

异壁90°弯头应用消失模铸造工艺研究
格式:pdf
大小:626KB
页数:4P
人气 :51
 4.7
4.7
论述ZGMn13Cr2Mo异壁 90°弯头的消失模铸造生产技术及控制要点 ,着重对生产中出现的问题———浇注系统的位置设置、涂料的选用及主要铸造缺陷的预防给予解释 ,并提出相应的工艺措施



阳极钢爪消失模铸造工艺
阳极钢爪消失模铸造工艺 一、零件分析 电解铝用阳极钢爪也叫电解爪,有平行三爪,四爪,立体四爪,六爪, 八爪,双阳极钢爪等型号,霍林郭勒现场阳极钢爪为四爪。阳极钢爪是点解 铝工业的重要导电部件,与铝导杆,阳极碳块一同组成阳极导杆组,作为电 解池的阳极,电解铝。 二、浇铸工艺分析 结合砂箱尺寸于阳极钢爪的零件尺寸,选取一箱两件的浇铸方案,霍林 郭勒地区铸造厂有采用底浇工艺的,即阳极钢爪的四个爪子向上,各个爪子 上安放冒口,用于补缩。结合生产,此类浇铸方案的优点在于补缩效果明显, 钢爪不易出现缩孔,缩松等铸造缺陷,但是,此类浇铸方法缺点明显,1、 埋箱耗时费力,把钢爪埋好后需要刮掉爪子底部的涂料并涂刷热胶,然后安 放冒口,如若冒口安放位置偏离极易造成四爪变形,不在同一直线上,造成 废品;2、后期处理较为复杂,要割掉各个冒口后上铣床,费时费力;3、最 为重要的是此种浇铸方案出品率低,造成
编辑推荐下载
大型复杂箱体件的消失模铸造工艺
格式:pdf
大小:77KB
页数:4P
4.6
478 第十二届全国铸造年会暨2011中国铸造活动周论文集 大型复杂箱体件的消失模铸造工艺 张俊祥,范随长,郭亚辉,袁书仓,程俊伟,陈莉,郑予溶,桑培 (中国一拖集团有限公司工艺材料研究所,河南洛阳471004) 摘要:选择合适的工艺参数,把消失模铸造工艺应用到大型复杂箱体件齿轮箱的生产上,简化了操作, 节省了大量树脂砂,提高了铸件质量和精度。 关键词:消失模铸造;灰铸铁;大型复杂箱体件 消失模铸造工艺从其自身的工艺特点来看,较适宜的材质为灰铸铁。而最适合的铸件种类为结构 复杂(尤其是具有复杂内腔)、模样不易分型、造型困难、需要使用大量砂芯的铸件[1]。这类铸件能充分 体现消失模铸造工艺的优越性和经济效益。正因为如此,各种箱(壳)体类灰铁铸件在消失模铸造工艺 中得到了广泛应用。我公司采用消失模铸造工艺成功生产了齿轮箱体铸件。 1产品简介
90°弯头
格式:pdf
大小:86KB
页数:3P
4.7
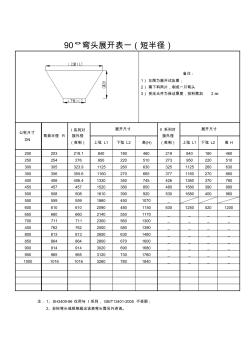
90°弯头展开表一(短半径) 备注: 1)左图为展开试压图; 2)需下料两片,制成一只弯头 3)受压元件为保证厚度,投料需加2㎜ 公称尺寸 dn 弯曲半径r i系列对 接外径 (英制) 展开尺寸ii系列对 接外径 (英制) 展开尺寸 上弦l1下弦l2高(h)上弦l1下弦l2高h 200203219.1840180460219840180460 250254276950220510273950220510 300305323.911252606303251125260630 350356355.611602706653771160270665 400406406.413303507454261360370780 450457457152038
异壁90°弯头消失模铸造工艺研究热门文档
空调压缩机机座的消失模铸造工艺
格式:pdf
大小:419KB
页数:2P
4.4
针对消失模铸造空调压缩机机座时通常出现的粘砂、冷隔、晶粒网纹、成品率低等问题,采用一种新型、醇基、高强度、高透气性涂料以及优化的工艺系统设计,探索出一套适合于空调压缩机机座的消失模铸造工艺,可成功地用于空调压缩机机座的批量生产。
 球墨铸铁固定座的消失模铸造工艺
球墨铸铁固定座的消失模铸造工艺 球墨铸铁固定座的消失模铸造工艺
格式:pdf
大小:33KB
页数:2P
4.5
总结了消失模铸造球墨铸铁固定座铸件的研制经验,提出了消失模铸造球墨铸铁qt500-8铸件控制的造型工艺、铸造工艺、化学成分和熔炼工艺等主要工艺参数。经金相组织和力学性能检验,达到用户质量要求。
灰铸铁柴油机气缸盖消失模铸造工艺 灰铸铁柴油机气缸盖消失模铸造工艺
格式:pdf
大小:848KB
页数:8P
4.5
运用cad/cam一体化复合建模与数控编程技术,研究并开发了直列四缸、二气门下置凸轮、无铜套喷油器、铸铁材质的柴油机气缸盖消失模铸造工艺。通过优化设计产品结构、铸造环节流程工艺和采用性能更佳的铸铁材料,每台缸盖重量与同类产品普通砂型铸件相比减轻了6.0kg。
灰铸铁和铝合金消失模铸造工艺的差异性 灰铸铁和铝合金消失模铸造工艺的差异性
格式:pdf
大小:872KB
页数:4P
4.4
以公司重型变速器壳体为例,结合多年生产经验,分析并讨论了不同的材质(灰铸铁和铝合金)在消失模铸造工艺中的差异性。从原材料预发泡、白模成型、粘接、涂层及造型等不同方面进行研究,结果表明:灰铸铁和铝合金消失模铸造工艺差异性较大,应因地制宜,根据材质不同采用不同的设备和工艺参数,达到生产需要,为同行提供借鉴经验。
异壁90°弯头消失模铸造工艺研究精华文档
球墨铸铁主传动器壳体消失模铸造工艺 球墨铸铁主传动器壳体消失模铸造工艺
格式:pdf
大小:444KB
页数:4P
4.7
介绍了用消失模工艺生产球墨铸铁主传动器壳体的工艺过程。为便于安装拆卸,铸件上下两段分开制作模具;采用阶梯式浇注系统,冒口为80mm长、50mm宽、90mm高的长方体;采用雨淋式加砂法,浇注时铸型抽成负压。试样检测结果:抗拉强度为462~487mpa,伸长率在12%~16%;基体中铁素体体积分数占95%左右,球化率达2~3级,满足铸件技术要求。
三通管的消失模铸造工艺及生产线设计.介绍
格式:pdf
大小:2.9MB
页数:26P
4.8
第一章消失模铸造技术的现状 消失模铸造技术是用泡沫塑料(eps、stmma等)制成与铸件结构、尺寸 完全一样的模样,经处理后埋入砂箱内紧实,并浇入金属液使模样受热气化分解 而被金属液取代的一次性成型铸造新工艺。本章简要的综述了消失模铸造技术的 现状,包括了消失模铸造发展概述、工艺流程及特点、工艺的优缺点和消失模铸 造技术的适用性和经济性等,目的在于对消失模铸造技术有个较全面而又系统的 了解,以便为消失模铸造设计提供便捷。 1.1消失模铸造发展概述 消失模铸造完美的将“磁型铸造”和“v法铸造”的优势集于一体,1956年 美国人h.f.shoyer开始了将聚苯乙烯泡沫塑料用于铸造的实验,并获得成果,人 们对此便产生了极大的研究兴趣。1958年h.f.shoyer把自己的这项专利对外公布 并称之为“无型腔铸造”。金属雕像和艺术品铸件的制造最先都是应用这个工艺, 多
大型铸态珠光体球墨铸铁消失模铸造工艺探究 大型铸态珠光体球墨铸铁消失模铸造工艺探究
格式:pdf
大小:1.4MB
页数:3P
4.5
通过选择和控制铁液的化学成分,采用合金化及合理的孕育工艺,在冲天炉生产条件下,采用实型铸造工艺,成功地生产出大型铸态珠光体球墨铸铁毛坯,其本体性能达到甚至超过了qt600—3的性能标准,满足了客户的产品技术条件及使用要求。
干砂消失模铸造工艺过程及铸件质量控制 干砂消失模铸造工艺过程及铸件质量控制
格式:pdf
大小:510KB
页数:5P
4.7
总结了干砂消失模铸造技术的研制经验,探讨了主要工艺因素对消失模铸造工艺过程的影响,介绍了典型铸件的干砂消失模铸造工艺和技术经济效果
各种90°弯头规格大全
格式:pdf
大小:6KB
页数:4P
4.6
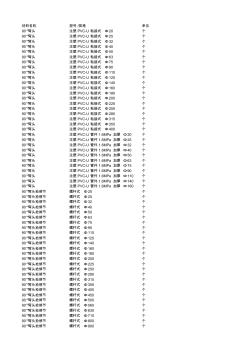
材料名称型号/规格单位 90°弯头注塑pvc-u粘接式ф20个 90°弯头注塑pvc-u粘接式ф25个 90°弯头注塑pvc-u粘接式ф32个 90°弯头注塑pvc-u粘接式ф40个 90°弯头注塑pvc-u粘接式ф50个 90°弯头注塑pvc-u粘接式ф63个 90°弯头注塑pvc-u粘接式ф75个 90°弯头注塑pvc-u粘接式ф90个 90°弯头注塑pvc-u粘接式ф110个 90°弯头注塑pvc-u粘接式ф125个 90°弯头注塑pvc-u粘接式ф140个 90°弯头注塑pvc-u粘接式ф160个 90°弯头注塑pvc-u粘接式ф180个 90°弯头注塑pvc-u粘接式ф200个 90°弯头注塑pvc-u
异壁90°弯头消失模铸造工艺研究最新文档

 如何提高90°弯头耐功率性能
如何提高90°弯头耐功率性能 如何提高90°弯头耐功率性能
格式:pdf
大小:232KB
页数:3P
4.5
分析了90°弯头的结构工艺特点及影响弯头耐功率性能的系统因素,提出两种改进方案,分别详述了两种改进方案的设计、实现及验证过程,在不增加外形尺寸、不改变接口尺寸、不影响互换性的情况下,低成本地实现了90°弯头耐功率性能的提高。
![90°弯头内壁整体堆焊[1]](https://files.zjtcn.com/group1/M00/7F/F6/CgoBZ2A9t_qAD_oIAABKdwdKVoU981.jpg)
90°弯头内壁整体堆焊[1]
格式:pdf
大小:192KB
页数:6P
4.7
制 造 与 安 装 90°弯头内壁整体堆焊 张圆磊 (上海石化机械制造有限公司,上海 200540) 摘 要:90°弯头的内壁堆焊是加氢反应器的制造难点之一。目前通常是采取将90°弯头分为3段, 各段分别堆焊后装配在一起,再对连接缝进行组焊和堆焊的制造工艺。该工艺不仅繁琐,而且质量 不易控制。为了解决这个制造难题,在现有堆焊设备和焊接变位机的基础上,通过开发一些简单的 辅助工装,成功实现了90°弯头的内壁整体堆焊。并详细介绍了90°弯头的制造难点、内壁整体堆 焊的原理及对辅助工装的要求。 关键词:90°弯头;堆焊;12cr2mo1r;药芯焊丝熔化极气体保护焊;焊接 中图分类号:th16;tg455 文献标识码:b 文章编号:1001-4837(2013)07-0072-05 doi:10.3969/j.issn.1001-4837.2013
90°弯头下料查表法
格式:pdf
大小:20KB
页数:2P
4.7
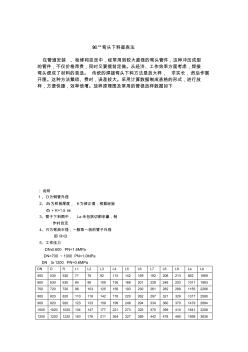
90°弯头下料查表法 在管道安装、检修和技改中,经常用到较大直径的弯头管件,这种冲压成型 的管件,不仅价格昂贵,同时又要提前定做。从经济、工作效率方面考虑,焊接 弯头便成了材料的首选。传统的焊接弯头下料方法是放大样,求实长,然后作展 开图。这种方法繁琐、费时,误差较大。采用计算数据制成表格的形式,进行放 样,方便快捷,效率倍增。放样原理图及常用的管径放样数据如下 :说明 1、d为钢管外径 2、δ为样板厚度,k为修正值,根据经验 δ+k=1.5㎜ 3、管子下料图中,la未包括切割余量,制 作时自定 4、r为弯曲半径,一般取一倍的管子外径 即r=d 5、工作压力 dn≤600pn=1.6mpa dn=700~1000pn=1.0mpa dn≥1200pn=0.6mpa dndrl1l2l3l4l5l6l7l8l9
 90°弯头车镗两用夹具
90°弯头车镗两用夹具 90°弯头车镗两用夹具
格式:pdf
大小:114KB
页数:未知
4.6
我厂加工90°弯头两端时,曾使用美国工装夹具,存在装夹不便、加工稳定性不好等缺点,为此,我们重新设计了一套夹具,为车镗两用。加工精度高,调整方便。夹具有三面互相垂直的外框4(附图),工件装在两个互相垂直的v形架5上,用3根夹紧横梁3上的螺钉固紧,将a面座于镗床的工作台上,调整好位置后,紧靠b面在工作台上安装两个定位块(用镗床压板代替即可)。此时便可加工弯头的一个端面,加工
异壁90°弯头消失模铸造工艺研究相关
文辑推荐
知识推荐
百科推荐


职位:一级建造师
擅长专业:土建 安装 装饰 市政 园林


