

【数控加工工艺】小连杆机械加工工艺过程卡
格式:pdf
大小:124KB
页数:2P
人气 :98
 4.5
4.5
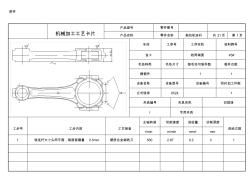
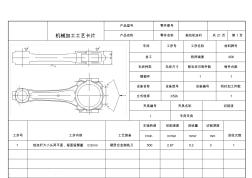
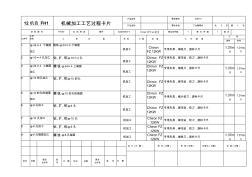
武汉船舶职业技术学院 零件名称 Part name 小连杆 文档编号: FILE.NO: GG-SC-05 文件名称: FILE.NAME: 小连杆制造工艺 设计 李迎飞 日期 2011.6.16 文件密级 M 零件图号 Part no: SC-05 审核 日期 文件版本 2008-01 零件材质 Issued by QT500-7 批准 日期 工艺状态 S 工序 编号 NO: 工序名称 工序内容 工序简图 主管工程师 工步 工步内容 工时 额定工时 夹具 量具 001 铸 1 铸造成型,清砂。 2 005 热 去应力退火 010 铣 1 铣平面; 游标卡尺2 调面,铣反平面,保证厚度尺寸 41。 3 4 5 015 划 1 划两孔十字线,划外形线。 高 度 游 标 卡尺 2 3 4 5 020 铣 1 钻Φ 30孔至Φ 28,钻Φ 28 孔至Φ 26。 2 钻




机械加工工艺过程卡片(连杆) (3)
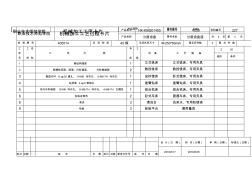
重庆理工大学机械加工工艺过程卡片 产品型号4125a产品型号共3页 产品名称柴油发动机零件名称连杆第页 材料牌号45钢毛坯种类锻件毛坯外型尺寸每毛坯件数1每台件数4备注 工序 号 工序 名称工序内容车间工段设备工艺装备 工时 准终单件 05铣粗铣、精铣连杆大小头两端面机加四轴龙门铣床专用夹具 10铣铣连杆大头定位凸台和连杆小头凸台机加龙门铣床专用夹具 15切自连杆上切下连杆盖机加专用卧式铣床 20锪锪连杆盖上装螺母的凸台机加立式转床 25磨磨连杆大头部分剖分平面机加平面磨床 30扩粗扩、半精扩连杆大头孔φ89机加四轴式立式组合钻床 35 钻、扩、 铰 钻、扩、铰连杆两个螺栓孔机加十轴立式组合钻床 40锪、扩锪连杆装螺栓头部的凸台,扩连杆螺栓孔机加立式
机械加工工艺过程卡片(连杆)
重庆理工大学机械加工工艺过程卡片 产品型号4125a产品型号共3页 产品名称柴油发动机零件名称连杆第页 材料牌号45钢毛坯种类锻件毛坯外型尺寸每毛坯件数1每台件数4备注 工序 号 工序 名称工序内容车间工段设备工艺装备 工时 准终单件 05铣粗铣、精铣连杆大小头两端面机加四轴龙门铣床专用夹具 10铣铣连杆大头定位凸台和连杆小头凸台机加龙门铣床专用夹具 15切自连杆上切下连杆盖机加专用卧式铣床 20锪锪连杆盖上装螺母的凸台机加立式转床 25磨磨连杆大头部分剖分平面机加平面磨床 30扩粗扩、半精扩连杆大头孔φ89机加四轴式立式组合钻床 35 钻、扩、 铰 钻、扩、铰连杆两个螺栓孔机加十轴立式组合钻床 40锪、扩锪连杆装螺栓头部的凸台,扩连杆螺栓孔机加立式
编辑推荐下载
机械加工工艺过程卡片(连杆) (2)
格式:pdf
大小:58KB
页数:3P
4.3
重庆理工大学机械加工工艺过程卡片 产品型号4125a产品型号共3页 产品名称柴油发动机零件名称连杆第页 材料牌号45钢毛坯种类锻件毛坯外型尺寸每毛坯件数1每台件数4备注 工序 号 工序 名称工序内容车间工段设备工艺装备 工时 准终单件 05铣粗铣、精铣连杆大小头两端面机加四轴龙门铣床专用夹具 10铣铣连杆大头定位凸台和连杆小头凸台机加龙门铣床专用夹具 15切自连杆上切下连杆盖机加专用卧式铣床 20锪锪连杆盖上装螺母的凸台机加立式转床 25磨磨连杆大头部分剖分平面机加平面磨床 30扩粗扩、半精扩连杆大头孔φ89机加四轴式立式组合钻床 35 钻、扩、 铰 钻、扩、铰连杆两个螺栓孔机加十轴立式组合钻床 40锪、扩锪连杆装螺栓头部的凸台,扩连杆螺栓孔机加立式
连杆零件的机械加工工艺规程
格式:pdf
大小:206KB
页数:23P
4.5
机车车辆制造与修理工艺学 课程设计说明书 设计题目设计连杆零件的机械加工工艺规程 及工艺装备 班级: 设计者: 学号: 指导老师: 2011年12月29日 摘要 连杆是活塞式发动机和压缩机的重要零件之一,其大头孔与曲轴连接,小 头孔通过活塞销与活塞连接,其作用是使活塞的往复运动转变成曲轴的旋转运 动,它是柴油机关键传动件之一。连杆要承受内燃机的爆发力、压缩力和连杆 往复运动的惯性力、拉伸力。因此对连杆的强度、刚度有很高的要求。又连杆 与曲轴和活塞销连接,并且它们之间存在相对转动,因此对连杆大小头孔的加 工要求是很高的。本文主要论述了连杆的加工工艺及其夹具设计。连杆的尺寸 精度、形状精度以及位置精度的要求都很高,而连杆的刚性比较差,容易产生 变形,因此在安排工艺过程时,就需要把各主要表面的粗精加工工序分开。逐 步减少加工余量、切削力及内应力的作用,并修正加工后的变形,就能最后达 到零
小连杆机械加工工艺过程卡热门文档
机械加工工艺过程卡片
格式:pdf
大小:408KB
页数:13P
4.7
机械加工工艺过程卡片 产品型号零件图号 产品名称零件名称箱体共页第页 材料牌号毛坯种类毛坯外形尺寸250×150×160每毛坯件数1每台件数备注 工 序 号 工序 名称 工序内容 车 间 工 段 设备工艺装备 工时 准终单件 1车端面(1)车左端面;(2)掉头车右端面车床三抓卡盘 2 车外圆、 倒角 (1)车左端外圆;(2)倒角;(3)车右端外圆;(4)倒 角 车床三抓卡盘 3钻孔钻孔车床三抓卡盘 4镗孔镗孔车床三抓卡盘 5铣边铣边铣床卡盘 6 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期) 机械加工工艺过程卡片 产品型号零件图号 产品名称零件名称大齿轮共页第页 材料牌号毛坯种类毛坯外形尺寸φ115×40每毛坯件数每

机械加工工艺过程卡片..
格式:pdf
大小:771KB
页数:19P
4.5
机械加工工艺过程卡片 产品名称填料箱盖零(部)件名称填料箱盖共(1)页第(1)页 材料牌号ht200毛坯种类铸件毛坯外型尺寸每毛坯可制件数1每台件数1备注 工序号工序名称工序内容车间工段设备工艺装备 工步工时 备料锻造毛坯锻造 1车车削端面外圆金工c620-1车床车刀,游标卡尺,三爪卡盘 2车 粗车φ65,φ80,φ75,φ100外 圆以及槽和倒角 金工c620-1车床车刀,游标卡尺,三爪卡盘 3扩 钻扩φ32mm,以及φ47mm孔,z3025 摇臂钻床 金工 z3025摇臂 钻床 麻花钻,内径千分尺,专用卡具 4钻钻6-φ13.5,2-m10-6h,孔深24金工 z3025摇臂 钻床 麻花钻,内径千分尺,专用卡具 5车精车φ65的外圆及φ80相接的端面金工c620-1车床
机械加工工艺过程卡片(2)
格式:pdf
大小:758KB
页数:13P
4.5
欢迎共阅 机械加工工艺过程卡片 产品型号零件图号 产品名称零件名称箱体共页第页 材料牌号毛坯种类毛坯外形尺寸250×150×160每毛坯件数1每台件数备注 工 序 号 工序 名称 工序内容 车 间 工 段 设备工艺装备 工时 准终单件 1车端面(1)车左端面;(2)掉头车右端面车床三抓卡盘 2 车外圆、 倒角 (1)车左端外圆;(2)倒角;(3)车右端外圆;(4) 倒角 车床三抓卡盘 3钻孔钻孔车床三抓卡盘 4镗孔镗孔车床三抓卡盘 5铣边铣边铣床卡盘 6 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期) 欢迎共阅 机械加工工艺过程卡片 产品型号零件图号 产品名称零件名称大齿轮共页第页 材料牌号毛坯种类毛坯外形尺寸φ
机械加工工艺过程卡片..
格式:pdf
大小:767KB
页数:18P
4.4
机械加工工艺过程卡片 产品名称填料箱盖零(部)件名称填料箱盖共(1)页第(1)页 材料牌号ht200毛坯种类铸件毛坯外型尺寸每毛坯可制件数1每台件数1备注 工序号工序名称工序内容车间工段设备工艺装备 工步工时 备料锻造毛坯锻造 1车车削端面外圆金工c620-1车床车刀,游标卡尺,三爪卡盘 2车 粗车φ65,φ80,φ75,φ100外 圆以及槽和倒角 金工c620-1车床车刀,游标卡尺,三爪卡盘 3扩 钻扩φ32mm,以及φ47mm孔,z3025 摇臂钻床 金工 z3025摇臂 钻床 麻花钻,内径千分尺,专用卡具 4钻钻6-φ13.5,2-m10-6h,孔深24金工 z3025摇臂 钻床 麻花钻,内径千分尺,专用卡具 5车精车φ65的外圆及φ80相接的端面金工c620-1车床
机械加工工艺过程卡片(3)
格式:pdf
大小:758KB
页数:13P
4.5
欢迎共阅 机械加工工艺过程卡片 产品型号零件图号 产品名称零件名称箱体共页第页 材料牌号毛坯种类毛坯外形尺寸250×150×160每毛坯件数1每台件数备注 工 序 号 工序 名称 工序内容 车 间 工 段 设备工艺装备 工时 准终单件 1车端面(1)车左端面;(2)掉头车右端面车床三抓卡盘 2 车外圆、 倒角 (1)车左端外圆;(2)倒角;(3)车右端外圆;(4) 倒角 车床三抓卡盘 3钻孔钻孔车床三抓卡盘 4镗孔镗孔车床三抓卡盘 5铣边铣边铣床卡盘 6 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期) 欢迎共阅 机械加工工艺过程卡片 产品型号零件图号 产品名称零件名称大齿轮共页第页 材料牌号毛坯种类毛坯外形尺寸φ
小连杆机械加工工艺过程卡精华文档
机械加工工艺过程卡片
格式:pdf
大小:68KB
页数:4P
4.4
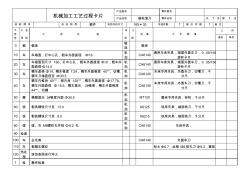
机械加工工艺过程卡片 产品型号零件图号 产品名称旋耕机零件名称犁刀变速齿轮箱体共2页第1页 材料牌号ht200毛坯种类铸件毛坯外形尺寸177×168×150每毛坯件数1每台件数1备注 工 序 号 工名 序称 工序内容 车 间 工 段 设备工艺装备 工时 准终单件 铸造铸 时效热 涂底漆表 10铣粗铣n面金工x52k专用铣夹具 20钻钻扩较孔2—?10f9至2-?9f9,孔口倒角1×45 °, 钻孔4—?13金工z3025专用钻夹具51.30.9 30铣粗铣r面及q面金工组合机床专用铣夹具 40铣铣凸台面金工x52k专用铣夹具 50镗粗镗孔2—?80,孔口倒角1×45 ° 金工组合机床专用镗夹具 60铣精铣
连杆的机械加工工艺及夹具设计毕业论文(1)
格式:pdf
大小:316KB
页数:31P
4.4
学院 毕业设计(论文) 课题名称:连杆的机械加工工艺及夹具设计 学生姓名: 学号: 院系、专业: 指导老师: 2013年12月28日 新乡职业技术学院毕业设计(论文)i 内容摘要 连杆是柴油机的主要传动件之一,本文论述了连杆的加工工艺及其夹具的设 计。连杆的尺寸精度、形状精度以及位置精度的要求都很高,而连杆的刚性比较 差,容易产生变形,因此在安排工艺过程时,就需要把各主要表面的粗精加工工 序分开。逐步减少加工余量、切削力及内应力的作用,并修正加工后的变形,就 能最后达到零件的技术要求。 机械加工工艺是企业上品种、上水平、加速产品更新,提高经济效益的技术 保障。然而夹具有事制造系统的重要部分,工艺对夹具的要求也会提高,专用夹 具、成组夹具、组合夹具和随行夹具都朝着柔性化、自动化、标注化、通用化和 高效化方向发展以满足加工要求。所以对机械的加工工
连杆的机械加工工艺及夹具设计工艺卡片
格式:pdf
大小:1.1MB
页数:21P
4.3
附件 机械加工工艺卡片 产品型号零件图号 产品名称零件名称拖垃机连杆共21页第1页 车间工序号工序名称材料牌号 金工铣两端面45# 毛坯种类毛坯尺寸每毛坯可制件数每件台数 模锻件11 设备名称设备型号设备编号同时加工件数 立式铣床x52k1 夹具编号夹具名称切削液 i专用夹具 工步号工步内容工艺装备 主轴转速切削速度进给量切削深度 进给次数 r/minm/minmm/rmm 1铣连杆大小头两平面,每面留磨量0.5mm硬质合金端铣刀5002.670.231 机械加工工艺卡片 产品型号零件图号 产品名称零件名称拖垃机连杆共21页第2页 车间工序号工序名称材料牌号 金工粗磨45# 毛坯种类毛坯尺寸每毛坯可制件数每件台数 模锻件11 设备名称设备型号设备编号同时加
连杆的机械加工工艺和夹具设计工艺卡片
格式:pdf
大小:1.2MB
页数:40P
4.5
.... 机械加工工艺卡片 产品型号零件图号 产品名称零件名称拖垃机连杆共21页第1页 车间工序号工序名称材料牌号 金工铣两端面45# 毛坯种类毛坯尺寸每毛坯可制件数每件台数 模锻件11 设备名称设备型号设备编号同时加工件数 立式铣床x52k1 夹具编号夹具名称切削液 i专用夹具 工步号工步内容工艺装备 主轴转速切削速度进给量切削深度 进给次数r/minm/minmm/rmm 1铣连杆大小头两平面,每面留磨量0.5mm硬质合金端铣刀5002.670.231 .... 附件 .... 机械加工工艺卡片 产品型号零件图号 产品名称零件名称拖垃机连杆共21页第2页 车间工序号工序名称材料牌号 金工粗磨45# 毛坯种类毛坯尺寸每毛坯可制件数每件台数 模锻件
机械加工工艺过程卡片及工序卡片
格式:pdf
大小:883KB
页数:10P
4.4
职业技术师范学院机械加工工艺过程卡片 产品型号hk-kih201455零件图号4059资料编号227 产品名称分度齿盘零件名称分度齿盘座共1页第1页 材料牌号405514毛坯种类45钢毛坯外形尺寸φ250*60mm每毛坯件数1每台件数 工 序 号 工名 序称 工序内容 车 间 工 段 设备工艺装备 工时 准终单件 1粗铣两端面1立式铣床立式铣床、专用夹具 2粗精铣顶面、底面、内阶梯面、外阶梯端面2数控铣床数控铣床、专用夹具 3粗镗内环6-φ35通孔、10-m6均布孔、6-m6-7h均布孔1坐标镗床卧式镗床、专用夹具 4钻顶面2-φ8锥销孔1摇臂钻床摇臂钻床、专用夹具 5攻内外阶梯面10-m6均布孔、6-m6-7h均布孔、4-m6-7h孔螺
小连杆机械加工工艺过程卡最新文档
下支臂零件机械加工工艺过程卡片及工序卡
格式:pdf
大小:891KB
页数:14P
4.8
12机自fh1机械加工工艺过程卡片 产品型号零件图号xzb-01 产品名称零件名称下支臂零件共2页第1页 材料牌号ht200毛坯种类铸件毛坯外形尺寸170×171×312每毛坯件数1每台件数1备注 工序号 工序 名称工序内容车间工段设备工艺装备 工时 准终单件 1φ24×4下端面 加工 粗铣φ24×4下端面 机加工chiron fz12kw 专用夹具,端铣刀,游标卡尺1.37mi n 1.01mi n 2φ10×4孔加工钻,扩,铰φ10×4孔 机加工 chironfz 12kw 专用夹具,麻花钻,铰刀,游标卡尺 3φ24×4上端面 加工 精铣φ24×4上端面 机加工 chironfz 12kw 专用夹具,端铣刀,游标卡尺1.37mi n 1.01
机械加工工艺规程
格式:pdf
大小:260KB
页数:21P
4.3
机械加工工艺规程 10.1工艺过程 10.1.1生产过程与工艺过程 (1)生产过程 生产过程是指把原材料(半成品)转变为成品的全过程。机械产品的生产过程,一般包 括:①生产与技术的准备,如工艺设计和专用工艺装备的设计和制造、生产计划的编制,生 产资料的准备;②毛坯的制造,如铸造、锻造、冲压等;③零件的加工,如切削加工、热处 理、表面处理等;④产品的装配,如总装,部装、调试检验和油漆等;⑤生产的服务,如原 材料、外购件和工具的供应、运输、保管等。 机械产品的生产过程一般比较复杂,目前很多产品往往不是在一个工厂内单独生产,而 是由许多专业工厂共同完成的。例如:飞机制造工厂就需要用到许多其他工厂的产品(如发 动机、电器设备、仪表等),相互协作共同完成一架飞机的生产过程。因此,生产过程即可 以指整台机器的制造过程,也可以是某一零部件的制造过程。 (2)工艺过程 工艺过程是

机械加工工艺规程综合卡
格式:pdf
大小:18KB
页数:2P
4.3
包头职业技术学院 机械加工工艺规程综 合卡片 零部件名称材料牌号总页 第页 工序号工序名称工序内容定位基准 设备 名称型号
机械加工工艺卡片
格式:pdf
大小:60KB
页数:3P
4.6
机械加工工艺过程卡片 产品型号零件图号 产品名称蜗轮滚刀零件名称共1页第1页 材料牌号毛坯种类锻件毛坯外形尺寸165×35毛坯件数1每台件数1备注 工 序 号 工名 序称 工序内容 车 间 工 段 设备工艺装备 工时 准终单件 0锻锻造 锻 造 锻床 10车车端面,打中心孔,粗车外圆直径φ18 机 加 ca6140通用车床夹具,端面外圆车刀,0.05/150 游标卡尺 20车 车端面到尺寸160,打中心孔,粗车外圆直径φ31,粗车外 圆直径φ14.5 机 加 ca6140通用车床夹具,端面外圆车刀,0.05/150 游标卡尺 30车 精车直径φ14、精车锥度7:24、精车外圆锥度40°、切槽, 精车刀轴直径至φ30.5 机 加 ca6140 车床专用夹具,外圆车刀,切槽
机械加工工艺规程卡片
格式:pdf
大小:616KB
页数:9P
4.5
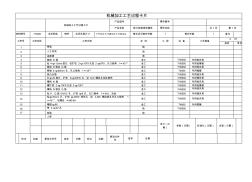
机械加工工艺过程卡片 机械加工工艺过程卡片 产品型号零件图号 产品名称犁刀变速齿轮箱体零件名称共1页第1页 材料牌号ht200毛坯种类铸件毛坯外型尺寸177mm×168mm×150mm每毛坯可制作件数1每台件数1备注 工序号工序名称工序内容车间工段设备工艺装备 工时 准终单件 1铸造铸 2人工时效热 3涂底漆表 4粗铣n面金工th5650专用铣夹具 5钻4-φ13mm底孔钻扩铰2-φ10f9孔至2-φ9f9,孔口倒角1×45°金工th5650专用钻模板 6粗铣r面及q面金工th5650专用铣夹具 7粗镗2-φ80mm孔,孔口倒角1×45°金工t4680专用镗模 8铣凸台面金工th5650专用铣夹具 9打φ20底孔,扩铰s-φ30h9孔,钻m-6螺纹孔
连杆的机械加工工艺规程及φ65.5大端孔加工的工艺装备设计精品
格式:pdf
大小:123KB
页数:15P
4.7
辽宁工程技术大学 课程设计 题目:连杆的机械加工工艺规程及φ65.5 大端孔加工的工艺装备设计 班级:机械sx05-1班 姓名:曾小艳 指导教师:张兴元 完成日期:2008-7-1 课程设计任务书 一、设计题目 连杆的机械加工工艺规程及φ65.5大端孔加工的工艺装备设计 二、原始资料 (1)被加工零件的零件草图1张 (2)生产类型:中批量生产 三、上交材料 (1)被加工工件的零件图1张 (2)工件的毛坯图1张 (3)机械加工工艺过程卡片1张 (4)与所设计夹具对应那道工序的工序卡片1张 (5)夹具装配图1张 (6)课程设计说明书(5000~8000字)1份 说明书主要包括以下内容(章节) ①目录 ②摘要(中外文对照的,各占一页) ③零件工艺性分析 ④机械加工工艺规程设计 ⑤指定工序的专用机

油阀座机械加工工艺过程卡片
格式:pdf
大小:502KB
页数:10P
4.7
中北大学机械加工工艺过程卡片 产品型号零件图号 产品名称油阀座零件名称油阀座共10页第1页 材料牌号zg45毛坯种类铸铁毛坯外形尺寸每毛坯件数1每台件数备注 工 序 号 工名 序称 工序内容 车 间 工 段 设备工艺装备 工时 准终单件 01铸造 10车粗车右端面,半精车右端面。粗车及半精车外圆φ63ca6140三爪自定心卡盘 20车粗车,半精车左端面,倒角ca6140三爪自定心卡盘 30钻钻φ22孔,倒角、攻螺纹ca6140三爪自定心卡盘 40镗扩孔φ24.5,粗镗退刀槽,精镗孔φ24.5ca6140三爪自定心卡盘 50钻钻φ3,φ5,φ2孔z5125夹具1钻模 60铣粗铣,半精铣上表面yb-211夹具2 70钻钻φ10.5孔,扩φ16孔,

法兰盘机械加工工艺过程卡教学文案
格式:pdf
大小:49KB
页数:3P
4.5
法兰盘机械加工工艺 过程卡 学习—————好资料 精品资料 机械加工工艺过程卡 产品型号831004零(部)图号共1页 产品名称法兰盘零(部)名称法兰盘第1页 材料牌号ht200毛坯种类铸件毛坯外形尺寸φ108x102每毛坯件数1每台件数1备注 工序号工序名称工序内容 车 间 工 段 设备工艺装备 工时 准终单件 10下料铸件铸造一砂型铸造 20热处理退火铸造一砂型铸造 30车粗车φ100mm柱体左端面、外圆,粗车b面机加二ca614009号90°偏头车 刀,三爪卡盘 1.9mim1.9mim 40钻钻中心孔φ18,扩孔φ19.8,粗铰中心孔φ19.94,精铰中心孔 φ20mm 机加二z525高速钢钻头 w18cr4v、直柄扩 2.89min2.89min
三孔连杆的机械加工工艺及工艺装备毕业设计
格式:pdf
大小:1.5MB
页数:34P
4.8
xxxx大学 课程设计说明书 学生姓名:学号: 学院: 专业: 题目:机械制造工艺学课程设计 三孔连杆零件的工艺规程及钻φ35h6孔的夹具设计 指导教师:职称: 职称: 20**年12月5日 摘要 本次设计内容涉及了机械制造工艺及机床夹具设计、金属切削机床、 公差配合与测量等多方面的知识。 三孔连杆加工工艺规程及钻φ35h6孔夹具设计是包括零件加工的工 艺设计、工序设计以及专用夹具的设计三部分。在工艺设计中要首先对 零件进行分析,了解零件的工艺再设计出毛坯的结构,并选择好零件的 加工基准,设计出零件的工艺路线;接着对零件各个工步的工序进行尺 寸计算,关键是决定出各个工序的工艺装备及切削用量;然后进行专用 夹具的设计,选择设计出夹具的各个组成部件,如定位元件、夹紧元件、 引导元件、夹具体与机床的连接部件

小连杆机械加工工艺过程卡相关
文辑推荐
知识推荐
百科推荐


职位:资深室内设计师
擅长专业:土建 安装 装饰 市政 园林


