

压力容器及管道的手工电弧焊补漏技术
格式:pdf
大小:9KB
页数:1P
人气 :80
 4.8
4.8
压力容器及管道的手工电弧焊补漏技术 摘要 压力容器和管道在运行过程中,会因各种原因出现形式不同的泄漏现 象,利用方便快捷的手工电弧焊方法并结合几种带压补漏的工艺实施补焊, 能收 到很好的效果。 关键词 压力容器;带压补漏;安全操作 在实际生产中, 凡是要求密封的部位, 绝对不泄漏是不可能的, 平时所说的 无泄漏,一般是指实际泄漏量很小, 而我们感觉不出来而已, 管道容器系统泄之 后,传统的修理方法是补焊和换件, 但均需生产短时间停工, 但这在连续化生产 的化工等行业, 有时是难以实现的。 在生产实践中, 我们多次接触到带压堵漏的 问题,并成功的进行了不同介质, 不同压力漏点的带压补漏, 保证了设备的连续 运行,避免停产损失,在过去许多禁区都得到了突破,取得了较好的经济效益。 1 带压堵漏的要点和安全操作规程管理 由于堵漏工作一般是在生产设备不停或半停止,不影响生产的情况下进行 的,又由于泄



手工电弧焊
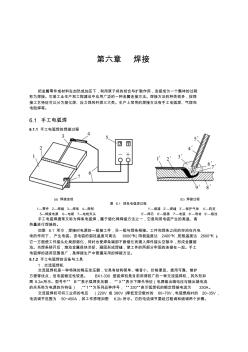
第六章焊接 把金属零件或材料在加热或加压下,利用原子间的结合与扩散作用,连接成为一个整体的过程 称为焊接。它是工业生产和工程建设中应用广泛的一种金属连接方法。焊接方法的种类很多,按焊 接工艺特征可以分为熔化焊、压力焊和钎焊三大类。生产上常用的焊接方法有手工电弧焊、气焊和 电阻焊等。 6.1手工电弧焊 6.1.1手工电弧焊的焊接过程 (a)焊接连线(b)焊接过程 图6.1焊条电弧焊过程 1—零件2—焊缝3—焊条4—焊钳1'—熔渣2'—焊缝3'—保护气体4'—药皮 5—焊接电源6—电缆7—地线夹头5'—焊芯6'—熔滴7'—电弧8'—母材9'—熔池 手工电弧焊通常又称为焊条电弧焊,属于熔化焊焊接方法之一,它是利用电弧产生的高温、高 热量进行焊接的。 如图6.1所示,焊接时电源的一极接工件,另一极与焊条相接。工件和焊条之间的空间在外电 场的作用下,产
钢结构手工电弧焊
钢结构手工电弧焊焊接 1范围 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接 工程。 2施工准备 2.1材料及主要机具: 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按要求施焊前经过 烘焙。严禁使用药皮脱落、焊芯生锈的焊条。设计无规定时,焊接q235钢时宜选用e43系 列碳钢结构焊条;焊接16mn钢时宜选用e50系列低合金结构钢焊条;焊接重要结构时宜采 用低氢型焊条(碱性焊条)。按说明书的要求烘焙后,放入保温桶内,随用随取。酸性焊条 与碱性焊条不准混杂使用。 2.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应与焊件相同。 2.1.3主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、小锤、焊条烘箱、 焊条保温桶、钢丝刷、石棉布、测温计等。 2.2作业条件 2.2.1熟悉图纸,做焊接工艺技术交底。 2.2.2施
编辑推荐下载
手工电弧焊 (2)
格式:pdf
大小:834KB
页数:11P
4.5
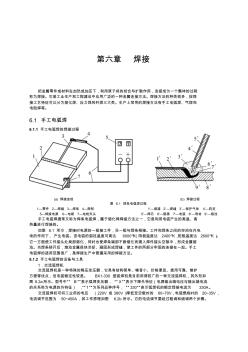
第六章焊接 把金属零件或材料在加热或加压下,利用原子间的结合与扩散作用,连接成为一个整体的过程 称为焊接。它是工业生产和工程建设中应用广泛的一种金属连接方法。焊接方法的种类很多,按焊 接工艺特征可以分为熔化焊、压力焊和钎焊三大类。生产上常用的焊接方法有手工电弧焊、气焊和 电阻焊等。 6.1手工电弧焊 6.1.1手工电弧焊的焊接过程 (a)焊接连线(b)焊接过程 图6.1焊条电弧焊过程 1—零件2—焊缝3—焊条4—焊钳1'—熔渣2'—焊缝3'—保护气体4'—药皮 5—焊接电源6—电缆7—地线夹头5'—焊芯6'—熔滴7'—电弧8'—母材9'—熔池 手工电弧焊通常又称为焊条电弧焊,属于熔化焊焊接方法之一,它是利用电弧产生的高温、高 热量进行焊接的。 如图6.1所示,焊接时电源的一极接工件,另一极与焊条相接。工件和焊条之间的空间在外电 场的作用下,产
手工电弧焊的收弧技术要求及收弧方法
格式:pdf
大小:13KB
页数:1P
4.4
手工电弧焊的收弧技术要求及收弧方法 (一)收弧技术要求 当一条焊缝在焊接结束时,采用止确的中断电弧的方法称为 收弧。如果焊缝收尾时采用立即拉断电弧的方法,则会形成低于焊件 表面的弧坑,容易产生应力集中和减弱接头强度。导致产生弧坑裂纹、 疏松、气孔、夹渣等现象。因此焊缝完成时的收尾动作不仅是熄灭电 弧,而且要填满弧坑。 (二)收弧方法 焊条电弧焊常用的收弧方法有以下几种: 1.划圈收弧法划圈收弧法,当焊条移至焊缝终点时,作圆 圈运动,直到填满弧坑再拉断电弧。这种收弧方法主要适用于厚板焊 件。 2.反复断弧收弧法收弧时,焊条在弧坑处反复息弧、引弧 数次,直到填满弧坑为止。此法一般适用于薄板和大电流焊接,但碱 性焊条不宜采用,因为这种收弧方法易产生气孔。 3.回焊收尾法当焊条移至焊缝收尾处立即停止,并改变焊 条角度回焊一小段。此法适用于碱性焊条。
压力容器及管道的手工电弧焊补漏技术热门文档
手工电弧焊的基本操作技术
格式:pdf
大小:41KB
页数:2P
4.4
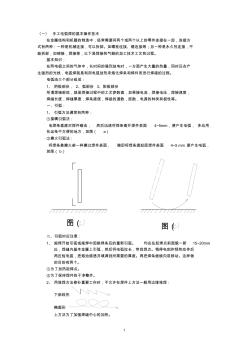
1 〈一〉手工电弧焊的基本操作技术 在金属结构和机器的制造中,经常需要将两个或两个以上的零件连接在一起,连接方 式有两种:一种是机械连接,可以拆卸。如螺栓连接、键连接等;另一种是永久性连接,不 能拆卸,如铆接,焊接等,以下是焊接和气割的加工技术工艺和过程。 基本知识: 在两电极之间的气体中,长时间的强烈放电时,一方面产生大量的热量,同时还会产 生强烈的光线,电弧焊就是利用电弧放热来熔化焊条和焊件而进行焊接的过程。 电弧由三个部分组成: 1、阴极部份,2、弧部份3、阳极部份 所谓焊接规范,就是焊接过程中的工艺参数值,如果接电流,焊接电压,焊接速度, 焊缝长度,焊缝厚度,焊条直径,焊接的道数,层数,电源的种类和极性等。 一、引弧: 1、引弧方法通常有两种: ①接嘴引弧法: 电焊条垂直对焊件碰击,然后迅速将焊条离开焊件表面4~5mm,便产生电弧,多应用 在运条不方便的地方,如图
焊接(手工电弧焊)技术交底
格式:pdf
大小:42KB
页数:3P
4.4
技术交底记录 编号:表12-1 工程名称30万吨/年芳烃抽提装置土建工程施工部位手工电弧焊 施工图号104-820a-062施工班组焊工班日期2005年4月2日 内容: 1本道工序的设计要求 本分项施工的部位为30万吨/年芳烃抽提装置有电弧焊的地方,为本交底适用于钢筋及埋件手工电弧焊。 2上道工序的验收标准: 2.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂合格证书及复检报告单。 2.2钢材:预埋件的钢材不得有裂缝、锈蚀、变形,其截面尺寸和机械性能应符合设计要求。 2.3焊条:焊条的牌号应符合设计规定。如无设计规定时,应符合以下要求: 2.3.1药皮应无裂缝、气孔、凹凸不平等缺陷,并不得有肉眼看得出的偏心度。 2.3.2焊接过程中,电弧应燃烧稳定,药皮熔化均匀,无成块脱落现象。 2.3.3焊条必须根据焊条说明书的要求烘干后才能使
手工电弧焊技术交底
格式:pdf
大小:6KB
页数:2P
4.7
一、施工准备1、材料及主要机具: (1)、钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明及复试报告单。进口钢筋 还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。预埋件的锚爪应用 ⅰ、ⅱ级钢筋。钢筋应无老锈和油污。 (2)、钢材:预埋件的钢材不得有裂缝、锈蚀、斑痕、变形,其断面尺寸和机械性能应符 合设计要求。 (3)、焊条:焊条的牌号应符合设计规定。如无设计规定时,应符合表4-14 的要求,焊条质量应符合以下要求:①、药皮应无裂缝、气孔、凹凸不平等缺陷,并不得 有肉眼看得出的偏心度。②、焊接过程中,电弧应燃烧稳定,药皮融化均匀,无成块脱落 现象。③、焊条必须根据焊条说明书的要求烘干后才能使用。④、焊条必须有出厂合格 证。(4)、弧焊机、焊接电缆、电焊钳、面罩、垫子、钢丝刷、锉刀、榔头、钢字码等。3、 作业条件:(1)、焊工必须持有考
压力容器及管道的手工电弧焊补漏技术精华文档
10手工电弧焊技术交底
格式:pdf
大小:26KB
页数:2P
4.4
第1页共2页 技术交底记录 表b2编号: 工程名称中南电力设计院高层住宅a标段交底时间 施工单位中天建设集团有限公司分项工程名称钢筋手工电弧焊 交底提要:钢筋手工电弧焊的施工准备、质量要求及施工工艺。 交底内容: 一、施工准备 (一)作业条件 1、焊工必须持证上岗。 2、作业现场要有安全防护、防火、通风措施、防止触电、火灾、中毒及烧伤等事 故。 3、正式焊接前,各个焊工应对施焊的各种规格钢筋各焊接试件、做拉伸试验。经 试验合格后,方可参加施工作业。 二)材质要求 1、施焊钢筋的级别、规格必须符合设计要求,且经力学试验合格。 2、焊条:正确选用焊条,焊条的牌号应符合设计要求。焊条必须有出厂合格证, 质量合格。 (二)主要机具 电焊机、电缆、电焊钳、面罩等 二、质量要求 (一)钢筋电弧焊接接头外观质量要求 1、焊缝表面应平整,不得有凹陷或焊瘤。 2、横向咬
手工电弧焊技术要求
格式:pdf
大小:106KB
页数:9P
4.4
手工电弧焊技术要求 这次为期数天的生产见习是我们参与实践活动的很重要的一部分,在 老师的带领下通过一定的动手操作实践,掌握了某些技能,在这数天 的实习中我对电焊的焊接操作等电焊常识等有了一定的了解和深刻 体会。学到了很多在课堂没学到的知识,受益匪浅。 一、实习目的 1.了解常见的焊接方法(手工电弧焊、埋弧自动焊和气焊等)的过 程,所用的设备、材料、工艺及应用实例。 2.了解常见的焊接缺陷和焊接变形。 3.了解氧气切割的基本原理,气割过程,金属气割的条件及气割应用。 4.了解手工电弧焊和气焊气割的安全技术。 5.初步掌握手工电弧焊的引弧和堆焊平焊波操作技术。 6.一般了解典型焊接结构的焊接生产过程。 二、实习内容 1.手工电弧焊:引弧,堆焊平焊波,平焊对接。 要求熟练掌握引弧技术,引弧位置要准,初步掌握堆焊平焊波和平焊 对接操作要领,焊缝成形良好。不要求焊接。 2.气焊、
钢结构手工电弧焊技术交底
格式:pdf
大小:58KB
页数:4P
4.5
技术交底记录 表c2-1 编号 工程名称交底日期 施工单位 分项工程名称钢结构手工电弧焊 审核人谢继林交底人刘念平接受交底人 1、本表由施工单位填写,交底单位与接受交底单位各存一份。第1页(共4页) 2、当做分项工程施工技术交底时,应填写"分项工程名称"栏,其他技术交底可不填写。 交底内容: 1范围 适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。 22施工准备 2.1材料及主要机具 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按要求施焊前经过烘焙。 严禁使用药皮脱落、焊芯生锈的焊条。设计无规定时,焊接q235钢时宜选用e43系列碳钢 结构焊条;焊接16mn钢时宜选用e50系列低合金结构钢焊条;焊接重要结构时宜采用低氢 型焊条(碱性焊条)。按说明书的要求烘焙后,放入保温桶内,随用随取。酸性
钢筋及埋件手工电弧焊工艺标准
格式:pdf
大小:16KB
页数:11P
4.4
本工艺标准适用于工业与民用建筑的钢筋及埋件手工电弧焊。 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证 明书及复试报告单。进口钢筋还应有化学复试单,其化学成分应满足 焊接要求,并应有可焊性试验。预埋件的锚爪应用ⅰ、ⅱ级钢筋。钢 筋应无老锈和油污。 2.1.2钢材:预埋件的钢材不得有裂缝、锈蚀、斑痕、变形, 其断面尺寸和机械性能应符合设计要求。 2.1.3焊条:焊条的牌号应符合设计规定。如设计无规定时, 应符合表4-14的要求,焊条质量应符合以下要求: 钢筋电弧焊使用的焊条牌号 表4-14 项次钢筋级别搭接焊、帮条焊坡口焊 1ⅰ级e4303e4303e4303 2ⅱ级e4303e4303e5003 3ⅲ级e5003e5003e5503 4
压力容器及管道的手工电弧焊补漏技术最新文档
 带压漏点手工电弧焊堵漏方法探讨
带压漏点手工电弧焊堵漏方法探讨 带压漏点手工电弧焊堵漏方法探讨
格式:pdf
大小:1.2MB
页数:1P
4.5
在连续生产的企业中,压力容器和管道在生产过程中是不可缺少的,这就不可避免地会产生管路渗漏问题。为了不影响生产,技术人员需经常处理带压堵漏问题。笔者经过长时间的摸索实践,总结出一套行之有效的焊接方法,可以有效地在不同介质、不同压力的漏点焊接堵漏。一、电源、焊接材料和电源的选用手工电弧焊电源选用直流焊机,焊接材料根据母材的不同进行选用,一般选用碱性低氢型焊条(此焊条黏性较大,熔池内熔化

钢结构手工电弧焊焊接
格式:doc
大小:53KB
页数:4P
4.5
钢结构手工电弧焊焊接 1范围 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。 2施工准备 2.1材料及主要机具: 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按要求施焊前经过烘焙。严禁使用药皮脱落、焊芯生锈的焊条。设计无规定时,焊接q235钢时宜选用e43系列碳钢结构焊条;焊接16mn钢时宜选用e50系列低合金结构钢焊条;焊接重要结构时宜采用低氢型焊条(碱性焊条)。按说明书的要求烘焙后,放入保温桶内,随用随取。酸性焊条与碱性焊条不准混杂使用。 2.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应与焊件相同。 2.1.3主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、小锤、焊条烘箱、焊条保温桶、钢丝刷、石棉布、测温计等。 2.2作业条件
钢结构手工电弧焊焊接
格式:pdf
大小:10KB
页数:6P
4.5
钢结构手工电弧焊焊接 1.1本标准仅适用于本工程次钢构制作与安装手工电弧焊焊接。 2.1材料及主要机具: 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按 要求施焊前经过烘焙。严禁使用药皮脱落、焊芯生锈的焊条。设计无 规定时,焊接q235钢时宜选用e43系列碳钢结构焊条;按说明书的 要求烘焙后,放入保温桶内,随用随取。酸性焊条与碱性焊条不准混 杂使用。 2.1.2主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、 小锤、钢丝刷、等。 2.2作业条件 2.2.1熟悉图纸,做焊接工艺技术交底。 2.2.2施焊前应检查焊工合格证有效期限,应证明焊工所能承担 的焊接工作。 2.2.3现场供电应符合焊接用电要求。 2.2.4环境温度低于0℃,对预热,后热温度应根据工艺试验确 定。 3.1工艺流程 作业准备→电弧焊接(平焊、立焊、横焊、仰焊)

手工电弧焊焊接工艺资料
格式:pdf
大小:85KB
页数:10P
4.5
手工电弧焊焊接工艺 本工艺适用于低碳钢和低合金高强度各种大型钢结构 工程制造重要结构的焊接。 一、焊前准备 1.根据施焊结构钢材的强度等级,各种接头形式选择相等强 度等级牌号和合适焊条直径。 2.当施工环境温度低于0℃,或钢材的碳当量大于0.41%及 结构刚性过大,构件较厚时应采用焊前预热措施,预热温度 为80℃~100℃,预热范围为板厚的5倍,但不小于100mm。 3.工件厚度大于6mm对接焊时,为确保焊透强度,在板材 的对接边沿开切v形或x形坡口,坡口角度α为60°,钝边 p=0~1mm,装配间隙b=0~1mm,如图1。当板厚差≥4mm 时,应对较厚板材的对接边缘进行削斜处理,如图2。 4.焊条烘焙:酸性药皮类型焊条焊前烘焙150℃×2保温2 小时;碱性药皮类焊条焊前必须进行300~350℃×2烘焙, 并保温2小时才能使用
三种焊接技术——手工电弧焊、气焊、手工氩弧焊
格式:pdf
大小:15KB
页数:3P
4.6
焊接,就是通过加热、加压或两者并用,用(或不用)填充材料,使焊件达到原子结合的一种加工方法。 下面介绍三种焊接方式:手工电弧焊、气焊、手工氩弧焊。 一、手工电弧焊 手工电弧焊的焊接过程是从引弧开始的,引弧方法有擦划法引弧和直击法引弧。擦划法引弧是先将焊条前 端对准焊件,然后将手腕扭转,使焊条在焊件表面轻微划一下,焊条提起2-4mm,即在空气中产生电弧, 后将电弧长度保持在焊条直径允许的范围。而直击法引弧是将手腕下弯,焊条轻微碰一下焊件。当电弧引 燃后,焊条可有三个运动轨迹: 一是朝熔池方向的运动:焊条沿焊条轴方向前进,其送进速度等于焊条的熔化速度,电弧长度应保持在2-4mm 的范围内不变。要注意,送进速度比熔化速度慢或快,焊接都会中止。 二是沿焊接方向移动。 三是横向摆动。正常的焊缝宽度一般是焊条直径的2.5-3倍。 两种基本的运条方法: 直线形运条法:焊接时保持一定的电弧长
小议带压漏点手工电弧焊堵漏方法 小议带压漏点手工电弧焊堵漏方法
格式:pdf
大小:120KB
页数:未知
4.4
在企业生产过程中,压力容器和压力管道由于连续的生产使用,易发生泄漏。这就需要一套好的处理带压堵漏的技术,才不会给生产带来重大的损失。本文就是研究带压漏点手工电弧焊堵漏方法。
手工电弧焊焊接工艺标准
格式:pdf
大小:42KB
页数:7P
4.6
手工电弧焊焊接工艺标准 1.手工电弧焊焊接施工工艺标准 1.1适用范围 本工艺适用于钢结构制作与安装手工电弧焊焊接工艺。工艺规定了一般低碳钢、普通低合金高强度钢手 工电弧焊的基本要求。凡各工程的工艺中无特殊要求的结构件手工电弧焊均应按本工艺规定执行。 1.2??引用标准 (1)钢结构工程施工质量验收规范(gb50205—2001); (2)建筑工程施工质量验收统一标准(gb50300—2001); (3)建筑钢结构焊接规程(jgj81—2002); (4)碳钢焊条(gb5117—85); (5)低合金钢焊条(gb5118—85); (6)钢结构焊缝外形尺寸(gb10854—89); (7)焊接质量保证钢熔化焊接接头的要求和缺陷等级(gb/t12469—90); (8)钢焊缝手工超声波探伤和探伤结果的分级(gb11345—89)。
钢结构手工电弧焊焊接
格式:pdf
大小:37KB
页数:7P
4.8
钢结构手工电弧焊焊接 1.1本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安 装手工电弧焊焊接工程。 2.1材料及主要机具: 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按 要求施焊前经过烘焙。严禁使用药皮脱落、焊芯生锈的焊条。设计无 规定时,焊接q235钢时宜选用e43系列碳钢结构焊条;焊接16mn 钢时宜选用e50系列低合金结构钢焊条;焊接重要结构时宜采用低 氢型焊条(碱性焊条)。按说明书的要求烘焙后,放入保温桶内,随 用随取。酸性焊条与碱性焊条不准混杂使用。 2.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应 与焊件相同。 2.1.3主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、 小锤、焊条烘箱、焊条保温桶、钢丝刷、石棉布、测温计等。 2.2作业条件 2.2.1熟悉图纸,做焊接工艺技术交底。 2.2.2施焊前应检查焊工合
手工电弧焊焊接工艺
格式:pdf
大小:85KB
页数:10P
4.6
手工电弧焊焊接工艺 本工艺适用于低碳钢和低合金高强度各种大型钢结构 工程制造重要结构的焊接。 一、焊前准备 1.根据施焊结构钢材的强度等级,各种接头形式选择相等强 度等级牌号和合适焊条直径。 2.当施工环境温度低于0℃,或钢材的碳当量大于0.41%及 结构刚性过大,构件较厚时应采用焊前预热措施,预热温度 为80℃~100℃,预热范围为板厚的5倍,但不小于100mm。 3.工件厚度大于6mm对接焊时,为确保焊透强度,在板材 的对接边沿开切v形或x形坡口,坡口角度α为60°,钝边 p=0~1mm,装配间隙b=0~1mm,如图1。当板厚差≥4mm 时,应对较厚板材的对接边缘进行削斜处理,如图2。 4.焊条烘焙:酸性药皮类型焊条焊前烘焙150℃×2保温2 小时;碱性药皮类焊条焊前必须进行300~350℃×2烘焙, 并保温2小时才能使用
压力容器及管道的手工电弧焊补漏技术相关
文辑推荐
知识推荐
百科推荐


职位:化学工程与工艺
擅长专业:土建 安装 装饰 市政 园林


