圆锥管螺纹过盈连接的计算模型,得到了圆锥管套管螺纹牙接触齿面上的径向变形计算公式。以P-110S圆锥管螺纹为研究对象,利用ABAQUS大型有限元分析软件,建立了圆锥管套管接头的弹塑性轴对称接触有限元模型,分析了套管接头在不同的使用工况(包括过盈、施加轴向拉伸载荷等)下螺纹牙上的变形及应力分布规律。



 圆锥管螺纹过盈联接螺纹牙应力和变形计算方法
圆锥管螺纹过盈联接螺纹牙应力和变形计算方法 圆锥管螺纹过盈联接螺纹牙应力和变形计算方法
以圆锥管螺纹为研究对象,在弹性力学的基础上,结合组合厚壁圆筒理论,对圆锥管螺纹齿面过盈配合进行了理论分析,建立了一种新的解析模型,得到了圆锥管螺纹接触齿面上的径向接触应力和变形公式。并以api-p110sφ88.9mm圆锥套管螺纹为例,对螺纹牙的径向变形和径向应力进行了实例计算和有限元分析,通过将解析计算结果与有限元计算结果进行比较分析,证明所建立的计算模型具有较好的准确性,为精确计算圆锥管螺纹过盈联接的应力、变形提供了一种新的方法。
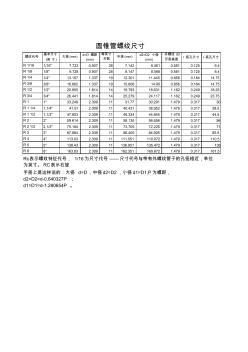
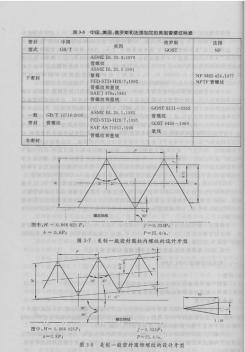
圆锥管螺纹规格
螺纹代号 基本尺寸 (英寸) 大径(mm)d=d螺距 (mm) 每英寸 牙数 中径(mm)d2=d2小径 (mm) 外螺纹d3 牙型高度 r底孔尺寸r底孔尺寸 r1/161/16"7.7230.907287.1426.5610.5810.1256.4 r1/81/8"9.7280.907289.1478.5660.5810.1258.4 r1/41/4"13.1571.3371912.30111.4450.8560.18414.75 r3/83/8"16.6621.3371915.80614.950.8560.18414.75 r1/21/2"20.9551.8141419.79318.6311.1620.24918.25 r3/43/4"26.4
编辑推荐下载
多线螺纹磨床加工圆锥管螺纹丝锥 多线螺纹磨床加工圆锥管螺纹丝锥
格式:pdf
大小:177KB
页数:2P
4.7
众所周知,圆锥管螺纹丝锥通常采用单线螺纹磨床加工,其螺纹部分锥度的形成,一般用锥度靠模板,通过铲磨机构使砂轮按一定的规律退刀磨削。本文主要论述如何利用多线螺纹磨床加工圆锥管螺纹丝锥。以加工npt丝锥为例:首先在外圆磨床上加工出正
圆锥管连接螺纹牙变形及应力分布热门文档

JBZQ43991997焊接式端直通圆锥管螺纹
格式:pdf
大小:178KB
页数:2P
4.6
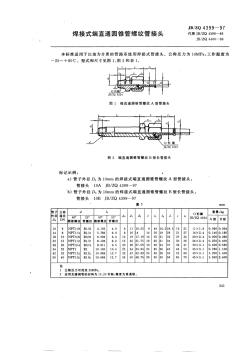
标记示例: a)管子外径d0为10mm的焊接式端直通圆锥管螺纹a型管接头: 管接头10ajb/zq4399—1997 b)管子外径d0为10mm的焊接式端直通圆锥管螺纹b型长管接头: 管接头10bjb/zq4399—1997 管子 外径 d0 公称 通径 dn dl0 d0d1d2ll1l2lss1 o形圈 jb/zq4224 重量/kg 60° 圆锥螺纹 55° 管螺纹 60° 圆锥螺 纹 55° 管螺 纹 a型b型 106npt1/8r1/84.1024.061110.5294016.524.5162111×1.90.0600.094 148npt1/4r1/45.7866.08161414501929212716×2.40.1400.180 1
锥螺纹连接
格式:pdf
大小:9KB
页数:5P
4.4
锥螺纹连接 锥螺纹钢筋接头是按设计及要求并大于等于原有钢筋规格来制锥螺纹,并能 承受轴向力和水平力及具有较好密封性能,靠机械力把钢筋连接在一起的。 本工艺标准适用于一、二级抗震设防一般工业与民用建(构)筑物的现浇钢筋混 凝土结构的基础、柱、梁、墙的钢筋连接施工,能在施工现场连接ⅱ~ⅲ级别的 φ16~40同径或异径的竖向和水平钢筋。 一、施工准备 材料 钢筋:钢筋材质应符合钢筋混凝土用钢筋gb1499-9标准。 锥螺纹连接套:材质为ⅱ级钢筋用30号~45号;ⅲ级钢筋用45号钢。 机具设备 钢筋锥螺纹套丝机:有sz-50a型,能套制φ16~50钢筋(ⅱ~ⅲ级)。 量规(牙形规、卡规、锥螺纹塞规)等。 力矩板手:有pw360(管钳型)力矩值为100~360nm。 辅助机具:有砂轮锯、角向磨光机、台式砂轮各一台。 作业条件 ⑴接头连接套规格必须与钢筋规格一致。 ⑵锥螺纹连接接头
锥螺纹连接
格式:pdf
大小:41KB
页数:3P
4.8
工程名称河北理工大学新校区交底部位c区钢筋锥螺纹连接 工程编号日期2007.3.4 本章节适用于工业与民用建筑混凝土结构中的钢筋,ф16~40mm的热轧ⅱ、ⅲ级同级钢筋的 同径或异径钢筋的连接,所连接钢筋直径之差不宜超过9mm。 一、施工准备 (一)作业条件 1、参与接头施工的操作工人、技术和质检人员均应参加技术规程培训,操作工 人应经考核合格后持证上岗。 2、工程开工前,应由该技术提供单位提交有效的型式检验报告。型式检验报告 必须包括连接套长度、外径、内径、锥度、扭紧力矩值、牙形角平分线垂直于锥面 等参数。 3、钢筋连接工程在正式施工前及施工过程中,应对每批进场钢筋进行工艺检 验。工艺检验合格后,方可在工程上进行钢筋锥螺纹连接操作。 4、熟悉图纸。 (二)材料要求 1、钢筋应符合现行国家标准及设计要求,应有产品合格证、出厂检测报告及进
圆锥管螺纹接口薄壁不锈钢管的优点及阀门介绍
格式:pdf
大小:14KB
页数:7P
4.6
阀门的介绍 根据启闭阀门的作用不同,阀门的分类方法很多,这里介绍下列几种。 1.按作用和用途分类 (1)截断阀:截断阀又称闭路阀,其作用是接通或截断管路中的介质。截断阀类包 括闸阀、截止阀、旋塞阀、球阀、蝶阀和隔膜等。 (2)止回阀:止回阀又称单向阀或逆止阀,其作用是防止管路中的介质倒流。水泵 吸水关的底阀也属于止回阀类。 (3)安全阀:安全阀类的作用是防止管路或装置中的介质压力超过规定数值,从而 达到安全保护的目的。 (4)调节阀:调节阀类包括调节阀、节流阀和减压阀,其作用是调节介质的压力、 流量等参数。 (5)分流阀:分流阀类包括各种分配阀和疏水阀等,其作用是分配、分离或混合管 路中的介质。 2.按公称压力分类 (1)真空阀:指工作压力低于标准大气压的阀门。 (2)低压阀:指公称压力pn≤1.6mpa的阀门。 (3)中压阀:指公称压力pn为2.5、4.0
圆锥管连接螺纹牙变形及应力分布精华文档
大直径锥管螺纹数控铣削 大直径锥管螺纹数控铣削
格式:pdf
大小:182KB
页数:2P
4.5
对于加工批量较小、形状较为复杂零件上的大型锥管螺纹,在使用专用丝锥加工不经济的情况下,可在数控机床上用等分逼近法编制程序进行铣削加工,加工后粗糙度、精度完全符合要求。
不锈钢圆锥外螺纹的修复 不锈钢圆锥外螺纹的修复
格式:pdf
大小:321KB
页数:2P
4.5
我厂承接一批连铸设备,其中侧框架上有rc3″的圆锥外螺纹(图1)。由于加工过程中的翻转和工序间的周转不慎,将此螺纹不同程度地碰伤、磕瘪。螺纹材质为1cr18ni9ti,壁厚仅3.5mm。修复的方法是利用图2所示的销轴打入φ81mm孔后,再用软
API圆螺纹套管连接强度分析 API圆螺纹套管连接强度分析
格式:pdf
大小:653KB
页数:4P
4.4
api标准圆螺纹套管结构简单,加工制造容易,成本低,在国内外油气田上广泛使用。介绍了圆螺纹套管连接强度的影响因素及其发展趋势,讨论了在不同的粘扣、高温、高压等条件下的api圆螺纹套管连接强度,为圆螺纹套管在各油田的继续投入使用提供了技术支持。
圆锥管连接螺纹牙变形及应力分布最新文档
锥螺纹套筒连接
格式:pdf
大小:164KB
页数:6P
4.8
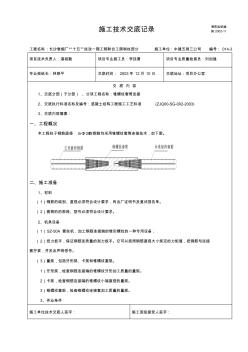
施工技术交底记录湘质监统编施2002-11 工程名称:长沙卷烟厂“十五”技改一期工程联合工房制丝部分施工单位:中建五局三公司编号:014-3 项目技术负责人:湛裕勤项目专业施工员:李廷勇项目专业质量检查员:刘加强 专业班组长:林慈平交底时间:2003年12月10日交底地址:项目办公室 交底内容 1、交底分部(子分部)、分项工程名称:锥螺纹套筒连接 2、交底执行标准名称及编号:混凝土结构工程施工工艺标准(zjq00-sg-002-2003) 3、交底内容摘要: 一、工程概况 本工程柱子钢筋直径≥φ28的钢筋均采用锥螺纹套筒连接技术,如下图。 二、施工准备 1、材料 (1)钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。 (2)套筒的的规格、型号必须符合设计要求。 2、机具设备 (1)sz-50a套丝机,加工钢筋连接端的锥形螺纹的一种专
锥螺纹连接作业指导书
格式:pdf
大小:18KB
页数:3P
4.4
锥螺纹连接作业指导书 锥螺纹钢筋接头是按设计及要求并大于等于原有钢筋规格来制 锥螺纹,并能承受轴向力和水平力及具有较好密封性能,靠机械力把 钢筋连接在一起的。 本工艺标准适用于一、二级抗震设防一般工业与民用建(构)筑物的 现浇钢筋混凝土结构的基础、柱、梁、墙的钢筋连接施工,能在施工 现场连接ⅱ~ⅲ级别的φ16~40同径或异径的竖向和水平钢筋。 一、施工准备 材料 钢筋:钢筋材质应符合钢筋混凝土用钢筋gb1499-9标准。 锥螺纹连接套:材质为ⅱ级钢筋用30号~45号;ⅲ级钢筋用45号 钢。 机具设备 钢筋锥螺纹套丝机:有sz-50a型,能套制φ16~50钢筋(ⅱ~ⅲ级)。 量规(牙形规、卡规、锥螺纹塞规)等。 力矩板手:有pw360(管钳型)力矩值为100~360nm。 辅助机具:有砂轮锯、角向磨光机、台式砂轮各一台。 作业条件 ⑴接头连接套规格必须与钢筋规格一致。
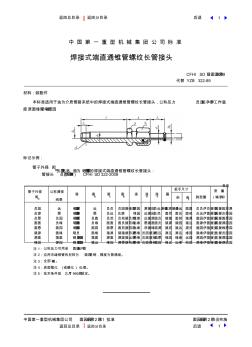
焊接式端直通锥管螺纹长管接头
格式:pdf
大小:38KB
页数:1P
4.5
注1:公称压力可用至圆园酝p葬。 注2:应用无缝钢管的材料为圆园号钢,精度为普通级。 注3:全部襋。 注4:表面氧化(或磷化)处理。 注5:技术条件按允月/t966原规定。 中国第一重型机械集团公司标准 焊接式端直通锥管螺纹长管接头 cfhisd猿圆圆原2008 代替yzb322-89 中国第一重型机械集团公司圆园园8原12原01批准圆园园8原12原3员实施 材料:装配件 本标准适用于油为介质管路系统中的焊接式端直通锥管螺纹长管接头,公称压力员远酝孕葬,工作温 度原圆缘耀垣愿园益。 标记示例: 管子外径阅 园员愿皂皂,凿为砸讙變的焊接式端直通锥管螺纹长管接头: 管接头员愿(砸讙變)cfhisd322-2008 皂皂 管子外径 阅 园 公称通径 阅晕 凿凿 园 凿 员 凿 猿 造造 园 造 员 蕴 扳手尺寸 韵型
钢筋锥螺纹连接
格式:pdf
大小:22KB
页数:2P
4.7
工程名称交底日期 施工单位分项工程名称 交底提要 审核人×××交底人接受交底人 编号 技术交底记录 表c2-1 钢筋锥螺纹连接北京××建筑工程公司 ×年×月×日 交底内容: ××× 北京××工程 ××× 一、施工准备 (一)作业条件 1、凡参与接头施工的操作工人、技术、质检人员均应参加技术规程培训,操作工人应经考 核合格后持证上岗。 2、工程开工前,应由该技术提供单位提交有效的型式检验报告。型式检验报告必须包括连 接套长度、外经、内经、锥度、扭紧力矩值、牙形角平分线垂直于锥面等参数。 3、钢筋连接工程开始前及施工过程中,应对每批进场钢筋进行工艺检验。工艺检验合格 后,方可在工程上进行钢筋锥螺纹连接操作。 4、作好技术交底。 (二)材质要求 1、钢筋应符合现行国家标准及设计要求,应有出厂材质证明及复试报告。
锥螺纹连接技术
格式:pdf
大小:423KB
页数:6P
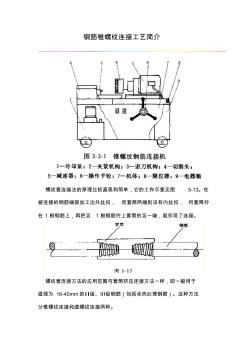
4.4
钢筋锥螺纹连接工艺简介 螺纹套连接法的原理比较直观和简单,它的工作示意见图5-13。在 被连接的钢筋端部加工出外丝扣,而套筒两端则设有内丝扣,将套筒拧 在1根钢筋上,再把另1根钢筋拧上套筒的另一端,就实现了连接。 螺纹套连接方法的应用范围与套筒挤压连接方法一样,即一般用于 直径为16-40mm的ⅱ级、ⅲ级钢筋(包括余热处理钢筋)。这种方法 分锥螺纹连接和直螺纹连接两种。 1.锥螺纹连接 钢筋锥螺纹连接所成的接头就是将钢筋需要连接的端部加工成锥形 螺纹(简称丝头),通过锥螺纹连接套把两根带丝头的钢筋按规定施加 力矩值,从而连接为一体的钢筋接头。 有关应用锥螺纹连接的方法应符合《钢筋锥螺纹接头技术规程》 (jgj109-96)的要求。 (1)一般情况 锥螺纹连接套的材料宜用45号优质碳素结构钢或其它试验确认符合 要求的钢材。 按《钢筋锥螺纹接头技术规程》规定:“锥螺纹连接套
用专用夹具车圆锥管螺纹 用专用夹具车圆锥管螺纹
格式:pdf
大小:109KB
页数:未知
4.6
圆锥螺纹的车削,通常是利用手动赶刀法控制锥度的斜率,学生学习起来较为困难。本文在学生手动车削的基础上,设计了一种夹具用于圆锥螺纹的车削方法,使车削过程变得简单易行。其设计思路是利用工件轴线与导轨相交一定角度而形成锥度的原理,把夹具调到所需要的角度,从而车出圆锥。
圆锥形螺纹平均螺旋升角的计算 圆锥形螺纹平均螺旋升角的计算
格式:pdf
大小:139KB
页数:未知
4.4
在万工显上,采用影像法测量圆锥形外螺纹的诸参数(例如:牙距、牙形半角等)时,中央显微镜的立柱要倾斜一个角度。与测量普通的圆柱形外螺纹不同的是,该角度是一个平均值,称为平均螺旋升角。给出了平均螺旋升角的三种计算公式及其推导过程。
种植体表面螺纹形态对骨界面应力分布的影响 种植体表面螺纹形态对骨界面应力分布的影响
格式:pdf
大小:189KB
页数:未知
4.7
影响种植体成功与否的关键是重要的还是种植体表面性质,主要是因为种植体表面不同可以影响到种植体的受力分布。本文通过采用三维有限元法,通过对比分析不同的螺纹组合、在不同的加载方式等实验条件下种植体周围骨组织的应力分布规律。结果发现颈部采用细螺纹,下部采用宽螺纹的复合式螺纹设计,要优于单一的均匀螺纹设计;种植体最大应力集中在种植体颈部皮质区,而在加载方式为30°的情况下,颈部应力可增大5~15倍。
加工内锥管螺纹的旋风铣 加工内锥管螺纹的旋风铣
格式:pdf
大小:102KB
页数:未知
4.5
一、概述我厂生产的带内锥管螺纹工件如图1所示,过去加工一直是在车床上用车刀加工的。此零件加工方法与普通零件加工有所不同。普通零件加工时,刀具几何角度平分,并垂直零件轴中心线。内锥管螺纹加工,刀具几何角度平分,并垂直零件的内锥母线,从而给我们加工带来了很大困难。针对以上情况,我们用一台报废车床改制成了专门加工内锥管螺纹的旋风铣床,如图2所示。
圆锥管连接螺纹牙变形及应力分布相关
文辑推荐
知识推荐
百科推荐


职位:项目管理一级建造师
擅长专业:土建 安装 装饰 市政 园林


