

印度“东气西输”工程管线施工自动焊焊接工艺
格式:pdf
大小:855KB
页数:5P
人气 :96
 4.8
4.8
介绍了印度"东气西输"天然气管道工程焊接技术规范,针对管径1219mm、壁厚17.2mm的X70级管线,推行了NOREAST内焊机根焊+PAW2000型外焊机填充盖面和CRC内焊机根焊+CRCP260焊机热焊+CRCP600双焊炬填充盖面两种自动焊组合方案。实际施工应用表明,两种焊接组合焊接接头检验结果均满足相关规范要求,但各有其不同特点及适用性。



 印度东气西输工程CRC自动焊设备及焊接工艺
印度东气西输工程CRC自动焊设备及焊接工艺 印度东气西输工程CRC自动焊设备及焊接工艺
印度\"东气西输管道工程\"全长1380km,全线采用api5lx70级高强度钢管,管径φ1219mm(48英寸),三种壁厚17.2mm、20.7mm和25.4mm,中国石油天然气管道局承揽了其中的6个标段,共计1071.5km。工程中首次引进了crc的全套自动焊设备,该设备性能稳定且填充盖面采用双焊炬,提高了焊接效率,保证了焊接施工进度。管道局研究院焊接中心依据api1104标准及业主规范针对该设备进行了焊接工艺评定工作,为印度工程提供了高效且切实可行的工艺方案。介绍了crc自动焊设备,并结合工程特点,阐述其焊接工艺及其应用情况。

印度东气西输工程直径1219mm管道焊接工艺
印度东气西输天然气管道工程,管径1219mm(48in),管材钢级为api5lx70,工作压力10mpa。管道焊接技术规范是业主与美国环球咨询公司以api1104-2005标准为基础,参考astm、asme等标准共同编制的。文章介绍了该管道工程焊接工艺评定的主要规定,以及自保护药芯焊丝半自动焊工艺、英国noreast内焊机根焊+国产paw2000型外自动焊机填充盖面焊工艺、美国crc内焊机根焊+crcp260外自动焊机热焊+crcp600双炬外焊机填充盖面焊工艺在管道施工中的应用。
编辑推荐下载
铝合金MIG自动焊焊接工艺 铝合金MIG自动焊焊接工艺
格式:pdf
大小:715KB
页数:4P
4.7
研究了铝合金车体单丝和双丝mig自动焊的焊接方法,通过焊接对比试验,分析焊接接头的组织和力学性能,总结出两种焊接方法的最佳工艺参数。试验结果表明,双丝mig自动焊接具有焊接速度快、热输入小、焊缝组织晶粒细小均匀、接头力学性能良好、生产效率高等优点,适用于铝合金车体批量焊接生产。
大型储罐倒装自动焊焊接工艺 大型储罐倒装自动焊焊接工艺
格式:pdf
大小:61KB
页数:2P
4.5
在现代石油化工建设中,大型立式钢制储罐是石油化工行业非常重要的储运设备,在兰州—郑州—长沙成品油管道工程(郑州分输泵站)建设中,采用了大型储罐倒装自动焊施工工艺,该新工艺施工工期短、辅助用料少、安装质量好,并保证安全。
印度东气西输工程管线施工自动焊焊接工艺热门文档
铝合金厚板对接自动焊焊接工艺优化 铝合金厚板对接自动焊焊接工艺优化
格式:pdf
大小:184KB
页数:3P
4.6
在车钩座组成自动焊焊接过程中,射线探伤多次发现线性显示,通过宏观金相分析确认缺陷为焊缝侧壁未熔合,多次返修严重影响了工件的焊接质量及生产进度。本文结合常见的未熔合产生原因,同时将车钩座组成与车钩面板自动焊工艺进行对比,并进行了一系列的试验及分析,对车钩座自动焊工艺进行优化,最终通过优化车钩座自动焊焊缝填充分布和焊接参数等措施,基本上解决了车钩座自动焊的未熔合问题,射线探伤一次合格率提高到90%以上,提高了生产效率。

油气长输管道自动焊接工艺技术研究
格式:pdf
大小:132KB
页数:1P
4.7
为实现复杂施工环境下的管道自动焊接,利用自保护药芯焊丝具有较好的全位置焊接性、良好的脱渣性与电弧稳定性、未熔合缺陷低、无需保护气体、在风速小于8m/s时不需采用任何防风措施的优势。管道自动焊接系统整体性能稳定,焊接过程平稳,可有效提高焊接过程的连续性与稳定性,焊接接头的内在质量、外观成形、力学性能都满足管线的焊接标准要求,且焊接时不需防风棚,可有效降低管道焊接综合成本。
长输管线全焊接球阀焊接工艺慨述 长输管线全焊接球阀焊接工艺慨述
格式:pdf
大小:197KB
页数:未知
4.5
介绍了全焊接球阀阀体及焊接材料、焊接方法、焊接结构和焊接工艺,进行相关试验对焊接材料、结构及工艺优化和验证。
长输管线用全焊接球阀焊接工艺 长输管线用全焊接球阀焊接工艺
格式:pdf
大小:481KB
页数:3P
4.6
介绍了全焊接球阀阀体的焊接材料、焊接方法、焊接结构和焊接工艺,论述了通过相关试验对焊接材料、结构和工艺优化及验证。
长输管线全焊接球阀焊接工艺慨述
格式:pdf
大小:170KB
页数:7P
4.6
长输管线全焊接球阀焊接工艺慨述 上海沪工阀门厂2010-06-28 摘要:介绍了全焊接球阀阀体及焊接材料、焊接方法、焊接结构和焊接工艺,进行相关试验对 焊接材料、结构及工艺优化和验证。 关镇词:全焊接球阀;材抖;焊接工艺 一、前言 长输管线阀门是油气管道为实现集输、分输和调节输量,以及为实现站内循环、设备连通、倒 罐、越站及清管器收发等作业所使用的控制部件;既是保证管道运行安全的设备,又是进行管道输送 自动控制和运行调度的主要工艺设备。 在长输管线阀门中,尤以管线球阀使用居多。在国家重点管道工程中,主干线截断阀全部采用 进口大口径全焊接球阀,要求使用寿命必须达到30年及以上。支线及站场26in以下规格截断阀采 用分体式球阀。综观重点管道工程所采用的全焊接球阀,其主要特性有:①可靠性高,阀体具有足 够强度,外泄漏部位少,活动部件耐磨,在颊繁操作下能长期正常运行。②密封性好,
印度东气西输工程管线施工自动焊焊接工艺精华文档
长输管线全焊接球阀焊接工艺概述 长输管线全焊接球阀焊接工艺概述
格式:pdf
大小:741KB
页数:3P
4.4
介绍了全焊接球阀阀体及焊接材料、焊接方法、焊接结构和焊接工艺,进行相关试验对焊接材料、结构及工艺优化和验证。
自动焊焊接工艺评定Q235B
格式:pdf
大小:370KB
页数:22P
4.4
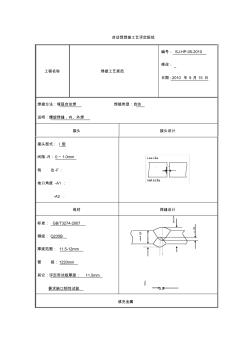
自动焊焊接工艺评定规范 工程名称焊接工艺规范 编号:sj-hp-05-2010 修改: 日期:2010年9月15日 焊接方法:埋弧自动焊焊接类型:自动 说明:螺旋焊缝,内、外焊 接头接头设计 接头型式:i型 间隙-r:0~1.0mm 钝边-f: 坡口角度-a1: -a2: 母材焊缝设计 标准:gb/t3274-2007 钢级:q235b 厚度范围:11.5-12mm 管径:1220mm 其它:评定用试板厚度:11.5mm 要求缺口韧性试验3.5 填充金属 11 .5 > 0 0- 2. 4 0- 3 焊接方法:saw(内焊)saw(外焊) 焊丝牌号:er50-6er50-6 规格:4.0mm4.0mm 焊剂型号:sj301sj301 焊接电流:750a800a 电弧电压:3

铝合金焊接工艺规范(半自动焊)
格式:pdf
大小:8.2MB
页数:80P
4.4
内部资料,严格保密 南车青岛四方机车车辆股份有限公司 二00九年六月 南车青岛四方机车车辆股份有限公司技术工程部 2009年6月第1版 铝合金焊接工艺规范 编制:汪认 校对:韩德成 审核:方喜风孟立春 批准:刘胜龙 wps编号形式如下: sfw-×-××× 说明: sfw:四方股份公司焊接工艺规范 分类代号: a--铝合金/电弧焊用; c--碳钢、低合金钢/电弧焊用 s--不锈钢/电弧焊用 r—电阻焊用 顺序号:001~999 前言 为规范wps的编制,根据iso15609-1规定的内容,相应制定了wps模板
锅筒环缝石棉衬垫法埋弧自动焊焊接工艺 锅筒环缝石棉衬垫法埋弧自动焊焊接工艺
格式:pdf
大小:223KB
页数:3P
4.3
在锅炉的焊接生产过程中,埋弧自动焊以较高的焊接生产效率和稳定的焊接质量,得到了广泛的应用。在锅炉锅筒的焊接生产中,对手工电弧焊工艺和埋弧自动焊工艺进行了对比分析;在传统的埋弧焊衬垫工艺基础上,提出了锅筒环缝的石棉衬垫法埋弧自动焊焊接工艺,并进行了焊接坡口的优化设计,设计了简易而实用的衬垫工装;在进行焊接工艺评定后,成功地应用于焊接生产,提高了生产效率,保证了焊接质量。
印度东气西输工程管线施工自动焊焊接工艺最新文档
万箱船厚板埋弧自动焊焊接工艺 万箱船厚板埋弧自动焊焊接工艺
格式:pdf
大小:75KB
页数:未知
4.4
文章总结了万箱船厚板埋弧自动焊焊接工艺,通过控制焊接参数及焊接工序减小厚板埋弧自动焊易变性、易产生裂纹的缺陷,提高焊缝一次成功率。
PWT自动根焊+药芯半自动焊管道焊接工艺 PWT自动根焊+药芯半自动焊管道焊接工艺
格式:pdf
大小:857KB
页数:6P
4.3
结合长输管道工程实践,分析并研究了国内外不同的管道焊接工艺。提出了pwt自动根焊+药芯半自动焊的管道新型焊接工艺。试验研究和应用实践的结果表明,该新型焊接工艺性能优异,焊接质量上乘,焊接速度快,经济效益显著,具有推广使用价值。
油气管线全自动焊焊接施工工艺 油气管线全自动焊焊接施工工艺
格式:pdf
大小:174KB
页数:2P
4.4
针对材质为x80管线钢的油气管线,详细介绍了其焊接过程、焊机调试和焊后保温措施等工艺步骤及质量控制点,对于保证油气管线施工质量具有参考价值。
 小直径管内壁自动堆焊焊接工艺
小直径管内壁自动堆焊焊接工艺 小直径管内壁自动堆焊焊接工艺
格式:pdf
大小:236KB
页数:4P
4.7
对规格在φ60mm~φ500mm范围内,材质为15crmo的加强管内壁采用不锈钢自动堆焊方法,并对其进行焊接工艺试验与分析,得到较理想的堆焊工艺参数,解决了手工堆焊该材料小管费时耗料成形差等难题,并将此焊接工艺运用在产品的制造中。

镀锌钢管的焊接特点及焊接工艺-焊接工艺的特点
格式:pdf
大小:8KB
页数:4P
4.7
镀锌钢管的焊接特点及焊接工艺 镀锌钢广泛运用于各行各业,采用镀锌钢的好处是利用在空气中能够形成致密氧 化物保护层的金属锌来保护内部的钢结构。在被焊接、划伤的情况下,由于zn-fe 原电池的存在,相对活泼的镀锌部分可以作为牺牲阳极,延缓钢铁的锈蚀,耐腐 蚀性良好。然而由于镀锌层的存在,在焊接中容易产生裂纹、气孔、夹渣,较难 得到良好的焊接质量。 镀锌钢一般是在低碳钢外镀一层锌,镀锌层一般在20um厚。锌的熔点在419°c, 沸点908°c左右。在焊接中,锌熔化成液体浮在熔池表面或在焊缝根部位臵。 锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成 “液体金属脆化”。同时,锌与铁可形成金属间脆性化合物,如fe3zn10、fezn10 等。这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。如果焊接角 焊缝,尤其是t形接头的角焊缝最容易产生
平地机前机梁自动焊接工艺研究与应用 平地机前机梁自动焊接工艺研究与应用
格式:pdf
大小:213KB
页数:未知
4.4
平地机前机梁的结构特别,焊缝尺寸长,成型要求高:传统的手工焊接较难保证焊缝的均一连续性和外观质量,同时对整体焊接变形问题无法有效控制并解决.本文介绍了一种自动焊接的先进工艺方法,提出采用数控焊接专机进行焊接,合理设置焊接工艺参数,严格控制整个焊接工艺过程,很好的解决了以上出现的问题,保证了前机粱的制作质量,同时将生产效率提高了近40%.
长输管道的焊接工艺分析 长输管道的焊接工艺分析
格式:pdf
大小:197KB
页数:未知
4.8
长输管道的焊接质量关系到投入后运行的稳定性和经济性。主要是从施工现场对长输管道焊接的相关要求出发,从手工电弧焊、半自动下向焊和自动焊三个方面的工艺进行探讨,寻求低成本、高效、安全的施工工艺。
浅析长输管道常用焊接工艺 浅析长输管道常用焊接工艺
格式:pdf
大小:90KB
页数:未知
4.4
1长输管道的焊接特点及焊接要求长输管道线路长、跨度大,自然条件变化大,焊接施工作业条件相对较差,焊接质量受环境因素影响比较大。长输管道焊接自动化应用程度要比在工厂内焊接低得多,在野外作业焊接质量受焊接操作工的熟练程度和经验影响程度比较大。针对长输管道焊接施工的特殊性,

工艺管线管道焊接工艺卡
格式:pdf
大小:320KB
页数:9P
4.5
*********制冷工程有限公司 焊接工艺卡 产品名称工艺管线产品图号接头名称对接工艺评定编号hpz13-1/13-2工艺卡号hgy16-1 接头简图: 材质20# 焊材 及 辅助 材料 名称牌号规格烘烤℃保温h用量 kg 规格φ57*3.5 焊丝er50-6φ2.5 焊条thj422φ3.2200℃1-2小时 焊接位置水平方向 焊接方法gtaw+smaw 探伤要求射线探伤iii级合格 焊接方法电源种类 焊缝 层次 焊材牌号 焊材直径 (mm) 焊接电流 (a) 电弧电压 (v) 焊接速度 (cm/min) 气体流量 (l/min) 工艺要求焊接过程说明 gtaw直流1er50-6φ2.5130-14017-196-8坡口加工机械 smaw直流1thj422φ3.290-1
印度东气西输工程管线施工自动焊焊接工艺相关
文辑推荐
知识推荐
百科推荐


职位:幕墙设计师
擅长专业:土建 安装 装饰 市政 园林


