

新型节能电火花加工脉冲电源的脉冲发生器
格式:pdf
大小:341KB
页数:4P
人气 :78
 4.7
4.7
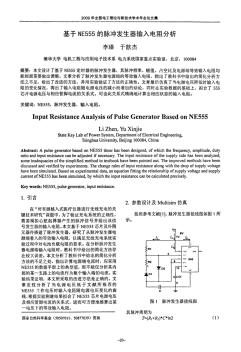
循环叠加斩波式节能电火花加工脉冲电源的主要特点是不含有传统脉冲电源的限流电阻和多数节能脉冲电源使用的储能电感,采用功率开关管不完全导通的方法,通过对每只功率开关管的斩波电流进行循环叠加来产生电火花加工脉冲。对功率开关管进行循环叠加斩波控制时,根据各档延迟时间是最小延迟时间整数倍的特点,对脉冲发生器的逻辑进行巧妙的优化设计,可以大大节省PLD内部的资源。在该电源所选电路规格的情况下大约只占用了优化前常规方法所占资源的1/8,避免了硬件资源的浪费,降低了成本。



脉冲电源设计
编号 基本技能实习(作品) 脉冲电源设计 学院名称 专业名称 学生姓名 学号 指导教师 2017年1月3日 目录辽宁工业大学工程硕士专业学位论文 摘要 关键词:网络技术;在线考试;浏览器/服务器模式;jsp;sqlserver2000 电源设备用以实现电能变换和功率传递,是各种电子设备正常工作的基础。而脉冲 电源由于具有断续供电的特性,在电火花加工、脉冲电镀、电弧焊接、高功率激光泵、 高频脉冲感应加热、工业废气处理、脉冲电解污水处理、静电除尘、臭氧制取和表面热 处理等领域获得了广泛的应用。应用领域不同,对脉冲电源的性能和特征参数的要求就 存在差别,因而实现方法也各异。论文在考察了多种脉冲电源的特点和实现方法后,自 行研制了一种幅值、频率、占空比可调的新型智能化高频脉冲电源,具有广泛的工程应 用前景和理论学术意义 论文采用直流斩波原理,利用体积小
编辑推荐下载
电火花加工的常用术语
格式:pdf
大小:39KB
页数:3P
4.7
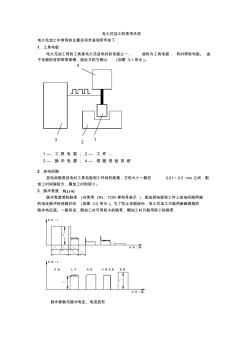
电火花加工的常用术语 电火花加工中常用的主要名词术语和符号如下: 1.工具电极 电火花加工用的工具是电火花放电时的电极之一,故称为工具电极,有时简称电极。由 于电极的材料常常是铜,因此又称为铜公(如图3-1所示)。 2.放电间隙 放电间隙是放电时工具电极和工件间的距离,它的大小一般在0.01~0.5mm之间,粗 加工时间隙较大,精加工时则较小。 3.脉冲宽度ti(μs) 脉冲宽度简称脉宽(也常用on、ton等符号表示),是加到电极和工件上放电间隙两端 的电压脉冲的持续时间(如图3-2所示)。为了防止电弧烧伤,电火花加工只能用断断续续的 脉冲电压波。一般来说,粗加工时可用较大的脉宽,精加工时只能用较小的脉宽 脉冲参数与脉冲电压、电流波形 4 123 1—工具电极;2—工件; 3—脉冲电源;4—伺服进给系
 混粉、常规电火花加工通用储液箱的研制
混粉、常规电火花加工通用储液箱的研制 混粉、常规电火花加工通用储液箱的研制
格式:pdf
大小:477KB
页数:3P
4.7
利用水力旋流器对固体颗粒的分级、分离功能,设计了一种既能用于常规电火花加工又能用于混粉电火花镜面加工的通用型储液箱。
新型节能电火花加工脉冲电源的脉冲发生器热门文档
微细电火花加工技术的研究进展 (2)
格式:pdf
大小:2.0MB
页数:5P
4.3
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***

微细电火花加工技术的研究进展
格式:pdf
大小:2.0MB
页数:5P
4.3
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
新型节能电火花加工脉冲电源的脉冲发生器精华文档
电极材料在电火花加工中对加工速度的影响 电极材料在电火花加工中对加工速度的影响
格式:pdf
大小:125KB
页数:2P
4.8
在电火花加工中,工具电极材料的选择非常重要,它不仅影响到电火花加工的稳定性,还影响到电火花的加工速度和工具电极的损耗。不同工具电极加工速度之所以不同,其原因在于能量在工具电极和工件间的分配比例不同,这点有关资料及教材都有定论。为什么会分配不同,却少有文章详细阐述,现就电火花加工中就常用的紫铜电极和石墨电极在加工铜时加工速度的差别及原因提出个人观点。
电火花加工常用名词、术语及符号
格式:pdf
大小:53KB
页数:5P
4.7
1、放电间隙:放电间隙指加工时工具和工件之间产生火花 放电的一层距离间隙。在加工过程中,则称为加工间隙s, 它的大小一般在0.01-0.5mm之间,粗加工时间隙较大,精加 工时则较小。加工间隙又可分为端面间隙sf和侧面间隙sl (见图三) 2、脉冲宽度ti(μs):脉冲宽度简称脉宽,它是加到工具 和工件上放电间隙两端的电压脉冲的持续时间(见图)为了 防止电弧烧伤,电火花加工只能用断断续续的脉冲电压波。 粗加工可用较大的脉宽ti>100μs,精加工时只能用较少的 脉宽ti<50μs。 3、脉冲间隔to(μs):脉冲间隔简称脉间或间隔,也称脉冲 停歇时间。它是两个电压脉冲之间的间隔时间(见图四)。间 隔时间过短,放电间隙来不及消电离和恢复绝缘,容易产生 电弧放电,烧伤工具和工件;脉间选得过长,将降低加工生 产率。加工面积、加工深度较大
(完整)高功率脉冲电源
格式:pdf
大小:21KB
页数:13P
4.6
hk系列高功率脉冲电源 一.概述 所谓高功率并不是指电源的输出功率大,而是指将低功率存 贮压缩后,在瞬间释放出大能量脉冲。该项技术主要是用在具有 激发性质的负载上,用以在瞬间获得更高的激发效果。由于功率 在存储期间不消耗能量,因此电源效率得到大大增强,电能利用 率比传统电源高1个甚至几个量级,负载上几乎不会产生热量损 耗。由于实现原理复杂,对原器件要求苛刻等原因,目前国内几 乎没有商业化产品,只限在大功率微波源、激光器、电磁轨道炮、 电子对撞机等军事科技领域。但小型化产品已经开始出现在相关 院校和各种实验室中。我们就是在这种情况下开发出类似功能的 实用化脉冲电源。所谓类似是因为我们采用的是前级压缩技术, 用压缩后的脉冲驱动功率元件,比直接末级压缩仍有一定的差距, 因为末级压缩技术需要更高地研发成本。还有就是我们针对的应 用对象不具备那样高的价值。当然与传统电源

(整理)高功率脉冲电源
格式:pdf
大小:773KB
页数:9P
4.7
精品文档 精品文档 高功率脉冲电源 学院(系):电气工程学院 班级:1113班 学生姓名:高玲 学号:21113043 大连理工大学 dalianuniversityoftechnology 精品文档 精品文档 1分类及结构原理 高功率脉冲最早始于30年代,随着用电容器放电产生x射线的出现,经过 了几十年的发展,目前高功率脉冲电源应用范围非常广泛,例如用于闪光x射线 照相、高功率激光、大功率微波、电磁脉冲、电磁发射(或推进)、粒子束武器和 电磁成形等离子体物理与受控核聚变研究、核爆炸模拟等方面。‘ 如图1所示。高功率脉冲电源包括初级能源、中间储能脉冲成形系统及转换系统 等几个部分。 图1.高功率脉冲电源组成框图 脉冲功率的形成过程是:首先经过慢储能,使初级能源具有足够的能量;其 次,向中间储能和脉冲形成系统注入能量;再次,能量
先进制造—微细电火花加工技术
格式:pdf
大小:131KB
页数:5P
4.5
微机械和微制造的基础——微细电火花加 工技术 摘要:作为一种实用的微细加工技术,微细电火花加工在加工微细轴、微 小孔等小尺度的零件时具有独特的优越性。本文简略地介绍了微细电火花加工技 术的原理,分析了微细电火花加工的特点和优点,研究了微细电火花加工的关键 技术,并详细介绍了一种微细电火花加工装置及其应用。 关键词:微细电火花加工原理特点关键技术装置应用 0.引言 微细加工技术是先进制造技术的重要组成部分,是实现微机械产品的最基本 技术,不仅直接影响着尖端技术和国防工业的发展,而且还影响到机械产品的加 工精度和加工表面质量,影响产品的国际竞争力。目前,世界各国都非常重视微 细加工技术,将其作为发展先进制造技术中的优先发展内容。作为微细加工技术 的一个重要分支,微细电火花加工技术因其具有设备简单、可控性好、无切削力、 适用性强等一系列优点,在微小尺度零件的加工
新型节能电火花加工脉冲电源的脉冲发生器最新文档
微细电火花加工技术
格式:pdf
大小:1.3MB
页数:8P
4.5
http://www.***.*** -1- 微细电火花加工技术 余祖元,郭东明,贾振元 大连理工大学机械工程学院,辽宁大连(116024) e-mail:zyu@dlut.edu.cn 摘要:微细电火花加工(microelectricaldischargemachining,microedm)作为微细加工 技术的一种,可以在任何导电材料上加工高精度、大深宽比微细三维型腔,以满足日益增长 的产品微小型化需求。针对微细电火花加工中的一些关键问题,如微细电极损耗与补偿、大 深径比微孔加工,本文着重介绍部分研究结果,以期在微细电火花加工技术的应用中,提供 解决对策。 关键词:微细电火花加工;工具损耗补;cad/cam;大深径比微孔;电极摇动 中图分类号:th16文献标识码:a 0.引言 产品的小型化和微型化已经成为发展
电火花加工淬火钢螺纹孔的实验探讨 电火花加工淬火钢螺纹孔的实验探讨
格式:pdf
大小:296KB
页数:3P
4.7
以电火花加工淬火钢螺纹孔为实例,探讨了电火花加工螺纹的原理和特点,并对工具电极的制作和装夹调校以及为确保加工质量所应采取的措施作了说明。
微型模具的微细电火花加工技术
格式:pdf
大小:11KB
页数:2P
4.7
微型模具的微细电火花加工技术 随着纳米技术的进步,产品不断向微型化方向发展,特征尺寸为微米级的微机电系统越来 越受到人们的高度重视。 微机电系统(mems,micro-electro-machanicalsystems)包括微型机构、微型传感器、 微型执行器和相应的处理电路等几部分,mems已相继应用于精密机械、光电通讯、影像 传输、生化医疗和信息储存等领域,如微齿轮、插头式光纤连接器、医学用微量泵、导光 板、微透镜、内窥镜零件、微流控芯片、细胞培养用微型容器,以及旋转传感器中的衍射 光栅等都需要微型模具。国际mems市场近年来获得迅速发展,中国的mems市场增速 也将加快,据有关资料预测,至2011年我国mems的增速有望达到29.2%。 所谓微型模具,如果从尺寸和制造精度上加以限定,则微型模具具有以下特征:成形制件 尺寸微小,一般来说体积为1mm
电火花加工技术的发展趋势与工艺进展
格式:pdf
大小:188KB
页数:4P
4.6
电火花加工技术的发展趋势与工艺进展 王振龙 赵万生 李文卓 (哈尔滨工业大学) 摘要 结合国内外电火花加工技术的最新进展,系统地综述了电火花加工技术的发展趋势与工艺进展。作 为一种实用的加工技术,电火花加工技术仍大有可为,在我国应继续加大力度进行研究。 关键词 电火花加工 发展趋势 工艺进展 1 前言 伴随着难加工材料及复杂型面加工而逐步发展成 熟起来的电火花加工技术(edm),已经成为制造技术 中不可缺少的加工手段之一。据统计,目前电火花加 工机床已占世界机床市场的6%[1]。 相对于传统的切削加工技术而言,电火花加工技 术的研究与开发历史并不长,对其加工机理与适用范 围的研究还并不充分。一般认为,这是限制其发展与 应用的主要因素。但同时也应看到,正因为如此,它才 可能具有较大的想象空间。 现代制造技术及其相关技术的发展,在为
一种高深宽比微细槽的电火花加工工艺 一种高深宽比微细槽的电火花加工工艺
格式:pdf
大小:923KB
页数:5P
4.7
为实现高深宽比微槽的加工,提出了一种自成形和扫描加工相结合的微细扁平电极制作及微细槽加工的工艺方法.采用棒状毛坯电极在一平板试件上扫描加工出一定长度的通槽,将毛坯电极沿垂直通槽方向向左和右偏移,两侧分别进行电火花反拷加工,得到扁平微细电极.再采用该扁平电极在线进行扫描加工即可得到期望的微细槽.实验获得了深径比大于18及尺寸一致性较高的阵列微细槽.与反拷或线电极磨削得到微细电极相比,自成形电极方法降低安装精度要求.而采用扁平电极进行微深槽的微细电火花加工,相对提高电极截面面积,降低电极损耗率,有利于提高加工效率.
电火花加工脉冲电源新型驱动电路的研究 电火花加工脉冲电源新型驱动电路的研究
格式:pdf
大小:181KB
页数:2P
4.4
文章通过对现今电火花加工脉冲电源驱动部分的研究情况进行分析,发现了脉冲电源驱动电路部分存在问题,硬件电路过多,导致电磁干扰严重。在此基础上,文章研制出一种新的脉冲电源驱动电路,该电路采用专用驱动集成芯片ir2101以及pwm(脉冲宽度调制模式)波产生芯片tl494cn串联共同构成,在效率上对电火花加工有明显提升。通过其和传统直流斩波驱动电路进行对比,得出新型驱动电路在电火花加工的精度、速度、表面粗糙度上有更好的表现。
测试电源瞬时响应的负载脉冲发生器 测试电源瞬时响应的负载脉冲发生器
格式:pdf
大小:295KB
页数:未知
4.6
现代微处理器(μp)对电源的瞬时响应有严格要求。例如,intel公司的p6规范规定当输出电压的调整保持在专门范围内时,输出电流的能力至少为30a/μs,要做出能符合这种需求的电源就是一种挑战,而且测试电源是否符合
双闸流管脉冲电源电火花穿孔机的改进 双闸流管脉冲电源电火花穿孔机的改进
格式:pdf
大小:440KB
页数:未知
4.7
为了提高电蚀加工的生产率、光洁度以及降低电极的损耗,我们对双闸流管脉冲电源电火花穿孔机在电源、冲油装置、控制系统等方面进行了改进,使这台机床焕发了“青春”,至今已稳定地用于生产七年了。现将改进的措施分述如下:一、如何提高生产率在电蚀加工中,电蚀量、脉冲能量、脉冲频率和加工之间的关系式如
晶闸管弧焊整流电源集成触发脉冲发生器的研制 晶闸管弧焊整流电源集成触发脉冲发生器的研制
格式:pdf
大小:515KB
页数:未知
4.3
在本文中采用集成运算放大器、集成双稳态触发器556等集成器件,开发了带平衡电抗器双反星形晶闸管孤焊电源的触发脉冲发生器;介绍了这种高集成度的触发脉冲发生装置的工作原理;采用该触发脉冲发生器对晶闸管弧焊整流器的晶闸管进行了触发并测试了该整流器的静特性。试验结果表明:该脉冲发生器集成度高,工作可靠
三星—1号电火花加工油的开发 三星—1号电火花加工油的开发
格式:pdf
大小:135KB
页数:5P
4.4
电加工是一种新型机械加工工艺,长期以来一直用煤油作为工作液。煤油是一种专用燃料,用作火花加工极不合适,气味大,挥发性大,常规一换油期短不经济。
新型节能电火花加工脉冲电源的脉冲发生器相关
文辑推荐
知识推荐
百科推荐


职位:暖通空调工程师
擅长专业:土建 安装 装饰 市政 园林


