

云浮某化工厂四万吨硫酸车间排渣系统的改造
格式:pdf
大小:166KB
页数:2P
人气 :87
 4.8
4.8
本文介绍了云浮某化工厂四万吨硫酸车间排渣系统所遇到的问题进行了分析和解决,并对旧的排渣系统进行改造,排渣系统得到初步改善,劳动强度大大减小,安装维护及使用效果明显,环境得到很好的改善。



金川公司化工厂硫酸Ⅰ系统改造总结
对金川有色金属公司化工厂硫酸一车间ⅰ系统进行了为期一年的扩能技改,充分利用现有设备和工艺,对大型塔、器进行修复和部分更新,对泵、风机等运转设备重新选型,对电气、仪表控制按照自动操作要求全部更新。改造后生产能力由原来的325kt/a扩大到93kt/a,各项技术指标基本达到了设计值,自动化水平显著提高,基本实现了计算机自动控制
金川公司化工厂硫酸一系统扩能改造综述
介绍了金川公司化工厂硫酸一系统的扩能技改发问。通过运用新技术、新材料、新设备,使停产5a、原来生产能力仅32.5kt/a的制酸系统扩大到93kt/a,并且自动化水平显著提高,基本实现了计算机自动控制制酸。
编辑推荐下载
德阳市化工厂硫酸装置的技术改造
格式:pdf
大小:817KB
页数:6P
4.6
介绍该厂硫酸装置由20kt/a分阶段改造为60kt/a的规划及第一、二阶段的实施情况。对原料工序的布置,沸腾炉衬里的设计,旋风除尘器的密封,净化工序的流程、干吸塔支承的改进,转化器的改造,管道式电炉的应用,污泥的处理及枝改后的效益均作了报道。
 硫酸车间干吸工段串酸流程的改造
硫酸车间干吸工段串酸流程的改造 硫酸车间干吸工段串酸流程的改造
格式:pdf
大小:40KB
页数:1P
4.5
为了满足我厂年产150kt阳极铜生产的需要,1997年年底对硫酸车间进行了部分改造,主要为:用美国孟山都公司的阳极保护管壳式酸冷却器,取代了原来的冷却排管;更换了干燥塔、吸收塔出口的除沫器,提高了除雾效果,提高了烟气的质量;新增了硫酸循环水系统,节约...
云浮某化工厂四万吨硫酸车间排渣系统的改造热门文档

贵溪冶炼厂硫酸车间的技术改造
格式:pdf
大小:128KB
页数:4P
4.7
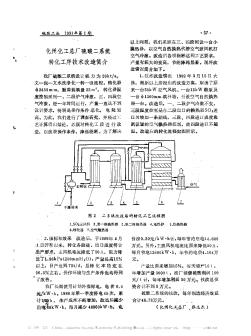
阐述了贵溪冶炼厂采用富氧熔炼技术后对烟气制酸装置进行技术改造的情况。经过技术改造,硫酸产量由1989年的367.8kt增加到1994年的417kt。

贵溪冶炼厂硫酸车间自控系统的改造设计
格式:pdf
大小:580KB
页数:4P
4.3
我厂硫酸车间自1985年底投产以来,27套自动调节系统和800多台(件)仪表均能准确无误地工作,给硫酸生产的安全、正常、高效创造了良好的条件。为了适应富氧熔炼烟气制酸工艺的需要,我们对硫酸车间原有的自动控制系统进行了改造。现将有关改造部份的设计介绍如下。
贵溪冶炼厂硫酸车间二期改造工程介绍 贵溪冶炼厂硫酸车间二期改造工程介绍
格式:pdf
大小:107KB
页数:3P
4.4
贵溪冶炼厂硫酸车间二期一步改造工程将干吸工序的冷却排管换成管壳式酸冷却器或板式酸冷却器、分酸装置改用槽管式分酸器,利用循环水,提高捕沫效率;合理调整转化器各层入口温度,进行热量的重新分配,提高总转化率。改造后,系统运行平稳,经济效益显著提高。
数字化工厂技术在汽车总装车间的应用
格式:pdf
大小:9KB
页数:1P
4.4
数字化工厂技术在汽车总装车间的应用 摘要:21世纪,以信息技术为特征的汽车制造业正在全球范围内展开。我 国制造业的进步可以拉动国际制造业的发展,依据我国制定的“以信息化带动工 业化,以工业化促进信息化,走新型工业化道路”的重大战略方针。数字化工厂 是按照虚拟制造的原理开发的软件,它为企业的数字化产品提供了从设计、工艺、 制造、装配、分析、检测以及维护的全过程的仿真,是企业实现虚拟制造的强有 力的工具。通过运用虚拟制造技术,能够降低成本,缩短产品走向市场的周期, 提高产品质量,使企业更具有竞争力。 关键词:数字化工厂总装车间工艺规划工艺流程em-power 1前言 21世纪,以信息技术为特征的汽车制造业正在全球范围内展开。我国制造 业的进步可以拉动国际制造业的发展,依据我国制定的“以信息化带动工业化, 以工业化促进信息化,走新型工业化道路”的重大战略方针。在现阶段

硫酸净化工序的改造及稀酸的利用
格式:pdf
大小:75KB
页数:3P
4.4
硫酸净化工序污水或稀酸中,不仅含有硫酸和大量的矿尘,而且还含有的砷、氟等有害物质。采用半封闭酸洗流程,可减少排污和中和量,回收利用稀酸,稳定达标排污,有着明显的企业经济效益和社会经济效益。水洗流程改为半封闭酸洗流程,投资少,工期短,见效快,对现在仍然采用水洗流程的中小硫酸装置具有借鉴作用。
云浮某化工厂四万吨硫酸车间排渣系统的改造精华文档
硫酸装置尾吸系统的改造
格式:pdf
大小:177KB
页数:2P
4.5
1存在问题我公司拥有2套150kt/a硫酸生产装置,均采用硫铁矿沸腾焙烧、文-文-间-电水洗净化、一转一吸工艺。2套装置排出的尾气进入一个单系列尾吸系统,采用氨酸法吸收so2。吸收塔为硬pvc制作的泡沫塔,装有4层筛板,双塔并联。

发烟硫酸汽车装车系统的自动化改造
格式:pdf
大小:889KB
页数:4P
4.7
针对现有发烟硫酸汽车装车系统存在的问题;紫金铜业有限公司采用了基于plc控制的发烟硫酸自动装车系统;该系统由一体式电磁流量计和带触摸屏的plc控制箱构成;汽车装车系统自动化改造后装车效率提高;工人劳动强度降低;并且避免了少装、多装现象;现场安全性大幅度提高;提出了进一步完善发烟硫酸自动装车系统的几项措施;
废硫酸裂解制酸装置转化工序技术改造
格式:pdf
大小:203KB
页数:3P
4.4
介绍了中国石油抚顺石化公司石油二厂废硫酸裂解制酸装置的运行情况及转化工序存在的问题。对该工序进行了技术改造:更换了转化反应催化剂,调整转化工序换热流程,增加了换热器,去掉转化混合器,同时增加了转化工序设备和管线的保温层厚度。改造后装置运行平稳,硫酸转化率达到设计值,并多生产硫酸520万t/a,排放尾气中so2的质量浓度低于960mg/m3,同时节约电耗100万kwh/a,实现了经济效益和环境效益的双增长。
衢州化工厂一○二分厂铝电介车间技术改造一期工程完成
格式:pdf
大小:117KB
页数:1P
4.3
衢州化工厂一○二分厂铝电解车间技术改造一期工程于去年8月正式投入生产。车间采用双层厂房建筑形式,烟气净化系统采用天窗、地面两套装置,用碱液循环
云浮某化工厂四万吨硫酸车间排渣系统的改造最新文档
化州化工总厂硫酸二系统转化工序技术改造简介
格式:pdf
大小:142KB
页数:1P
4.7
我厂硫酸二系统设计能力为20kt/a,文—泡—文水洗净化一转一吸流程。转化器φ3450mm,触媒装填量22m~3,转化器温度控制采用一、二段炉气冷激,三、四段空气冷激。经一年时间运行,产量一直达不到设计要求,特别是操作条件恶化,电耗较高。为此,我们进行了调查研究,并经过工艺计算得出结论,必须对转化工段进行改造,以改善操作条件,降低能耗。为了解决
工厂车间通风、空调系统的优化与改造
格式:pdf
大小:518KB
页数:4P
4.5
工厂车间通风、空调系统的运行效果会直接影响室内空气的成分和性质,进而影响产品质量和生产效率.本文对河南轮胎厂子午胎车间通风、空调系统存在的问题进行了分析和探讨,并结合现场测试结果,提出了优化和改造方案,经过运行调试,达到了满意的效果.
云硫化工厂磷肥尾气装置改造效果好
格式:pdf
大小:84KB
页数:1P
4.5
磷肥生产过程中会产生大量对人的呼吸道等有明显刺激作用的有害气体——sif4气体。为确保磷肥尾气达标排放,云硫化工厂早在2009年就对磷肥车间尾气装置进行了技术改造。改造后,磷肥装置尾气吸收采用两室(吸收室)两塔(喷杯塔、湍球塔)吸收工艺对sif4尾气进
云硫化工厂磷肥尾气装置改造效果好
格式:pdf
大小:76KB
页数:1P
4.5
磷肥生产过程中会产生大量对人的呼吸道等有明显刺激作用的有害气体——sif4气体。为确保磷肥尾气达标排放,云硫化工厂早在2009年就对磷肥车间尾气装置进行了技术改造。改造后,磷肥装置尾气吸收采用两室(吸收室)两塔(喷杯塔、湍球塔)吸收工艺对sir尾气进行吸收处理。当吸收室或吸收塔内氟水达到排放浓度时,便将之排至3个露天沉降池进行沉降。沉降后的上层清液氟水由废水泵打至磷肥装置氟水罐循环用于生产中。
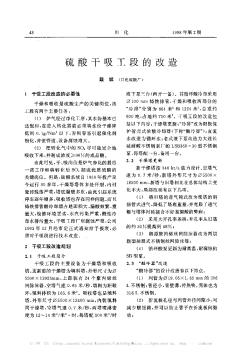
硫酸干吸工段的改造
格式:pdf
大小:288KB
页数:2P
4.4
1干吸工段改造的必要性干燥和吸收是硫酸生产的关键岗位,该工段有两个主要任务:(1)炉气经过净化工序,其水份基本已达饱和,在进入转化器前必须将水份干燥降低到0.1g/nm~3以下,否则容易引起催化剂粉化,并使管道、设备腐蚀增大。(2)把转化气中的so_3尽可能完全地吸收下来,并制成浓度≥98%的成品酸。由此可见,干、吸岗位是炉气净化的最后一道工序和将转化后so_3制成优质硫酸的关键岗位。但是,硫酸系统自1959年投产至今运行30多年,干燥塔塔体多处开裂,内衬瓷砖脱落严重,塔底漏酸多次,由此引起系统停车逐年增多,吸收塔也存在同样问题。而且
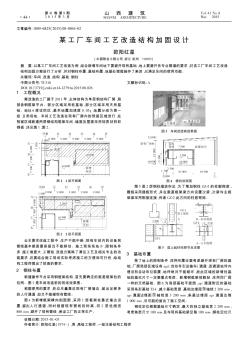
某工厂车间工艺改造结构加固设计
格式:pdf
大小:831KB
页数:2P
4.4
以某工厂车间工艺改造为例,结合新增车间地下要避开现有基础,地上要避开各专业管道的要求,对该工厂车间工艺改造结构加固方案进行了分析,并对钢柱布置、基础布置、地基处理措施作了阐述,以满足车间的使用功能。
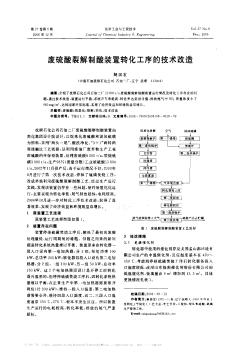
废硫酸裂解制酸装置转化工序的技术改造
格式:pdf
大小:431KB
页数:3P
4.4
介绍了抚顺石化公司石油二厂15600t/a废硫酸裂解制酸装置运行情况及转化工序存在的问题,通过技术改造,装置运行平稳,系统开车率提高,转化率达到设计值,排放尾气中so_2质量浓度小于960mg/m~3,达到国家环保标准,实现了经济效益和环境效益双增长。

国产F4管道补偿器在贵溪冶炼厂硫酸车间的使用情况
格式:pdf
大小:121KB
页数:3P
4.4
**资讯http://www.***.*** 硫酸工业1991年筘3期·23· 国产f:4管道补偿器在贵溪冶炼厂硫酸车间的使用情况
 大庆昊庆化工50万吨/年农用硫酸钾肥项目
大庆昊庆化工50万吨/年农用硫酸钾肥项目 大庆昊庆化工50万吨/年农用硫酸钾肥项目
格式:pdf
大小:29KB
页数:未知
4.4
该项目位于黑龙江省大庆市,由大庆昊庆化工有限公司投资建设,20万吨/年农用硫酸钾肥装置(二期建设30万吨/年农用硫酸钾肥装置);40万吨/年硫磺制硫酸装置;5万吨/年一氯甲烷装置。项目总投资100000万元。
云浮某化工厂四万吨硫酸车间排渣系统的改造相关
文辑推荐
知识推荐
百科推荐


职位:城市规划师
擅长专业:土建 安装 装饰 市政 园林


