

卧轴式六角车床C336K的液压程控自动化改造
格式:pdf
大小:740KB
页数:5P
人气 :88
 4.6
4.6
五年来我们对C336K六角车床进行了液压程控自动化改造,大致分为三个阶段:第一阶段主要想解决减轻体力劳动,探索自动控制加工的可能性。第二阶段主要是改进结构,解决质量问题。第三阶段是提高效率、缩短机动辅助时间。改造C336K六角车床分为三部分:控制系统采用本厂自制矩阵板式机械旋转式步进选线器的顺序控制器(本文不作介绍);执行部件;液压系统。现将后两部分介绍如下。




C136K单轴六角自动车床电气传动部分的改造
c136k自动车床系南京机床厂56年仿苏产品,电气传动使用zkk-50电力扩大机拖动直流电动机,这种老产品性能不太稳定,而且经长期使用损坏后电气元件不好配修。制造厂于64年已停产,改型c1336,主轴由双速电动机传动,配有三套电磁离合器的变速箱,用三角皮带传动。新型号机身的内腔比老型号大,故老型号机床不能采用类似的改造。我们制做了一个可控硅控制箱取代电力扩大机,从77年使用至今,运行状况良好。现总结改造情况如下。一、机床调速的性质该机床主轴在不同转速下要求的功率不同,如在高中速运转时功率就较大,车削大螺距螺纹、切沟槽时所需的功率就小,这表明有可能用直流电动机调压的方法达到改造的目
C3163六角转塔车床加工过程自动化改造
介绍了目前国内大量使用的c3163六角转塔车床的技术改造方案,并用plc和变频器实现其系统控制。实际运行结果表明,改造后的机床具有操作方便、控制可靠、运行稳定等优点。
编辑推荐下载
C_(3116)型转塔式六角车床改造
格式:pdf
大小:679KB
页数:1P
4.5
c3116型转塔式六角车床主要用于加工直径16mm以下的棒料,能装置多种刀具进行外圆车削、端面车削、钻孔、扩孔、镗孔、铰孔、攻内螺纹、铰外螺纹、滚花、割槽以及切断等工序,是一种通用性很强的车床,仪器仪表、无线电、电信、油泵油嘴、缝纫机、纺织、汽车等行业常在批量生产中采用。但在大批量生产中,该类型车床则显效率低,劳动强度大。我公司汽油泵车间的六台c3116型车床便存在上述问题。我们进行了针对性改造。一、存在的问题现以棒料切断工序为例说
用PLC改造CB3463-1液压半自动转塔车床
格式:pdf
大小:271KB
页数:3P
4.7
落 , 巨亘落 , 甲落汗即巨 豪瓣琅局威鑫写卯阅乒绝汗犯谬健〕醚月岁冬 落落分万分万落圈圈圈阅葱 绒哆狂⋯落阵落汗曰倒倒周蔺 落汪万卿落汤芬职阅回回葱 参场一型液压半自动转塔车床 , 主要 用于加工各种材料的盘类零件 。 该机床整个加 工过程为半自动 。 为完成加工过程的半自动控 制 , 机床采用了大量的中间继电器及时间继电 器 , 并通过插孔板预选来实现对机床刀架的控 制 。 由于控制系统环境的变化 , 机床震动和拔 插插销的影响 , 造成继电器 、 插销与插孔之间接 触不良 , 从而导致机床故障率高 , 并由于接点 多 , 连线繁杂 , 而造成维修困难 , 严重地影响 生产的正常进行 。 为使机床既能完成复杂动作 , 又使机床控 制系统简化 , 工作稳定 , 我们通过对机床分析 后 , 决定用可编程序控制器对夕场一型液 压半自动转塔车床进行改造
卧轴式六角车床C336K的液压程控自动化改造热门文档
用PLC改造CB3463—1液压半自动转塔车床
格式:pdf
大小:111KB
页数:3P
4.3
cb3463-1型液压半自动转塔车床,主要 用于加工各种材料的盘类零件。该机床整个加 工过程为半自动。为完成加工过程的半自动控 制,机床采用大量的中间继电器及时问继电 器,并通过插l板预选来实现对机床刀架的控 制。 由于控制系统环境的变化,机床震动和拔 插插销的影响,造成继电器、插销与插孔之间接 触不良,从而导致机床故障率高,并由于接点 多,连线繁杂,而造成维修困难,严重地影响r 生产的正常进行。 为使机床既能完成复杂动作,又使机床控 制系统简化,工作稳定,我们通过对机床分析 后,决定用可缩程序控制器对cb3463-]液 压半自动转塔车床进行改造。 一 、具体改造过程 』c改过思路就是将机床的检测l件(ft{。l k̂ 辖 开关、控制开关等)及执行元件(电磁阀、接触器 线圈、指示灯等)与plc的输入、输出相连接, 并按一定逻辑
 多刀半自动液压车床液压系统改进设计
多刀半自动液压车床液压系统改进设计 多刀半自动液压车床液压系统改进设计
格式:pdf
大小:63KB
页数:未知
4.6
分析某轴套类零件加工中存在的问题,找出液压机床的影响因素,提出用双联叶片泵代替限压变量叶片泵的方案,解决了加工中存在的问题,保证了加工质量。

机电液实验台液压系统自动化改造
格式:pdf
大小:562KB
页数:26P
4.4
1 目录 1前言.............................................................................................................................3 1.1课题来源...........................................................................................................3 1.2机电液综合实验台的发展与现状..................................................................3 1.3本课题的意义............................................
经济型数控车床自动化加工系统的改造
格式:pdf
大小:326KB
页数:5P
4.4
普通经济型数控车床在加工批量棒料类零件过程中刀架需根据工艺要求更换不同刀具,一个改造工件加工完毕后需人工手动装夹工件。在人力成本空前增长的今天这类费时费力的加工方法已难以满足发展需求。为此,通过对经济型数控车床自动化改造,增设液压动力卡盘-组合刀排-气动取料装置(机械手)-连锁装置,实现自动化生产,无需逐个装夹工件,在保证零件质量条件下,从原来1人操作单台数控车床提高到单人同时操作2~4台数控车床,从而降低操作者的劳动强度并提高生产效率,具有很好的实用性和推广应用价值。
卧轴式六角车床C336K的液压程控自动化改造精华文档

应用于工业机器人的数控车床的自动化改造设计
格式:pdf
大小:1.3MB
页数:2P
4.4
对数控车床进行自动化改造,实现数控车床和工业机器人的自动化联合,使得机器人装夹零件时可以自动开门,自动装夹;加工结束时可以自动拆卸,自动关门;既可以减少人工,又可以提高生产效率.
翻车机遥控程控自动化改造
格式:pdf
大小:88KB
页数:3P
4.5
第!"卷第#期水利电力机械$%&’!"(%’# !))*年!月+,-./01(2./$,(034.5.0-/6071+./8,096(./3 !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!! :;?>@ab>%c%cbd;aeb%fab>%c%?bd;g;f%b;hg%igaf@%cbg%&?gbd;jai%cec&%a=;g 石永峡 (牡丹江第二发电厂,黑龙江牡丹江#*")#*) 摘要:介绍了通过无线通讯技术、750技术与翻车机控制系统相结合,对k:l3m#))转子
可编程控制器改造CB3463—1型半自动转塔车床
格式:pdf
大小:140KB
页数:2P
4.7
一 l ‘ 可编程控制器改造cb3463一l型半自动转塔车床 一 、阿题的提出 长江液压件厂设备动力处i董书 cb3463—1型半自动转塔车床是利用电气液压 控制实现半自动化性能而设计的程序控制转塔车床, 其电气系统有28个小型中间继电器、2个时间继电 器、4个交流接触器和2个继电器组成,且还有数十 个半导体二极管及部份电阻、电容.有工步预选,转 速预选稆进给量预选等程序控制因其动作复杂频 繁,加之使用了十几年以上,工作不可靠,经常出故 障,.给操者和维修人员带来很大的困难.巳处于封 存报废状态。为了改变这种状况,我们经过对圈内外 可编程控制器进行综合分析,选用了上海香岛机电制 造有限公司的acmy—s2_56可编程控制器对该机床 电气系统进行改造,l取得经验,逐步在我厂的旧设 备改造中进行推广。 二、控制暴统的硬
CK6163数控车床卡紧,尾座顶紧及预紧液压系统
格式:pdf
大小:314KB
页数:29P
4.5
1 引言 液压传动相对机械传动来说是一门新兴技术,但却是机械设备中发展速度最快的技术 之一。虽然从17世纪中叶帕斯卡提出静压传递原理、18世纪末英国制造出世界上第一台 水压机算起,已有几百年历史,但液压传动在工业上被广泛采用和有较大幅度的发展却是 20世纪中期以后的事情。 近代液压传动是由19世纪崛起并蓬勃发展的石油工业推动起来的,最早实践成功的 液压传动装置是第二次世界大战中应用于舰艇上的炮塔转位器,战后才在民用工业,尤其 在机床上得到广泛的应用。20世纪60年代以后,随着电子技术、计算机技术、自动控制 技术、微电子技术、磨擦磨损技术、可靠性技术及新工艺和新材料等方面的发展,液压技 术发展成为包括传动、控制和检测在内的一门完整的自动化技术。至今,由于油缸内的油 液具有作用力大,动作的反应速度快、精度高,而且便于自动化操作的特点,使得采用液 压传动技术的程度已成为衡量一个
车床飞刀加工六角螺栓头
格式:pdf
大小:31KB
页数:5P
4.6
车床飞刀加工六角螺栓头 摘要:在机械装拆的过程中,六角头的损坏率及修复是常见的。本 文通过介绍正六边形螺丝头在车床上的加工,解决了车床加工多边行 零件的工艺和装置难题。 关键词:正六边形多边形装置加工六角螺丝头 1问题提出 在机器设备的工作过程中,机械出现故障是常见的。要保证机械 的正常工作,维修与抢修工作必须及时到位。在维修或抢修装拆过程 中,有的购买不到或因抢修时间紧来不及购买的,只有通过加工或修配 来保证机械设备的使用。六角头螺栓头在车床上按传统的方法加工, 其技术难度大,亦无法完成,而六角螺栓头是多边形工件,与一般轴类 的加工方法不同,且不能同时一次进给切削加工出六个边;要解决六角 螺栓头的六条边,能同时一次加工出来的目的,达到提高六角头加工效 果,满足维修与抢修时间上的需要,必须改变传统的加工方法。 2解决方法 要使六角头工件在车床上进
卧轴式六角车床C336K的液压程控自动化改造最新文档
用PC改造CB3463-1型半自动转塔车床
格式:pdf
大小:117KB
页数:1P
4.4
cb3463-1型半自动转塔车床是沈阳第三机床厂70年代产品,其电气系统动作复杂频繁,经常出故障。我们选用上海香岛机电制造有限公司的acmy-s256pc对该机床电气系统进行了改造。在机床控制系统的硬件设计中,保留了该机床的主电机、油泵电机和冷却电机控制电路以及控制按钮、行程开关、转换开关等硬件,而将该机床中的小型中间继电器和时间继电器用pc代替,同时去掉了该机床的工步预选、转速预选和进给量预选3个矩阵式插座。在转塔刀架梯形图的设计中,根据生产需要,将转塔刀架的动作设计为1个主程序,而将转塔刀架的16个工位选择设计为辅助程序,以便今后能随时根据
卡特彼勒336E型液压挖掘机 卡特彼勒336E型液压挖掘机
格式:pdf
大小:419KB
页数:2P
4.7
卡特彼勒公司目前宣布将推出挖掘机新产品336e以取代上一代的336d,该机型是卡特彼勒公司首款满足美国环保局epatier-4排放要求的设备。新款336e型履带式挖掘机配置卡特彼勒c9系列发动机,配有先进的电子控制、精确的燃油供给以及优化的进气管理系统,功率较上一代产品提升18%。336e型履带式挖掘机对动臂、斗
车床飞刀加工六角螺栓头 车床飞刀加工六角螺栓头
格式:pdf
大小:150KB
页数:2P
4.6
在机械装拆的过程中,六角头的损坏率及修复是常见的。本文通过介绍正六边形螺丝头在车床上的加工,解决了车床加工多边行零件的工艺和装置难题。

选矿厂6kV变电站综合自动化改造
格式:pdf
大小:353KB
页数:3P
4.6
介绍了某选矿厂变电站进行综合自动化改造的具体情况,对改造的施工过程和现场调试应注意的事项进行了说明,并对改造后变电站还存在的问题提出了建议。通过改造使变电站供电系统具有测量、控制、统计、诊断等保护和监控功能,还提高了变电站一次设备的绝缘。
朱仙庄矿35kV/6kV变电所综合自动化改造
格式:pdf
大小:454KB
页数:3P
4.6
朱仙庄矿位于安徽省淮北平原中部,设计生产能力为每年120万t,经过改造现年产200万t以上,许多设备严重制约产量的提升。为保证安全高效生产,对矿井供电质量、可靠性的要求也逐渐提高。被定为"双突"矿井后,电磁式保护已不能满足供电可靠性要求,遂决定对35kv/6kv变电所进行综合自动化改造。

35/6kV枢纽变电站综合自动化改造
格式:pdf
大小:90KB
页数:1P
4.3
针对肥矿区35kv大封枢纽变电站现状,介绍变电站综合自动化改造的基本原则和要求,并对改造后变电站运行情况进行总结,提出相关建议。
煤矿35/6kV变电站综合自动化改造 煤矿35/6kV变电站综合自动化改造
格式:pdf
大小:434KB
页数:3P
4.6
以葛泉矿为例,提出了煤矿35/6kv变电站自动化改造的方案。通过综合自动化改造实现了变电站继电保护和控制、远动、计量、故障录波、数据处理、五防操作和闭锁、在线监测等功能,满足了变电站后期扩容和线路改造的需要。
机床上下料的自动化改造
格式:pdf
大小:1.6MB
页数:3P
4.3
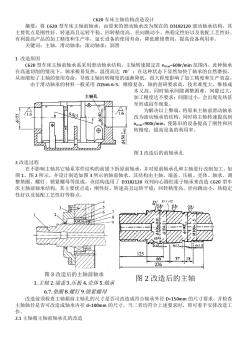
在人工成本不断上涨,老龄化的大环境下,如何提高产品生成效率与质量,成为每一个公司迫切需要解决的问题。针对某公司机床上下料的实际情况,紧跟机器换人的国家政策,先从产品特性与自动化系统改造的设计要求着眼,接着介绍自动化系统整体方案以及工业机器人关键组成部分,最后验证机床与工业机器人的输出与输入信号是否符合系统改造的要求。采取工业机器人自动化改造技术,每台设备生产时间多出4个小时,由原来的一人一台机改成一人4台机,节省人力成本,给企业带来非常大的效益。

T68镗床控制系统的自动化改造设计
格式:pdf
大小:727KB
页数:3P
4.5
通过对传统t68镗床控制系统的分析,提出了选用西门子s7-300plc、西门子mm420变频器对t68镗床控制系统的自动化改造方案,并给出了详细的硬件和软件设计过程,改造后系统具有控制线路简单、可靠性高、易维护等特点,另外镗床控制电路的稳定性和自动化程度也得到提高,生产效率也相对提高,对相关企业具有实践指导意义。
卧轴式六角车床C336K的液压程控自动化改造相关
文辑推荐
知识推荐
百科推荐


职位:地表水环境影响评价
擅长专业:土建 安装 装饰 市政 园林


