

A269-04一般设备用无缝和焊接奥氏体不锈钢管中文版
格式:pdf
大小:495KB
页数:7P
人气 :59
 4.6
4.6
一般设备用无缝和焊接奥氏体不锈钢管 A 269 – 04 本标准以固定标准号 A269 发布。紧接标准号的数字表示初版批准的年份;如为 修订版,则表示最近一次修订的年份。括号内的数字表示最近一次重新确认的年份。 右上标()表示最近一次修订或重新确认后所作的编辑性更改。 本规范已由国防部有关机构采用。 1. 范围 1.1 本规范适用于通常防腐蚀、过热、过冷设备的名义壁厚不锈钢管,如表 1所示。 1.2 管内径 6.4mm或更大,名义壁厚 0.51mm或更厚。 1.3 机械性能不适用于内径小于 1/8英寸或者壁厚小于 0.015英寸的管。 注 1:其余的试验要求可以向 ASME B31.3 申请使用。 1.4 非强制性的附属要求应当在订单中陈述清楚。 1.5 本规范以英寸 -磅单位为标准。 2. 引用文件 ASTM 标准 A262 磁粉探伤不锈钢管的应用。 A370 钢产品机械性能试验方法和





编辑推荐下载
ASTM卫生设施用无缝钢和焊接奥氏体不锈钢管中文版
格式:pdf
大小:79KB
页数:11P
4.5
a270–03a 卫生设施用无缝和焊接奥氏体和铁素体/奥氏体不锈钢钢管 标准规范 本标准规范以固定编号a270b颁发。紧接编号的数字表示最初通过的年份。如经修订,则表 示最近修订的年份,括号内的数字表示重新审定的年份。上标字母(e)表示最新修订或批准的 编辑上的变更。 本规范经国防部有关机构批准使用。 1.范围* 1.1标准适用于可用于日用和食品工业及有特殊表面要求的无缝、焊 接、急冷处理过的奥氏体铁素体/奥氏体不锈钢卫生用管。医用质量 用管可按补充要求。 1.2本标准使用最大外径尺寸为(含)12英寸(304.8mm)钢管。 1.3采用英寸-磅单位作为标准计量单位。 1.4提供了可选择的补充要求,当其中的一项或多项符合时,每一项 应该标明顺序。 2.引用文件 2.1astm标准:2 a262适用对奥氏体不锈钢进行晶间腐蚀来探测磁化
一般设备用无缝和焊接奥氏体不锈钢管中文版热门文档
ASTM-A270-03a_卫生设施用无缝钢和焊接奥氏体不锈钢管(中文版)
格式:pdf
大小:2.8MB
页数:11P
4.5
ASTM-A270-03a_卫生设施用无缝钢和焊接奥氏体不锈钢管(中文版)
 奥氏体不锈钢管焊接工艺探究
奥氏体不锈钢管焊接工艺探究 奥氏体不锈钢管焊接工艺探究
格式:pdf
大小:1.7MB
页数:2P
4.4
奥氏体不锈钢的焊接要求非常严格,不仅焊缝内部不能出现任何微观或者宏观的超标缺陷,而且要能在实现各种使用性能以及力学性能的前提下,变形和收缩量要控制在一定范围内,所以有较大的焊接难度。本文就围绕奥氏体不锈钢管的焊接工艺展开讨论。



一般用途的无缝和焊接不锈钢管规范
格式:pdf
大小:54KB
页数:5P
4.4
文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持. 1 astm:a269-94a 一般用途的无缝和焊接不锈钢管规范 1.范围 1.1这个规范含盖了在名义壁厚下的耐腐蚀、耐高低温用途的不锈钢管(如表格1所示)。 1.2参照这个规范所生产的不锈钢管的范围如下:内径1/4英寸(6.4mm)以上,壁厚 0.020英寸(0.51mm)以上。 1.3对机械性能的要求不适用于内径小于1/8英寸(3.2mm)或者壁厚小于0.015英寸 (0.38mm)的管子。 1.4当有需要对这些条款进行增补时,所增补的每一条内容都需在定单上面注明。 1.5请注意,在规范中出现的均为英制单位。 2.参考文献 2.1astm标准 a262---测定奥氏体不锈钢晶间破坏敏感性的标准方法 a370---钢铁产品机械性能的力学试验方法及定义 a450/a
一般设备用无缝和焊接奥氏体不锈钢管中文版精华文档
碳钢和奥氏体不锈钢管道焊接焊材选用分析 碳钢和奥氏体不锈钢管道焊接焊材选用分析
格式:pdf
大小:205KB
页数:3P
4.4
对某管道在安装监督检验中发现的异种钢焊接焊材选用问题进行了讨论和分析,提出了合理的异种钢焊材选用方法。碳钢与奥氏体不锈钢焊接选用25-13型焊材是比较适宜的。建议作出规定,在氧气管道异种钢焊接时不得选用18-8型焊材;对采用18-8型焊材焊接的在用氧气管道异种钢焊接接头加强在用监检力度,以保证氧气管道的安全运行。
埋弧自动焊在奥氏体不锈钢管道焊接中的应用要点 埋弧自动焊在奥氏体不锈钢管道焊接中的应用要点
格式:pdf
大小:1.8MB
页数:4P
4.4
采用工厂化加工、自动化焊接进行高压管道的预制,是体现施工单位管道预制能力、提高高压管道施工效率和降低高压管道施工成本的一个重要举措。我公司在石家庄炼化260万吨/年柴油加氢工程施工中采用管道埋弧自动焊预制奥氏体不锈钢高压管道,在其施工质量、进度、成本等方面都取得了良好的效果。本文主要介绍不锈钢埋弧自动焊工艺及应用注意事项。
熔化极气体保护焊焊接奥氏体不锈钢管 熔化极气体保护焊焊接奥氏体不锈钢管
格式:pdf
大小:196KB
页数:3P
4.8
石油化工、煤化工项目安装工程中,奥氏体不锈钢管道的安装占有相当大的比重,本文就奥氏体不锈钢管道施工中应用熔化极气体保护焊技术进行可行性分析,详细介绍熔化极气体保护焊工艺以及操作技术。
小直径奥氏体不锈钢管的氧-乙炔气焊焊接工艺 小直径奥氏体不锈钢管的氧-乙炔气焊焊接工艺
格式:pdf
大小:97KB
页数:1P
4.5
本文介绍了小直径奥氏体不锈钢管氧-乙炔气焊的特点和相应的氧-乙炔气焊的焊接工艺,通过在生产中实际中应用,焊接的小直径奥氏体不锈钢管接头完全能够满足生产的使用要求,所选用的焊接材料和焊接工艺参数是可行的,为今后不锈钢材料的氧-乙炔气焊积累了实践经验。
奥氏体不锈钢管子-管板焊接熔敷顺序的研究 奥氏体不锈钢管子-管板焊接熔敷顺序的研究
格式:pdf
大小:564KB
页数:3P
4.3
分析了奥氏体不锈钢换热管与管板焊接的熔敷顺序,采用相同的母材材质和规格、相同的焊接参数,分别采用先自熔后填丝、先填丝后自熔以及单层焊(填丝)三种熔敷顺序进行了焊接试验。并通过对三种焊缝接头的角测量实验、宏微观试验、铁素体试验以及拉脱力试验等对比试验发现,如果采用先自熔后填丝的熔敷顺序,第一层电弧直接对坡口根部加热,有利用根部熔合和增加熔深,保证密封性能,第二层填丝方式可以保证接头的强度;而先填丝后自熔熔敷顺序的优点是第一层保证接头性能和密封性,第二层电弧可以优化第一层焊缝,同时修饰焊缝,焊缝成形美观。无论哪一种熔敷顺序,都可以满足管子-管板焊接的标准要求。
一般设备用无缝和焊接奥氏体不锈钢管中文版最新文档
加氢装置TP321奥氏体不锈钢管焊接工艺 加氢装置TP321奥氏体不锈钢管焊接工艺
格式:pdf
大小:716KB
页数:3P
4.7
结合某石化厂260万吨/年柴油加氢装置用tp321奥氏体不锈钢管焊接施工实践,对焊接tp321奥氏体不锈钢的焊缝及热影响区进行分析,通过焊材的选择,防止焊缝及热影响区出现晶间腐蚀和热裂纹倾向,同时提出了焊接工艺和焊后稳定化热处理的控制措施。

A270-03奥氏体不锈钢管焊接标准新
格式:pdf
大小:58KB
页数:6P
4.6
designation:a270–03a standardspeci?cationfor seamlessandweldedausteniticandferritic/austenitic stainlesssteelsanitarytubing1 thisstandardisissuedunderthe?xeddesignationa270;thenumberimmediatelyfollowingthedesignationindicatestheyearof originaladoptionor,inthecaseofrevision,theyearoflastrevision.anumberinparenthesesindicatestheyearoflastreapprova
奥氏体不锈钢管道氮气保护焊接技术 奥氏体不锈钢管道氮气保护焊接技术
格式:pdf
大小:361KB
页数:4P
4.5
介绍了奥氏体不锈钢管道焊接采用氮气保护的焊接方法及工艺;对焊接区气体保护装置的结构、气体纯度的检验及焊接后焊缝色泽的合格标准,均进行了较详细的阐述。工程实践表明,该焊接方法用于奥氏体不锈钢管道的焊接是可行的,且经济效益较好。
1Cr18Ni9Ti奥氏体不锈钢管焊接工艺 1Cr18Ni9Ti奥氏体不锈钢管焊接工艺
格式:pdf
大小:86KB
页数:1P
4.7
1cr18ni9ti钢材由于cr元素含量较高,焊接时极易氧化。1cr18ni9ti奥氏体不锈钢管焊接时,当采用tig焊焊接,由于管材焊缝背部的高温金属无法进行有效保护,焊缝背部的高温金属与空气中的氧产生剧烈反应,导致焊缝根部的严重氧化和烧损。本文采用tig焊进行焊接,可有效避免焊缝根部氧化,实现焊接。
ASTMA789A789M通用无缝与焊接铁素体奥氏体不锈钢管
格式:pdf
大小:32KB
页数:2P
4.4
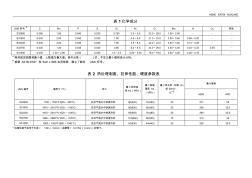
asmesa789sunlake 表1化学成分 uns标号bcmnpssinicrmoncu其他 s329000.0801.000.0400.0300.7502.5~5.023.0~28.01.00~2.00⋯⋯⋯ s318030.0302.000.0300.0201.004.5~6.521.0~23.02.50~3.500.08~0.20⋯⋯ s322050.0302.000.0300.0201.004.5~6.522.0~23.03.00~3.500.14~0.20⋯⋯ s327500.0301.200.0350.0200.806.0~8.024.0~26.03.00~5.000.24~0.320.50⋯ s315000.0301.20~2.000.0300
ASTMA789A789M通用无缝与焊接铁素体奥氏体不锈钢管 (2)
格式:pdf
大小:32KB
页数:2P
4.7
asmesa789sunlake 表1化学成分 uns标号bcmnpssinicrmoncu其他 s329000.0801.000.0400.0300.7502.5~5.023.0~28.01.00~2.00⋯⋯⋯ s318030.0302.000.0300.0201.004.5~6.521.0~23.02.50~3.500.08~0.20⋯⋯ s322050.0302.000.0300.0201.004.5~6.522.0~23.03.00~3.500.14~0.20⋯⋯ s327500.0301.200.0350.0200.806.0~8.024.0~26.03.00~5.000.24~0.320.50⋯ s315000.0301.20~2.000.0300
一般设备用无缝和焊接奥氏体不锈钢管中文版相关
文辑推荐
知识推荐
百科推荐


职位:岩土勘察总工程师
擅长专业:土建 安装 装饰 市政 园林


