

严格工艺纪律,加强技术改造提高无氧铜杆产品一次成材率
格式:pdf
大小:189KB
页数:6P
人气 :91
 4.3
4.3
一 71 钢钎 一 ,槲 86 重冶科技 J994年总第 儿 期 前言 严格工艺纪律,加强技术改造 提高无氧铜杆产品一次成材率 夏昌义 无氧铜杆是我厂九二年一月新开发的产 品,通过努力,现 巳形成年产 5000~7000吨无 氧铜杆(管坯)的规模,成为刨利的主导产品之 一 . 用户普遍反映,我厂无氧铜杆在省内近二 十家生产无氧铜杆的厂家中质量晟为可靠。但 在生产中,我们也遇到了国内其它厂家一样的 问题 t产品一次成材率不高,且不稳定。成材率 Qc小组概况及活动情况简介 TF鲫 F呻;岁 不高直接 导致车间成本提高 ,经济效益下降 (分厂九三年四月至十一月份一次成材率平均 为 89.1 )。国内一些单位因为此问题长期得 不到解决,被迫停产、转产。针对这一情况,分 厂成立了以提高铜杆产品一次成材率为课题 的 QC小组,经过几个月的努力,取得 了明显



 太阳电缆首条无氧铜杆生产线投产
太阳电缆首条无氧铜杆生产线投产 太阳电缆首条无氧铜杆生产线投产
位于南平江南新区机电装备园的南平太阳电缆股份有限公司铜业项目首条无氧铜杆生产线正式投产,比预期投产时间提前一个月,打响了该区“百日攻坚战”项目竣工投产第一枪。
编辑推荐下载
 使用上引连铸无氧铜杆生产电气化铁道用硬铜承力索工艺研究
使用上引连铸无氧铜杆生产电气化铁道用硬铜承力索工艺研究 使用上引连铸无氧铜杆生产电气化铁道用硬铜承力索工艺研究
格式:pdf
大小:370KB
页数:3P
4.8
本工艺方案探索使用上引连铸无氧铜杆替代热轧黑铜杆来生产电气化铁道接触网用硬铜承力索生产工艺创新,采用连铸杆→y型冷轧→拉伸工艺,通过控制冷加工量、温度、摩擦等要素,生产满足tb/t3111-2005《电气化铁道用铜及铜合金绞线》标准要求的硬铜承力索(绞线)。
无氧铜杆产品一次成材率热门文档

(整理)年产6万吨铜深加工项目可行性研究报告——无氧铜杆项目申请报告 (2)
格式:pdf
大小:411KB
页数:109P
4.5
................. ................. 东营xx铜业有限公司 年产6万吨无氧铜杆深加工项目 项目申请报告 ................. ................. 二○一○年六月 ................. ................. 目录 第一章总论..................................................................................................1 第一节概述................................................................................................1 第二节可行性研究编制工作概述.....

(整理)年产6万吨铜深加工项目可行性研究报告——无氧铜杆项目申请报告
格式:pdf
大小:411KB
页数:109P
4.4
................. ................. 东营xx铜业有限公司 年产6万吨无氧铜杆深加工项目 项目申请报告 ................. ................. 二○一○年六月 ................. ................. 目录 第一章总论..................................................................................................1 第一节概述................................................................................................1 第二节可行性研究编制工作概述.....
无氧铜、紫铜、黄铜区别
格式:pdf
大小:12KB
页数:2P
4.5
ofc(无氧铜):不含氧也不含任何脱氧剂残留物的纯铜。但实际上还是含有非常微量氧和 一些杂质。按标准规定,氧的含量不大于0.03%,杂质总含量不大于0.05%,铜的纯度大于 99.95%。纯度为99.995%的金属铜一般用于音响器材、真空电子器件、电缆等电工电子应 用之中. 其中无氧铜中又有lc-ofc(线形结晶无氧铜或结晶无氧铜):纯度在99.995%以上 occ(单晶无氧铜):纯度最高,在99.996%以上,又分为pc-occ和up-occ等 根据含氧量和杂质含量,无氧铜又分为一号和二号无氧铜。一号无氧铜纯度达到99.97%, 氧含量不大于0.003%,杂质总含量不大于0.03%;二号无氧铜纯度达到99.95%,氧含量 不大于0.003%,杂质总含量不大于0.05%。 无氧铜无氢脆现象,导电率高,加工性能和焊接性能、耐蚀性能和低温性能均
无氧铜接触线加工工艺及产品性能研究 无氧铜接触线加工工艺及产品性能研究
格式:pdf
大小:174KB
页数:3P
4.5
通过对引进上引法无氧铜杆生产线的技术改造,试制了无氧铜接触线,并研究了无氧铜接触线加工工艺及产品性能。结果表明:fe含量对无氧铜接触线电阻率影响较大,对于85mm^2。无氧铜接触线,在w(fe)超过20×10^-6时,电阻率超标;s、o、h含量对其强度及电阻率影响不大,但对其塑性影响较大,当w(s)超过38×10^-6、w(0)超过38×10^-6、w(h)超过0.6×10^-6时,无氧铜接触线塑性显著下降。s含量取决于电解铜原料,fe、o、h含量取决于上引法连铸的生产工艺过程。
无氧铜与纯铜的区别
格式:pdf
大小:27KB
页数:2P
4.6
无氧铜和纯铜的区别之定义: 无氧铜:无氧铜是以高纯阴极铜为原料,熔体用煅烧木炭覆盖,熔炼、铸造在密封条件下生产的 含氧量在30×10-6以下的紫铜。 纯铜:就是含铜量最高的铜,普通纯铜是铜的质量分数不低于99.7%,杂质量极少的含氧铜,外 观呈紫红色,故又称紫铜。主要牌号有t1、t2、t3。无氧铜无氢脆现象,导电率高,加工性能和焊 接性能、耐蚀性能和低温性能均好。 无氧铜和纯铜的区别之用途: 纯铜:t1和t2主要用作导电、导热、耐腐蚀元器件,如导线、电缆、导电螺钉、壳体和各种导 管等,航空工业多用t2。 t3主要作为结构材料使用,如制作电器开关、垫圈、铆钉、管嘴和各种导管等;也用于不太重 要的导电元件。 无氧铜:主要用于电真空仪器仪表用零件。广泛用于汇流排、导电条、波导管、同轴电缆、 真空密封件、真空管、晶体管的部件等。 无氧铜和纯铜的区别之化学成分对照: 牌 号 cu+a
无氧铜杆产品一次成材率精华文档
无氧铜电缆带材工艺研究 无氧铜电缆带材工艺研究
格式:pdf
大小:253KB
页数:5P
4.7
电缆用铜带是通讯电缆用的重要原材料。无氧铜材料做为电缆带材具有优良的导电、导热及焊接性能。本文重点讨论了高精度、超长无氧铜电缆带熔炼铸造和加工生产的关键工艺因素。指出采用精料密封的原料使用原则和必要的精炼工艺、选取合适的熔炼覆盖剂和铸造覆盖剂(覆盖方式)、进行大规格结晶器结构的合理设计制作是影响无氧铜大锭(单重4.5-7.5吨)质量的重要因素。重点讨论了各工艺因素对铸锭氧含量的影响及氧含量分布规律和不同的检测方式、方法。同时讨论了电缆铜带轧制、退火、表面处理、精密剪切等加工工艺对带材各项性能指标的影响。中间退火工序对材料的内部组织影响较大,对成品带材的屈服强度指标的控制至关重要。确定了高精度、超长(大于3000米)无氧铜电缆带熔铸、加工的最佳生产工艺。
关于圆钢成材率与定尺率分析与研究 关于圆钢成材率与定尺率分析与研究
格式:pdf
大小:121KB
页数:1P
4.7
介绍了制约圆钢成材率与定尺率的因素,从三个方面分析原因,在制约产品质量提升的关键问题上寻求突破,进一步提高圆钢产品的市场竞争力和创效能力.
 天津大无缝铜杆扩建项目热试成功
天津大无缝铜杆扩建项目热试成功 天津大无缝铜杆扩建项目热试成功
格式:pdf
大小:252KB
页数:1P
4.4
2009年6月24日,由中国瑞林工程技术有限公司承担设计的天津大无缝铜杆扩建项目成功生产出第一卷铜杆,热试一次成功!
 提高抗浮锚杆一次验收合格率
提高抗浮锚杆一次验收合格率 提高抗浮锚杆一次验收合格率
格式:docx
大小:318KB
页数:未知
3
提高抗浮锚杆一次验收合格率——本工程建筑总面积为31587.42㎡,其中地上建筑面积为26552.66㎡,地下建筑面积为5034.76㎡。地上建筑二十一层,地下建筑二层,建筑物高度为85.8m,标准层层高为3.9m。本工程主体及地下室部分均为框架-核心筒结构,设计使用年限为...
无氧铜杆产品一次成材率最新文档
电磁脱氧-电磁连铸法生产高性能无氧铜 电磁脱氧-电磁连铸法生产高性能无氧铜
格式:pdf
大小:802KB
页数:6P
4.7
提出一种在国内企业现有装备基础上生产高性能无氧铜的电磁脱氧-电磁连铸的方法,并完成工业试验和批量生产。结果显示,采用多级电磁搅拌方式,可实现大尺度、高性能无氧铜材料的非真空、低成本、连续性生产,并在材料组织和物理、机械性能方面优于目前生产的同类材料。电磁搅拌系统及工艺的优化是实现铜液脱氧的关键。连铸电磁场、结晶器、电磁参数与铸造工艺的匹配和优化,对铸坯组织、性能、质量有重要影响。

提高成材率的有效途径——二轧分厂“一火成材”工艺改造回顾
格式:pdf
大小:734KB
页数:3P
4.7
1问题的提出二轧分厂是南京钢铁厂最老单位之一,以生产中型角钢为主。长期以来。由于在原有工艺、设备条件下较难开发适销对路的产品,更由于"二火成材"能耗高,成本高、效益低而缺乏市场竞争能力。如何发挥老单位的
 优化翼板钢工艺 提高翼板钢成材率
优化翼板钢工艺 提高翼板钢成材率 优化翼板钢工艺 提高翼板钢成材率
格式:pdf
大小:105KB
页数:2P
4.7
由于采用小规格坯料轧制大规格翼板钢,存在轧件切头长度大、成材率低等问题,通过优化改造孔型系统,减小头部宽展差,减少切头尾长度,控制轧制过程中的不稳定因素并减少中间轧废,产品宽度控制稳定,宽度差在±1mm之内,提高了翼板钢的成材率,大规格翼板钢的成材率达到了92%以上。
如何提高中厚钢板的成材率 如何提高中厚钢板的成材率
格式:pdf
大小:268KB
页数:2P
4.4
酒钢中板1998年8月投产。通过对轧钢生产过程中各环节的有效控制,使中板成材率显著提高,中板轧钢居于全国同行业领先水平,取得了良好的经济效益。
提高板材成材率的方法 提高板材成材率的方法
格式:pdf
大小:77KB
页数:未知
4.6
成材率是轧钢生产中的一项重要指标,直接影响着企业的效益和市场。分析认为:钢板剪切损失占整个成材损失的80%以上,因此,降低钢板的剪切损失是提高成材率的关键,主要有以下几个方面:
国标无氧铜安防线缆规格参数
格式:pdf
大小:10KB
页数:2P
4.4
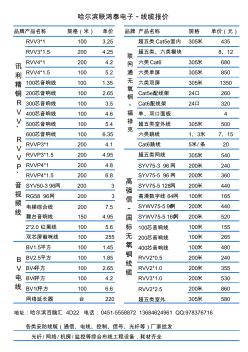
品牌产品名称规格(米)单价品牌产品名称规格单价(元) rvv3*11003.25超五类cat5e室内305米435 rvv3*1.52004.25超五类、六类模块8、12 rvv4*12004.2六类cat6305米680 rvv4*1.51005.2六类单屏305米850 100芯音响线1001.35六类双屏305米1350 200芯音响线1002.65cat5e配线架24口260 300芯音响线1003.5cat6配线架24口320 400芯音响线1004.6单、双口面板4 500芯音响线1005.4超五类室外线305米500 600芯音响线1006.35六类跳线1、3米7、15 rvvp3*12004.1cat6跳线5米/条20 rvvp3*1.52004.95
“工程级(六类)、高速”无氧铜网络线 “工程级(六类)、高速”无氧铜网络线
格式:pdf
大小:280KB
页数:未知
4.4
山泽(samzhe)工程级六类高速无氧铜网络线(305米/箱),其性能达到1—250mhz或更高带宽频率,同时满足标准方案对六类信道的要求。
浇注工艺对挤轧法生产内螺纹铜管成材率的影响 浇注工艺对挤轧法生产内螺纹铜管成材率的影响
格式:pdf
大小:201KB
页数:4P
4.6
采用挤轧法生产内螺纹铜管时易出现一种特有的线形缺陷,显著影响内螺纹铜管的成材率。本文通过理论分析和试验论证指出,产生这种线形缺陷的主要原因是铜熔体中气体含量过高;采用三孔浇铸代替直下式浇铸可以大大减少线形缺陷。
无氧铜杆产品一次成材率相关
文辑推荐
知识推荐
百科推荐


职位:内装施工员
擅长专业:土建 安装 装饰 市政 园林


