

压力管道安装焊接过程及质量检验记录卡 (2)
格式:pdf
大小:35KB
页数:1P
人气 :53
 4.4
4.4
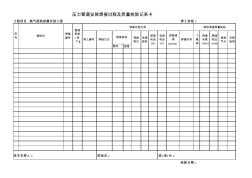
牌号 规格 检验日期: 管线号 序 号 焊接过程记录 压力管道安装焊接过程及质量检验记录卡 焊工资格: 焊接 层次 电源 极性 焊接 电流 (A) 电弧 电压 (V) 焊接速 度 cm/min -1 焊接时间 飞 溅 物 焊缝 余高 (mm) 焊缝 咬边 (mm) 表面 气孔 无损 检测 工程项目 :氧气提取装置安装工程 班(组)长: 焊接材料 焊接方法 技术负责人: 质检员: 焊工编号 管道 规格 (英 寸) 焊缝 编号 焊后焊接质量检验



压力管道安装焊接过程及质量检验记录卡
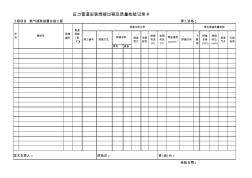
牌号规格 检验日期: 管线号 序 号 焊接过程记录 压力管道安装焊接过程及质量检验记录卡 焊工资格: 焊接 层次 电源 极性 焊接 电流 (a) 电弧 电压 (v) 焊接速 度 cm/min -1 焊接时间 飞 溅 物 焊缝 余高 (mm) 焊缝 咬边 (mm) 表面 气孔 无损 检测 工程项目:氧气提取装置安装工程 班(组)长: 焊接材料 焊接方法 技术负责人:质检员: 焊工编号 管道 规格 (英 寸) 焊缝 编号 焊后焊接质量检验
压力管道安装焊接过程及质量检验记录卡
牌号规格 检验日期: 管线号 序 号 焊接过程记录 压力管道安装焊接过程及质量检验记录卡 焊工资格: 焊接 层次 电源 极性 焊接 电流 (a) 电弧 电压 (v) 焊接速度 cm/min-1 焊接时间 飞 溅 物 焊缝 余高 (mm) 焊缝 咬边 (mm) 表面 气孔 无损 检测 工程项目:氧气提取装置安装工程 班(组)长: 焊接材料 焊接方法 技术负责人:质检员: 焊工编号 管道 规格 (英 寸) 焊缝 编号 焊后焊接质量检验
编辑推荐下载

21焊接过程及质量检验记录卡 (2)
格式:pdf
大小:397KB
页数:18P
4.7
焊工焊接电源焊接电弧焊接 编号牌号规格层次极性电流电压速度 1cld0204a cld020 4a-1 ф273*7.0639gtaw smaw j50 j422 2.0 3.2 1 2 直正 90-110 110-130 12-14 26-28 5-8 12-14 2cld0204a cld020 4a-2 ф273*7.0639 gtaw smaw j50 j422 2.0 3.2 1 2 直正 90-110 110-130 12-14 26-28 5-8 12-14 3cld0204a cld020 4a-3 ф273*7.0639 gtaw smaw j50 j422 2.0 3.2 1 2 直正 90-110 110-130 12-14 26-28 5-8 12-14 4cld0204a cld020 4a-4 ф273*7.06

21焊接过程及质量检验记录卡 (3)
格式:pdf
大小:118KB
页数:4P
4.7
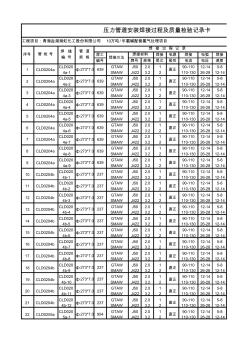
压力管道安装焊接过程及质量检验记录卡 工程项目:液氯盐酸厂槽车充装管道更换工程 序 号 管线号 焊缝 编号 管道 规格 焊接过程记录焊后焊接质量检验 焊工 编号 焊接方法 焊接材料焊接 层次 电源 极性 焊接 电流 电弧 电压 焊接 速度 焊接 时间 飞溅 物 焊缝 余高 焊缝 咬边 表面 气孔 无损 检测牌号规格 1ll-1φ57x5421gtawtig-502.41直正90-11015-175-811.17无1无无合格 2-3直正110-13015-175-8 2ll-2φ57x5421gtawtig-502.41直正90-11015-175-811.17无1无无合格 2-3直正110-13015-175-8 3ll-3φ57x5421gtawtig-5
压力管道安装焊接过程及质量检验记录卡热门文档

21焊接过程及质量检验记录卡
格式:pdf
大小:118KB
页数:4P
4.8
压力管道安装焊接过程及质量检验记录卡 工程项目:液氯盐酸厂槽车充装管道更换工程 序 号 管线号 焊缝 编号 管道 规格 焊接过程记录焊后焊接质量检验 焊工 编号 焊接方法 焊接材料焊接 层次 电源 极性 焊接 电流 电弧 电压 焊接 速度 焊接 时间 飞溅 物 焊缝 余高 焊缝 咬边 表面 气孔 无损 检测牌号规格 1ll-1φ57x5421gtawtig-502.41直正90-11015-175-811.17无1无无合格 2-3直正110-13015-175-8 2ll-2φ57x5421gtawtig-502.41直正90-11015-175-811.17无1无无合格 2-3直正110-13015-175-8 3ll-3φ57x5421gtawtig-5
21焊接过程及质量检验记录卡
格式:pdf
大小:397KB
页数:18P
4.6
焊工焊接电源焊接电弧焊接 编号牌号规格层次极性电流电压速度 1cld0204a cld020 4a-1 ф273*7.0639gtaw smaw j50 j422 2.0 3.2 1 2 直正 90-110 110-130 12-14 26-28 5-8 12-14 2cld0204a cld020 4a-2 ф273*7.0639 gtaw smaw j50 j422 2.0 3.2 1 2 直正 90-110 110-130 12-14 26-28 5-8 12-14 3cld0204a cld020 4a-3 ф273*7.0639 gtaw smaw j50 j422 2.0 3.2 1 2 直正 90-110 110-130 12-14 26-28 5-8 12-14 4cld0204a cld020 4a-4 ф273*7.06

17.压力管道安装监督检验记录
格式:pdf
大小:430KB
页数:26P
4.5
-149- 压力管道安装工程概况记录 记录编号: 工程名称工程地址 工程规模 直径(mm)×厚度(mm) ×长度(m) 压力管道级别 设计压力(mpa)输送介质 开工时间竣工时间 建设单位工程规划许可证号 设计单位设计证书编号 安装单位安装许可证编号 防腐单位防腐资质证书编号 监理单位监理资质证书号 检测单位资格证书编号 授权监督检验文号l90102001监督检验起止日期 技术法规、标准依据 监督检验员: 年月日 审核: 年月日 注:如安装、防腐、检测、监理单位为多家时,上述填写主要单位,其他单位另附登记表。 -150- 压力管道基本情况及安全状况等级登记表 安装单位:记录编号: 管线编号(起止点)管道名称 管道 级别 规格 直径(mm)× 厚度(mm) 长度 (m) 材质 设计压力 (mpa) 设计温度 (℃) 输送介质 安全状况
压力管道安装焊接质量控制方略
格式:pdf
大小:173KB
页数:1P
4.4
压力管道安装通常是露天作业,安装方法有埋地、空架、沿地。相比工厂内的管道预制的作业条件很差,对质量管控有很高的要求。因此在作业过程中,所有的管道安装步骤均要进行严格的检验,按照相关的规章规范有序地进行施工,只有这样才能保证管道的质量并达到验收的标准。
压力管道安装焊接过程及质量检验记录卡精华文档
压力管道安装焊接质量控制探究
格式:pdf
大小:75KB
页数:2P
4.4
第11期总第189期内蒙古科技与经济no.11,the189thissue 2009年6月innermongoliasciencetechnology&economyjun.2009 压力管道安装焊接质量控制探究 ξ 姜德林1,张广琳2 (1.齐齐哈尔市特种设备检验研究所,黑龙江齐齐哈尔 161005; 2.大庆高新物业管理有限公司天贺分公司,黑龙江大庆 163316) 摘 要:文章探讨了压力管道安装焊接质量控制的系统工作和措施,对提高压力管道安装焊接质量 具有一定的指导作用。 关键词:压力管道;焊接;无损检测 中图分类号:tk226+.2 文献标识码:a 文章编号:1007—6921(2009)11—0094
压力管道安装焊接质量控制方略
格式:pdf
大小:216KB
页数:1P
4.7
压力管道承受来自管内或管外的承受压力,由于其内部输送的物质可引起燃爆或中毒,为特种设备之一。用压力管道输送的物质,一般均具有易燃、易爆等特点,如果压力管道焊接接头或材料有缺陷、结构强度或致密性不足,发生了泄漏,则造成影响严重。为了切实保证压力管道的安全运行、稳定运行,分析了影响压力管道安装质量的原因,并提出了有针对性的质量控制措施。
压力管道安装焊接质量控制方略
格式:pdf
大小:224KB
页数:2P
4.7
在我国的压力管道工程施工过程当中,最为关键的一步就是对管道进行焊接的工序,焊接工序质量的好坏直接关系着压力管道安装的质量,也进一步影响着压力管道在使用过程当中的磨损情况、运行的安全情况以及管道内介质的流向与流速,可以说起着决定性的作用。因此,在压力管道安装过程中,焊缝质量往往有着非常高的要求,焊接接头的焊接形式要求是全熔透焊缝,而且还对压力管道的材质、耐腐蚀性能、焊缝的质量等级有相关规范规定,焊接完毕以后,焊缝两侧的母材都不得有明显的凹凸,应当保证材质的均匀与平缓,因此要注意对压力管道焊接工序进行质量控制,良好的质量控制程序能够保证焊缝质量的形成,本文就压力管道安装过程中焊接质量的控制提出自己的观点,希望能为广大同行提供一点指导建议。
压力管道安装焊接质量控制方略
格式:pdf
大小:210KB
页数:1P
4.5
在我国的压力管道工程施工过程当中,最为关键的一步就是对管道进行焊接的工序,焊接工序质量的好坏直接关系着压力管道安装的质量,也进一步影响着压力管道在使用过程当中的磨损情况、运行的安全情况以及管道内介质的流向与流速,可以说起着决定性的作用。因此,在压力管道安装过程中,焊缝质量往往有着非常高的要求,焊接接头的焊接形式要求是全熔透焊缝,而且还对压力管道的材质、耐腐蚀性能、焊缝的质量等级有相关规范规定,焊接完毕以后,焊缝两侧的母材都不得有明显的凹凸,应当保证材质的均匀与平缓,因此要注意对压力管道焊接工序进行质量控制,良好的质量控制程序能够保证焊缝质量的形成,本文就压力管道安装过程中焊接质量的控制提出自己的观点,希望能为广大同行提供一点指导建议。
压力管道安装焊接质量控制方略
格式:pdf
大小:193KB
页数:1P
4.7
压力管道通常是露天作业,安装方法有埋地、空架、沿地,作业条件很差,对质量管控有很高的要求。因为质量管理过程是互相联系、互相融合的,其中某个环节出现失误,便会造成质量缺陷。因此在作业过程中,所有的管道均要进行严格的检验,按照相关的规章规范有序地进行施工,只有这样才能保证管道的质量并达到验收的标准。
压力管道安装焊接过程及质量检验记录卡最新文档
 压力管道安装焊接质量控制方略
压力管道安装焊接质量控制方略 压力管道安装焊接质量控制方略
格式:pdf
大小:6.6MB
页数:1P
4.4
随着我国社会和经济的发展,生产和生活中间接或直接提高了对压力管道的需求量,从而也大大增加压力管道的安装工程总量。但是由此带来的安装质量问题也随之而来。为了排除压力管道在后期运行过程中可能存在的安全隐患,必须在安装工艺进行严格规范,同时质量监督也是重中之重,尤其是安装过程中的焊接质量问题。严格要求安装质量,避免压力管道投入使用后给国家和人民造成不可挽回的损失。
压力管道安装焊接质量控制措施探讨 压力管道安装焊接质量控制措施探讨
格式:pdf
大小:1.6MB
页数:3P
4.4
在压力管道的施工过程中焊接工艺是非常关键的一部分,焊接工艺的合理性对压力管道的性能以及施工质量都有很大的影响。因此,在实际的压力管道施工过程中,要对焊接工艺提出严格的质量要求,并在焊接过程中加强对焊接质量的控制,对压力管道的焊接操作进行严格的规范,这样才能保证压力管道的焊接安装焊接质量。本文主要针对压力管道安装焊接过程中的焊接质量部控制措施进行了分析。
压力管道安装焊接工艺设计规定
格式:pdf
大小:374KB
页数:15P
4.8
完美格式整理版 学习好帮手 焊接通用工艺 压力管道安装 2013-08-01发布2013-08-01实施 xxxxxxxxxxxxxxxxxx发布 完美格式整理版 学习好帮手 编制:2013年08月01日 审核:2013年08月01日 批准:2013年08月01日 完美格式整理版 学习好帮手 1适用范围 本规程适用于工业管道或公用管道中材质为碳素钢、低合金钢、合金钢、耐热 钢、不锈钢和异种钢等压力管道的焊条电弧焊、钨极氩弧焊以及二氧化碳气体保护焊的 焊接施工。 2主要编制依据 2.1gb50236-2011《现场设备、工业管道焊接工程施工及验收规范》; 2.2gb/t20801-2006《压力管道规范-工业管道》; 2.3sh3501-2001《石油化工
压力管道安装焊接工艺规定 (2)
格式:pdf
大小:190KB
页数:19P
4.8
焊接通用工艺 压力管道安装 2013-08-01发布2013-08-01实施 xxxxxxxxxxxxxxxxxx发布 编制:2013年08月01日 审核:2013年08月01日 批准:2013年08月01日 1适用范围 本规程适用于工业管道或公用管道中材质为碳素钢、低合金钢、合金钢、耐热钢、不锈 钢和异种钢等压力管道的焊条电弧焊、钨极氩弧焊以及二氧化碳气体保护焊的焊接施 工。 2主要编制依据 gb50236-2011《现场设备、工业管道焊接工程施工及验收规范》; gb/t20801-2006《压力管道规范-工业管道》; sh3501-2001《石油化工剧毒、可燃介质管道工程施工及验收规范》; gb50235-2010《工业金属管道工程施工及验收规范》;

压力管道安装焊接工艺规定 (3)
格式:pdf
大小:353KB
页数:15P
4.8
第1页 焊接通用工艺 压力管道安装 2013-08-01发布2013-08-01实施 xxxxxxxxxxxxxxxxxx发布 第2页 编制:2013年08月01日 审核:2013年08月01日 批准:2013年08月01日 第3页 1适用范围 本规程适用于工业管道或公用管道中材质为碳素钢、低合金钢、合金钢、耐热钢、 不锈钢和异种钢等压力管道的焊条电弧焊、钨极氩弧焊以及二氧化碳气体保护焊的焊接 施工。 2主要编制依据 2.1gb50236-2011《现场设备、工业管道焊接工程施工及验收规范》; 2.2gb/t20801-2006《压力管道规范-工业管道》; 2.3sh3501-2001《石油化工剧毒、可燃介质管道工程施工及验收规范》;
压力管道安装焊接质量管理与控制探究 压力管道安装焊接质量管理与控制探究
格式:pdf
大小:198KB
页数:未知
4.6
由于压力管道的输送介质具有强腐蚀、高压力、易燃烧等特点,因此,必须保证压力管道的安装焊接施工质量,以防止重大安全事故的发生。文章结合实际工作经验,从压力管道安装焊接的质量管理和质量控制两个方面进行分析,为相关工作者提供技术参考。
压力管道安装焊接质量控制的系统工作和措施 压力管道安装焊接质量控制的系统工作和措施
格式:pdf
大小:194KB
页数:未知
4.5
有很多因素都会对压力管道安装焊接的质量造成影响,这也成为了当前压力管道安装领域的重点问题。本文简要分析了对压力管道安装焊接质量造成影响的主要因素,并提出了对压力管道安装焊接质量进行控制的具体措施,供相关人员参考。
压力管道安装焊接质量控制的系统工作和措施 压力管道安装焊接质量控制的系统工作和措施
格式:pdf
大小:182KB
页数:未知
4.5
本文将以管道安装焊接全过程得质量控制工作为基点,从包括相关工作人员、专业设备、材料等方面相关因素着手进行简要的剖析,并结合自身实践经验提出一些相关措施。
压力管道安装焊接工艺规程应用表
格式:pdf
大小:32KB
页数:2P
4.7
江门市电化机械厂 项目名称压力管道安装 焊接工艺规程应用表 编制第页 安装编号主体材料审核共页 序 号 管线 编号 管口或焊 缝编号 焊缝 长度 应用焊 接方法 焊接材料(kg)适用工艺 规程编号 焊接位置 rt探伤%工时 h焊条牌号规格数量焊丝牌号规格数量比例数量 技术要求 1)本工程项目中的对接焊缝均采用gtaw焊接方法;未作规定的角接焊缝其焊脚高等于较薄板厚。 2)>57的管法兰焊接双面采用smaw焊接方法;≤57的管法兰焊接端口面采用gtaw焊接方法,其余采用smaw焊接方法。

压力管道安装焊接工艺规定
格式:pdf
大小:353KB
页数:15P
4.4
.. 焊接通用工艺 压力管道安装 2013-08-01发布2013-08-01实施 xxxxxxxxxxxxxxxxxx发布 .. 编制:2013年08月01日 审核:2013年08月01日 批准:2013年08月01日 .. 1适用范围 本规程适用于工业管道或公用管道中材质为碳素钢、低合金钢、合金钢、耐热钢、 不锈钢和异种钢等压力管道的焊条电弧焊、钨极氩弧焊以及二氧化碳气体保护焊的焊接 施工。 2主要编制依据 2.1gb50236-2011《现场设备、工业管道焊接工程施工及验收规范》; 2.2gb/t20801-2006《压力管道规范-工业管道》; 2.3sh3501-2001《石油化工剧毒、可燃介质管道工程施工及验收规范》; 2.4gb5
压力管道安装焊接过程及质量检验记录卡相关
文辑推荐
知识推荐
百科推荐


职位:化工工程师
擅长专业:土建 安装 装饰 市政 园林


