

一种有特殊卡环槽的输出轴加工工艺
格式:pdf
大小:230KB
页数:2P
人气 :99
 4.5
4.5
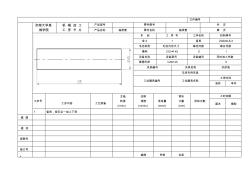
在编制全顺商用车MT—75变速器输出轴(见图1)加工工艺时发现,该轴图样要求与一般后驱动变速器输出轴有较大不同,除了轴上安装齿轮位置的滚针轴承接触面外圆尺寸公差为0.013mm,粗糙度为Ra0.2μm,圆柱度为0.003mm,圆跳动0.03mm之外,其主要端面轴向尺寸精度要求较高,三个用于卡住同步器齿毂的卡环槽较难加工。图中Ⅱ、Ⅲ结构与Ⅰ相同,仅直径大小不同。



 特殊规格不锈钢涮洗槽加工工艺的探讨
特殊规格不锈钢涮洗槽加工工艺的探讨 特殊规格不锈钢涮洗槽加工工艺的探讨
不锈钢涮洗槽的外形尺寸,因用途不同,所以外形尺寸的大小有些是不固定的。所以不能大批量生产。有一部分涮洗槽是不能采用模具和拉伸工艺加工的。只能用通用折弯设备和简易专用折弯装置进行加工。其工艺路线为:下料-打角-折弯-整形-焊接-抛光。涮洗槽的下料工序分为台面和槽体两个部分。台面下料有两种方法:一种是拼接式;另一种是台面为整板,按槽体上边缘掏孔。前一种节省材料,但对焊接和表面抛光处理要求较高。所以不锈钢板的厚度一般在1mm以上。后一种方案,因为掏孔时也比较容易造成台面变形。所以,因焊接所造成的热变形带来表面处理难的问题。后一种方案一般不要轻易采用。
编辑推荐下载
减速器输出轴机械加工工艺规程设计书
格式:pdf
大小:274KB
页数:22P
4.4
机械制造技术基础课程设计 计算说明书 设计题目:减速器输出轴机械加工工 工艺规程设计 专业:机械设计制造及其自动化 班级: 学号: 姓名: 指导老师: 日期: 校名:华南理工 目录 一.机械制造课程设计的目的...............................3 二.生产纲领的计算与生产类型的确定.......................3 1.生产纲领的计算..............................................3 2.生产类型的确定..............................................4 三.减速箱输出轴的工艺性分析.............................4 1.减速器输出轴的用途和工作原理.......................
背锥肩环-哈夫卡环法兰 背锥肩环-哈夫卡环法兰
格式:pdf
大小:2.6MB
页数:1P
4.5
专利号:zl200820151791.8本专利是一种创新型的管路连接件,基于等强度优化设计原则,以被连接的管件强度为设计依据,与现行的管路法兰连接件相比,材料利用更为合理。其显著特点是:结构简单、紧凑,尺寸
有特殊卡环槽输出轴加工工艺热门文档
名师推荐设计输出轴零件的机械加工工艺规程及工艺装备
格式:pdf
大小:118KB
页数:9P
4.7
设计输出轴零件的机械加工 工艺规程及工艺装备 学院:机电学院 班级: 姓名: 学号: 指导老师: 目录 目录---------------------------------------------------------------------------------------2 一、输出轴工艺分析-----------------------------------------------------------------------3 1、输出轴的作用-------------------------------------------------------------------------3 2、输出轴的结构特点、工艺,表面技术要求分析---------------------------3 二、工艺规程设计----------------
设计输出轴零件的机械加工工艺规程及工艺装备
格式:pdf
大小:118KB
页数:9P
4.6
1 设计输出轴零件的机械加工 工艺规程及工艺装备 学院:机电学院 班级: 姓名: 学号: 指导老师: 2 目录 目录---------------------------------------------------------------------------------------2 一、输出轴工艺分析-----------------------------------------------------------------------3 1、输出轴的作用-------------------------------------------------------------------------3 2、输出轴的结构特点、工艺,表面技术要求分析---------------------------3 二、工艺规程设计----------
设计输出轴零件的机械加工工艺规程及工艺装备精品
格式:pdf
大小:118KB
页数:9P
4.4
设计输出轴零件的机械加工 工艺规程及工艺装备 学院:机电学院 班级: 姓名: 学号: 指导老师: 目录 目录---------------------------------------------------------------------------------------2 一、输出轴工艺分析-----------------------------------------------------------------------3 1、输出轴的作用-------------------------------------------------------------------------3 2、输出轴的结构特点、工艺,表面技术要求分析---------------------------3 二、工艺规程设计----------------
输出轴CA车床Φ孔机械加工工艺规程及工艺装备设计
格式:pdf
大小:229KB
页数:22P
4.6
全套设计包 括各种cad图 纸。 无法上传,联系 我索取 522192623@qq. com 辽宁工程技术大学 课程设计 题目:输出轴(ca6140车床)2*φ8孔的机械 加工工艺规程及工艺装备设计 班级:机电06-3 姓名:冯杰 指导教师:岳立新 完成日期:2009.7.1 一、设计题目 输出轴(ca6140车床)2*φ8孔的机械加工工艺规程及工艺装备设计。 二、设计要求 (1)课程设计题目有指导教师指定 (2)生产纲领:大批生产 三、上交材料 (1)被加工工件的零件图1张 (2)工件的毛坯图1张 (3)机械加工工艺过程卡片1张 (4)与所设计夹具对应那道工序的工序卡片1张 (5)夹具装配图1张 (6)夹具体图1张 (7)课程设计说明书(5000~8000字)1份 说明书主要
减速箱输出轴机械加工工艺规程设计机械制造课程设计
格式:pdf
大小:309KB
页数:23P
4.6
湖南科技大学 机械制造基础课程设计 减速箱输出轴机械加工工艺规程设计 说明书 成绩: 指导老师:宾光富 设计人:周宏业 专业及班级:12级车辆工程一班 学号:1203060124 时间:2015年6月7日--2015年6月12日 湖南科技大学 课程设计报告 课程设计名称:减速箱输出轴(批量2000件) 机械加工工艺规程设计 学生姓名:周宏业 学院:机电工程学院 专业及班级:12级车辆工程一班 学号:1203060124 指导教师:宾光富 2015年6月10日 目录 一.机械制造课程设计的目的 二.减速箱输出轴的工艺性分析 1.减速器输出轴的用途和工作原理 2.减速箱输出轴的技术要求 3.审查减速器输出轴的工艺性 三.生产纲领的计算与生产类型的确定 1.生产类型的确定
有特殊卡环槽输出轴加工工艺精华文档
中轴螺帽冲挤加工工艺 中轴螺帽冲挤加工工艺
格式:pdf
大小:399KB
页数:3P
4.3
通过对中轴螺帽加工方法进行分析,确定采用冲挤加工工艺。介绍了毛坯直径和材料厚度的确定,以及变形程度、冲裁力、挤压成形力的计算方法。研究了模具结构及模具的工作过程;给出了凹模和凸模的设计方法;保证了该零件冲挤成形的顺利进行。

【数控加工工艺】小连杆机械加工工艺过程卡
格式:pdf
大小:124KB
页数:2P
4.5
武汉船舶职业技术学院 零件名称 partname小连杆 文档编号: file.no: gg-sc-05 文件名称: file.name: 小连杆制造工艺 设计李迎飞日期2011.6.16文件密级m 零件图号 partno:sc-05审核日期文件版本2008-01 零件材质 issuedbyqt500-7批准日期工艺状态s 工序 编号 no: 工序名称 工序内容 工序简图主管工程师 工步工步内容工时额定工时夹具量具 001铸 1铸造成型,清砂。 2 005热 去应力退火 010铣 1铣平面; 游标卡尺2调面,铣反平面,保证厚度尺寸41。 3 4 5 015划 1划两孔十字线,划外形线。 高度游标 卡尺 2 3 4 5 020铣 1钻φ30孔至φ28,钻φ28孔至φ26。 2钻
移圈针沟槽的加工工艺 移圈针沟槽的加工工艺
格式:pdf
大小:769KB
页数:5P
4.7
现代电脑横机移圈针要求具有较高的精度和一致性,以适应电脑横机高速化的发展趋势以及对移圈针使用寿命越来越长的要求。针对以上问题,提出一种新的加工工艺。以加工中心为加工平台,配合plc专用自动化夹具,优化刀具类型、夹持方式和加工参数,采用油雾的冷却润滑方式,从而实现了移圈针沟槽的高精度化和高自动化加工。经批量加工检验,其加工精度可达到±0.015mm,超过传统±0.025mm的加工精度,批量加工的尺寸一致性达到使用要求,表面粗糙度也较传统工艺提高了1个级别。
过桥齿轮轴机械加工工艺规程工艺卡片
格式:pdf
大小:138KB
页数:6P
4.7
附表1机械加工工艺卡片 机械加工工艺过程卡片 产品型号零(部)件图号 产品名称过桥齿轮轴零(部)件名称过桥齿轮轴共(3)页第(1)页 材料牌号20crmnti毛坯种类型材毛坯外型尺寸φ140mm×685mm每毛坯可制件数1每台件数1备注 工序 号 工序 名称工序内容车间工段设备工艺装备 工时 准终单件 型钢金工 下料金工切割机专用切割夹具 除刺金工 10平端面打中心孔,60°中心钻金工x60w专用铣夹具 20在b端面钻孔扩孔φ17×53金工组合机床专用钻夹具 描图扩孔φ21×12金工组合机床专用钻夹具 攻丝m20—6h金工组合机床专用攻螺纹夹具 描校30反装在a端面钻孔φ5×75金工组合机床专用钻夹具 扩孔φ16h7×44金工组合机床专
轴承套加工工艺设计规程与油孔夹具工艺设计工序卡片 (2)
格式:pdf
大小:372KB
页数:10P
4.7
. . 文件编号 济南大学泉 城学院 机械加工 工序卡片 产品型号零件图号共页 产品名称轴承套零件名称轴承套第页 车间工序号工序名称材料牌号 金工1备料zqsn6-6-3 毛坯种类毛坯外形尺寸每坯件数每台件数 棒料215×?4551 设备名称设备型号设备编号同时加工件数 普通车床ca61405 夹具编号夹具名称冷却液 车床专用夹具 工位器具编号工位器具名称 工序时间 准终单件 工步号 工步内容工艺装备 主轴 转速 (r/min) 切削 速度 (m/min) 进给量 (mm/r) 背吃 刀量 (mm) 进给次数 工时定额 基本辅助 1备料,按五合一加工下料 描图 描校 底图号 装订号 *编制审核会签 . . a日期日期日期*** 标记 处 数 更改
有特殊卡环槽输出轴加工工艺最新文档
轴承套加工工艺设计规程与油孔夹具工艺设计工序卡片
格式:pdf
大小:372KB
页数:10P
4.5
. . 文件编号 济南大学泉 城学院 机械加工 工序卡片 产品型号零件图号共页 产品名称轴承套零件名称轴承套第页 车间工序号工序名称材料牌号 金工1备料zqsn6-6-3 毛坯种类毛坯外形尺寸每坯件数每台件数 棒料215×?4551 设备名称设备型号设备编号同时加工件数 普通车床ca61405 夹具编号夹具名称冷却液 车床专用夹具 工位器具编号工位器具名称 工序时间 准终单件 工步号 工步内容工艺装备 主轴 转速 (r/min) 切削 速度 (m/min) 进给量 (mm/r) 背吃 刀量 (mm) 进给次数 工时定额 基本辅助 1备料,按五合一加工下料 描图 描校 底图号 装订号 *编制审核会签 . . a日期日期日期*** 标记 处 数 更改
气门摇杆轴支座机械加工工艺规程及专用夹具设计工艺过程卡
格式:pdf
大小:23KB
页数:1P
4.6
机械制造工艺学机械加工工艺过程卡片 零件号零件名称 气门摇杆轴支座 工序号工序名称 设备夹具刀具量具 机动工时(min) 名称型号名称规格名称规格名称规格 ⅰ铸造锅炉专用夹具游标卡尺0-1255 ⅱ时效锅炉专用夹具游标卡尺0-125480 ⅲ涂漆毛刷专用夹具游标卡尺0-125 ⅳ铣上端面立式铣床x1632专用夹具 硬质合金立铣 刀 φ80mm游标卡尺0-1250.14 ⅴ粗,精铣下端面立式铣床x1632专用夹具 硬质合金立铣 刀 φ80mm游标卡尺0-1250.32 ⅵ钻两φ13通孔高速台钻z3025专用夹具 高速钢锥柄麻 花钻 φ13mm游标卡尺0-1251.88 ⅶ铣右端面立式铣床x1632专用夹具 硬质合金立铣 刀 φ80mm游标卡尺0-1250.26 ⅷ
电解槽槽间盖板加工工艺改进 电解槽槽间盖板加工工艺改进
格式:pdf
大小:286KB
页数:2P
4.3
槽间盖板是用于300ka电解槽地沟上的盖板,能有效防止职工踩入地沟内。槽间盖板是300ka电解槽安装时需要数量较多的一种工件。公司在大批量制作槽间盖板时,工期短,任务重,如何提高槽间盖板制作的工作效率及槽间盖板加工质量显得尤为重要。槽间盖板是由一定数量的扁钢平行支撑,扁钢相距

安装底座工艺设计与数控加工工艺卡
格式:pdf
大小:234KB
页数:10P
4.3
1 附表1机械加工工艺过程卡片 上海工程技术大学高职学院机械加工工艺过程卡片 产品型号零件图号 产品名称安装底座零件名称安装底座 材料牌号40cr毛坯种类精铸毛坯外形尺寸75.7×75×58备注 工序号工序名称工序内容车间工段设备工艺装备工时 1备料1.40cr精铸材料001 2.75.7×75×58 2热处理热处理硬度hrc50-55002 3铣1.粗精铣凹槽至尺寸要求003 立式加工中心 xh714 专用夹具 40 min 2.粗精铣φ15,φ18.2及φ20.1键槽至 尺寸要求 4钻1.粗精钻镗φ15及φ18孔至尺寸要求003 立式加工中心 xh714 专用夹具 30 min 2铣m22内孔φ20,攻m22×1螺纹 3.钻4-m4内孔φ2,攻4-m4螺纹 4.钻φ2
基于车削中心特殊电机定子线槽的多轴加工 基于车削中心特殊电机定子线槽的多轴加工
格式:pdf
大小:1.1MB
页数:3P
4.5
通过采用具有c轴功能的车削中心,利用ug软件建模和生成加工程序,把车削中心的加工方式变为插床加工的插削形式,方便地解决了特殊电机定子的线槽加工问题。
带有轴向槽钢轴套磨加工工艺分析与改进 带有轴向槽钢轴套磨加工工艺分析与改进
格式:pdf
大小:151KB
页数:未知
4.6
文章分析了现行带有轴向槽钢轴套磨加工工艺存在的不足,指出产生问题的原因并提出解决方案,确保磨加工后的产品质量符合工艺要求。
钻机卡盘卡瓦套T形槽加工工艺研究 钻机卡盘卡瓦套T形槽加工工艺研究
格式:pdf
大小:132KB
页数:2P
4.3
卡盘卡瓦套t形槽形位精度要求高,传统插削加工方法功效低.利用x6132型卧式万能铣床设备,通过设计专用铣削头、专用铣刀和卡瓦套装夹工装,在满足设计要求的同时,大大提高了加工效率.
有特殊卡环槽输出轴加工工艺相关
文辑推荐
知识推荐
百科推荐


职位:现场施工员
擅长专业:土建 安装 装饰 市政 园林


