

一种运用润滑剂改善轧制条件的无缝钢管制造方法
格式:pdf
大小:45KB
页数:1P
人气 :59
 4.7
4.7
本发明提供一种无缝钢管的制造方法,该无缝钢管的制造方法可以降低芯棒式无缝钢管轧机进行拉伸轧制时的摩擦因数、减少钢管的内表面缺陷的产生。在延伸轧制空心管坯时,在芯棒的表面涂敷以石墨和云母中至少一种为主要成分的润滑剂,并对空心管坯的内表面供给以1价碱金属的硼酸盐为主体的润滑剂,使延伸轧制满足下述条件:(a)穿孔刚结束时的管坯内表面温度为1150℃以上,从穿孔结束到供给以1价碱金属的硼酸盐为主体的润滑剂为止的时间,




无缝钢管制造工艺
欢迎您的关注!!! 无缝钢管是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材。无缝钢管是用钢 锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管具有中空截面, 大量用作输送流体的管道,钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较 轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、 自行车架以及建筑施工中用的钢脚手架等。 无缝钢管概况:无缝钢管规格:8-1240×1-200mm 无缝钢管 无缝钢管生产工艺:热轧、热扩、冷拔、冷轧、还有离心浇铸无缝钢管、焊接钢管、螺旋 钢管。 聊城市;主营:20#钢管、45#厚壁钢管、 创鑫管业;16mn合金管、27simn无缝钢管、 有限公司12cr1movg高压合金管、15crmog锅炉钢管 产品名称现货材质执行标准现货规格产品应用 合金钢管 12cr1mov

编辑推荐下载
用冷精轧无缝钢管制造抽油泵缸套的工艺探讨
格式:pdf
大小:58KB
页数:2P
4.6
用冷精轧无缝钢管制造抽油泵缸套的工艺探讨王云波,张署光(东北输油管理局机械厂)目前国内各组合泵筒管式抽油泵(以下简称组合泵)生产厂家选用的缸套毛坯,都是按冶金部标准yb231—70《热轧无缝钢管尺寸允许偏差》供货的热轧无缝钢管(材料20crmo)。该...
运用润滑剂改善轧制条件的无缝钢管制造方法热门文档
无缝钢管穿孔轧制
格式:pdf
大小:165KB
页数:11P
4.4
不锈钢无缝钢管 穿孔轧制 工 程 技 术 教 材 目录 一、钢、钢管、钢管轧机及穿孔机的分类2---5 二、曼氏穿孔机的穿孔原理6----8 三、不锈钢无缝钢管斜轧穿孔的工作特点9----11 四、穿孔荒管缺陷的产生与注意事宜(不锈钢) 12----15 一、钢、钢管、钢管轧机及穿孔机的分类 1、钢分类 1.1按化学成分分类:非合金钢、低合金钢、合金钢。我们这里讲到 的不锈钢属于合金钢中“特殊质量合金钢”中的“不锈、耐腐蚀和耐热钢”。 不锈钢按金相组织一般分为:马氏体(例:1cr13-410)、铁素体(例: 1cr17-430)、奥氏体(例:1cr17mn6ni5-201、1cr17ni7-301、 0cr18ni9-304)、奥氏体+铁素体双相钢(00cr25ni6mo2n-sus329je)、 沉淀硬化不锈钢。 马氏体和铁

无缝钢管穿孔轧制
格式:pdf
大小:176KB
页数:10P
4.7
不锈钢无缝钢管 穿孔轧制 工 程 技 术 教 材 目录 一、钢、钢管、钢管轧机及穿孔机的分类2---5 二、曼氏穿孔机的穿孔原理6----8 三、不锈钢无缝钢管斜轧穿孔的工作特点9----11 四、穿孔荒管缺陷的产生与注意事宜(不锈钢)12----15 一、钢、钢管、钢管轧机及穿孔机的分类 1、钢分类 1.1按化学成分分类:非合金钢、低合金钢、合金钢。我们这里讲到的 不锈钢属于合金钢中“特殊质量合金钢”中的“不锈、耐腐蚀和耐热钢”。 不锈钢按金相组织一般分为:马氏体(例:1cr13-410)、铁素体(例: 1cr17-430)、奥氏体(例:1cr17mn6ni5-201、1cr17ni7-301、0cr18ni9-304)、 奥氏体+铁素体双相钢(00cr25ni6mo2n-sus329je)、沉淀硬化不锈钢。 马氏体和铁素体型的铬不锈钢,俗称“不锈铁
 热轧无缝钢管芯棒润滑剂
热轧无缝钢管芯棒润滑剂 热轧无缝钢管芯棒润滑剂
格式:pdf
大小:175KB
页数:5P
4.5
介绍了用于热轧无缝钢管芯棒的新型石墨润滑剂的高温润滑性能,润滑机组及工业使用情况。实践证明,新型石墨润滑剂完全满足热轧无缝钢管的工艺要求,并与进口产品性能相似,且具有操作简便、环境污染小等优点。
 高精度小直径高压无缝钢管制造工艺
高精度小直径高压无缝钢管制造工艺 高精度小直径高压无缝钢管制造工艺
格式:pdf
大小:133KB
页数:未知
4.7
分析了采用冷拔工艺或冷轧工艺制造高精度小直径高压无缝钢管时存在的不足,提出了将冷拔工艺或冷轧工艺结合起来制造高精度小直径高压无缝钢管的新工艺流程,取得了良好的应用效果。
运用润滑剂改善轧制条件的无缝钢管制造方法精华文档
 盘式辊旋轧扩管机轧制大直径无缝钢管的方法
盘式辊旋轧扩管机轧制大直径无缝钢管的方法 盘式辊旋轧扩管机轧制大直径无缝钢管的方法
格式:pdf
大小:81KB
页数:1P
4.5
提供了一种盘式辊旋轧扩管机轧制大直径无缝钢管的方法。该盘式辊旋轧扩管机组区域是将前台、主机、后台一段和后台二段4个独立的区域通过运输辊道连接而成。其生产步骤为:管坯上料,步进炉加热,盘式辊扩管,锥形辊均整,步进炉再加热,定径,精整,入库。经盘式辊旋轧扩管机轧制的产品表面质量好,钢管金属组织均匀,尺寸精度高,
热轧无缝钢管时的工艺润滑 热轧无缝钢管时的工艺润滑
格式:pdf
大小:458KB
页数:6P
4.6
1.前言近年来,随着能源开发的飞速发展,以油井管为主的无缝钢管的需求量大幅度增加。为此,各企业都在大力强化设备制造体制,以期增强设备的制造能力。无缝钢管按其规格和材质的不同,可以采用多种方法生产;因而,轧制时所采用的润滑剂也是多种多样的,由于这些润滑剂对钢管尺寸精度、表面质量以及工具寿命均有很大影响,故应认真加以分析研
 精密不锈无缝钢管的轧制实践
精密不锈无缝钢管的轧制实践 精密不锈无缝钢管的轧制实践
格式:pdf
大小:85KB
页数:未知
4.4
精密不锈无缝钢管的轧制实践眭本才(长城特殊钢股份有限公司第一钢厂,江油621701)practiceonrollingpreciseseamlessstainlesssteeltube¥suibencai(no.1steelplant,changch...
运用润滑剂改善轧制条件的无缝钢管制造方法最新文档
玻璃润滑剂在无缝钢管热挤压生产中的应用 玻璃润滑剂在无缝钢管热挤压生产中的应用
格式:pdf
大小:84KB
页数:2P
4.4
综述了无缝钢管热挤压过程中的摩擦特点,润滑剂的选用原则;介绍了玻璃润滑剂的优点、性质及在无缝钢管热挤压过程中的应用。采用玻璃润滑剂,解决了钢管热挤压生产中的许多难题,使得这种成型方法可以应用于工业生产。
超超临界机组高品质P92大直径厚壁无缝钢管制造方法 超超临界机组高品质P92大直径厚壁无缝钢管制造方法
格式:pdf
大小:71KB
页数:未知
4.3
涉及一种超超临界机组高品质p92大直径厚壁无缝钢管制造方法,属于耐热钢管材制造领域。该方法将内控钢的化学成分、提升钢的纯净度、浇铸钢锭、闭式镦粗、反挤压冲孔、挤压成型、喷淋淬火有机结合,生产的钢管满足asmesa335/sa335m《高温用无缝铁素体合金钢公称管》、en10216-2∶2007《压力用途用无缝钢管——交货技术条件第2部分:规定高温性能的合金与非合金钢管》和gb5310—2008《高压锅炉用无缝钢管》标准要求;显微组织为完全的回火马氏体,要求

无缝钢管无缝钢管
格式:pdf
大小:324KB
页数:17P
4.8
gb5310无缝钢管,gb5310-2008无缝钢管 电话:0, 规格规格规格规格 48*553*1157*1568*6 48*5.553*1258*1.868*6.3 48*653*1458*1168*7 48*6.553*1.560*268*8 48*753*660*2.568*9 48*854*260*368*10 48*8.554*2.560*3.568*11 48*954*360*468*12 48*1054*3.560*4.568*12.5 48*1154*460*568*14 48*1254*4.560*568*16 49*454*560*5.570*3.5 49*1054*5.560*670*4 50*1.554*660*6.570*
无缝钢管的在线冷却方法 无缝钢管的在线冷却方法
格式:pdf
大小:48KB
页数:未知
4.5
本发明涉及一种无缝钢管的在线冷却方法,属于轧钢技术领域。该方法采用斜锥形辊道,辊道轴向与无缝钢管前进方向成5°-85°,使得无缝钢管以螺旋方式前进,开通冷却区域的冷却水喷向钢管,对无缝钢管进行冷却。由于采用斜锥形辊道,使钢管螺旋式前进,既保证了钢管向前运行,又使其沿周向转动,周向的转动有利于周向的均匀冷却,并且换热快,
 一种异型无缝钢管的制造方法
一种异型无缝钢管的制造方法 一种异型无缝钢管的制造方法
格式:pdf
大小:63KB
页数:1P
4.7
提供了一种异型无缝钢管的制造方法。该方法包括:对坯料进行钻孔,制得内径与供冷拔用荒管内径相匹配的管坯;对管坯进行热挤压,以得到具有预定外径的供冷拔用荒管;对荒管进行退火处理;将荒管冷拔成异型无缝钢管。本方法具有工艺过程简单、生产规格变化灵活、更换生产规格所用时间短等特点,并且使用本方法得到的异型无缝钢管产品质量较好。(申请号:cn201210332169.8公开号:cn102836895a申请日:2012.09.10公开日:2012.12.26申请人:攀钢集团
无缝钢管的热轧工艺
格式:pdf
大小:1.2MB
页数:14P
4.5
无缝钢管 1.无缝钢管的制造加工方法: (1)热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱 管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 (2)冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀 铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→ 入库 2.热轧 (1)热轧的概念:热轧(hotrolling)是相对于冷轧而言的,冷轧是在再结晶温 度以下进行的轧制,而热轧就是在再结晶温度以上进行的轧制。 (2)热轧的优缺点 优点: a.热轧能显著降低能耗,降低成本。热轧时金属塑性高,变形抗力低,大大减少 了金属变形的能量消耗。 b.热轧能改善金属及合金的加工工艺性能,即将铸造状态的粗大晶粒破碎,显著 裂纹愈合,减少或消除铸造缺陷,将铸态组织转变为变形组织,提高合金的加工 性能。 c.热轧通常采
 深入了解无缝钢管:无缝钢管的应用与维护技巧
深入了解无缝钢管:无缝钢管的应用与维护技巧 深入了解无缝钢管:无缝钢管的应用与维护技巧
格式:doc
大小:15KB
页数:3P
4.8
无缝钢管作为一种重要的钢材类型,广泛应用于各个行业。无论是输送流体还是制造结构件和机械零件,无缝钢管都发挥着不可替代的作用。
3、无缝钢管
格式:pdf
大小:118KB
页数:6P
4.6
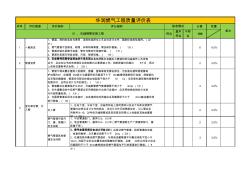
序号评价维度评价指标评分细则分值权重 符合 基本 符合 不符 合 100 1一般规定66.0% 2焊接资质22.0% 44.0% 引入管 1、在地下室、半地下室、设备层和地上密闭房间以及地下车库安装燃气 管道时应符合设计文件的规定;当设计文件无明确规定时,引入管应采 用钢号为10、20号的无缝钢管或具有同等及同等以上性能的其他金属管 材;(2分) 22.0% 燃气管道与室外 门、窗、排烟口 安全间距 1、中压管道距门、窗洞口≥0.5米 2、低压管道距门、窗洞口≥0.3米(燃气管道距生产厂房建筑物门、窗 距离不限) 3、距热水器排烟口≥0.5米(2分) 22.0% 燃气管道其他管 道安全间距 1燃气管道与相邻管道水平敷设时,应保证燃气管道、相邻管道的安装 、检查和维修,交叉敷设间距不小于2cm。(2分) 2、在建筑物外敷设燃气管道时,与其他金属管道平

无缝钢管大全
格式:pdf
大小:31KB
页数:3P
4.7
无缝钢管理论重量表 [来源:www.***.***][作者:中国钢管网][日期:09-04-21][热度:10124]文字大小:大中小 单位:kg/m 壁 厚外 径 33.544.555.56 322.1462.4602.7623.0523.3293.5943.847 382.5892.9783.3543.7184.0694.4084.735 422.8853.3233.7494.1624.5624.9515.327 453.1073.5824.0444.4954.9325.3585.771 503.4774.0144.5385.0495.5496.0366.511 543.7734.3594.9325.4936.0426.5787.103 57
运用润滑剂改善轧制条件的无缝钢管制造方法相关
文辑推荐
知识推荐
百科推荐


职位:有线电视工程
擅长专业:土建 安装 装饰 市政 园林


