

基于稳健设计的钛合金波纹管超塑成形工艺
格式:pdf
大小:907KB
页数:6P
人气 :66
 4.5
4.5
根据稳健设计中的响应面法—复合设计法,用MARC有限元分析软件模拟了钛合金波纹管超塑成形过程的胀形、合模和充满3个阶段。根据模拟结果得到了钛合金波纹管质量评价指标波峰最小厚度及其影响因素筒坯高度和胀形阶段成形气压之间的二元一次和二元二次多项式回归公式,从而实现了钛合金波纹管超塑成形工艺参数的稳健设计。Ti-6Al-4V双波DN250波纹管超塑成形实验证明了回归公式的准确性和复合设计法用于钛合金波纹管超塑成形过程的可行性。



 钛合金波纹管超塑成形工艺研究
钛合金波纹管超塑成形工艺研究 钛合金波纹管超塑成形工艺研究
首次开发利用氩气的压力胀形和轴向加载的复合超塑性工艺成形技术制造钛合金波纹管的新工艺,可加工多波u型钛合金波纹管。超塑成形采用多层模结构,用模具来控制波形。超塑成形加载过程分为胀形、合模和定型3个阶段,以使成形件的壁厚分布均匀。确定了筒坯的下料尺寸;给出了各个成形阶段胀形气压和保压时间的计算公式;通过超塑胀形实验成形了ti6al4v钛合金双波波纹管。
超塑成形的钛合金波纹管壁厚分布规律研究 超塑成形的钛合金波纹管壁厚分布规律研究
以dn250双波ti-6al-4v钛合金波纹管为例研究了采用超塑胀形/轴向加载复合超塑成形工艺成形的钛合金波纹管的壁厚分布规律。用arvip3d刚粘塑性壳单元有限元软件模拟了波纹管在胀形、合模和充满3个阶段的壁厚减薄情况,分析了筒坯长度和胀形阶段的变形量对超塑成形后波纹管厚度分布情况影响。通过实验研究了波纹管的实际壁厚分布曲线。结果表明,与其它成形方法相比,超塑成形的波纹管波峰壁厚减薄率较大,壁厚分布可用jis公式粗略估算。
编辑推荐下载
钛合金叠形波纹管的设计和制造 钛合金叠形波纹管的设计和制造
格式:pdf
大小:2.5MB
页数:4P
4.6
用有限元分析软件对叠形波纹管进行了结构设计,采用扩散连接方法和应力松弛技术制备了ta15钛合金叠形波纹管结构件。对高温扩散焊接叠形波纹管扩散连接界面微观组织、母材的晶粒度、材料的性能损失、气密性、刚度进行了分析和测试。结果表明采用扩散连接技术制备的叠形波纹管焊接接头良好,满足气密性、强度、刚度和疲劳性能要求。
钛合金激光焊接/超塑成形技术研究 钛合金激光焊接/超塑成形技术研究
格式:pdf
大小:5.3MB
页数:4P
4.4
采用气胀成形方法对ta15钛合金四层结构芯板加强结构的激光焊接(lbw)/超塑成形(spf)技术进行了研究。结果表明,满足超塑成形的最佳激光穿透焊接工艺参数为:功率2300w,焊接速率0.8m·min-1,离焦量+1;最佳超塑成形参数为:成形温度930℃,成形压力2.0mpa,成形时间60min;芯板加强结构成形效果良好。
稳健设计的钛合金波纹管超塑成形工艺热门文档
钛合金两层整体构件超塑成形/焊接组合工艺与质量控制 钛合金两层整体构件超塑成形/焊接组合工艺与质量控制
格式:pdf
大小:3.4MB
页数:4P
4.3
本文以某型飞机大型钛合金两层结构壁板为研究对象,分析零件因尺寸大、曲率复杂而带来的新技术问题,然后提出在模具设计和制造、焊接工艺、工装设计及数控加工等方面采取一系列解决措施,并进行了验证试验与性能测试。
大型铝合金波纹涵管施工技术 大型铝合金波纹涵管施工技术
格式:pdf
大小:186KB
页数:2P
4.7
西澳中国铁矿(sinoiron)项目堤道(causeway)工程,总长约为3500米,其中间段桥梁约121米,桥梁两侧位于滩涂上的连接正式道路与桥梁的部分即为堤道;堤道路基宽度为72.646米,其中安装了7根72.646米长横向大型铝合金波纹涵管,涵管断面为椭圆型。本文主要介绍了大型铝合金波纹涵管施工安装新技术,它成功地实现了根据潮汐变化进行铝合金涵管的地基处理和安装,并且铝合金涵管安装后满足澳洲环境要求,保持原来的河流走向不改变;解决了施工中铝合金涵管地基挖方出的酸性土处理、软地基处理、混凝土固定铝合金涵管底部、铝合金涵管周围石料回填压实以及铝合金涵管施工完成后承载2000吨磨机整体模块及运输车辆的技术难题。
 基于稳健设计的铝合金端盖压铸工艺参数优化
基于稳健设计的铝合金端盖压铸工艺参数优化 基于稳健设计的铝合金端盖压铸工艺参数优化
格式:pdf
大小:1.4MB
页数:4P
4.5
以某adc12铝合金端盖为例,运用procast软件对该零件的压铸过程进行了数值模拟,并结合taguchi稳健设计法研究了充型速度、模具温度及浇注温度对压铸件缩孔缩松缺陷的影响。通过计算各虚拟试验所得缩孔缩松缺陷体积的信噪比,求解了各因素不同水平下的信噪比的均值及极差,得出充型速度40m/s、模具温度280℃和浇注温度650℃时该压铸件质量稳健性最好。同时得到影响压铸件缩孔缩松缺陷稳定程度的最重要因素为模具温度,其次是充型速度,浇注温度对其影响程度最小。
小直径电铸Ni-Co合金波纹管组件的电子束焊接 小直径电铸Ni-Co合金波纹管组件的电子束焊接
格式:pdf
大小:85KB
页数:3P
4.7
电子束焊接电铸ni-co合金波纹管与不锈钢材料时产生了热裂纹,消除裂纹补焊又可能造成薄壁零件变形,导致运动副结构卡涩抱死,文中分析了焊接热裂纹产生的原因,通过改变接头结构等工艺措施,消除了焊接裂纹,保证了运动副动作灵活。
稳健设计的钛合金波纹管超塑成形工艺精华文档
铝合金车身板件超塑成形技术探讨 铝合金车身板件超塑成形技术探讨
格式:pdf
大小:1.7MB
页数:6P
4.8
为达到节能减排的目标,世界各国汽车制造厂商已经把车身轻量化作为汽车发展的重要任务。不同的材料有不同的密度、强度和价格,需要不同的成形与连接工艺。综合考虑这些因素,对汽车减重最有竞争力的材料是铝合金、镁合金和超高强钢。下表列出了这些
Ti-6Al-4V合金多层板结构的超塑成形/扩散连接工艺研究 Ti-6Al-4V合金多层板结构的超塑成形/扩散连接工艺研究
格式:pdf
大小:933KB
页数:5P
4.6
采用气压成形方法对多层板结构件进行了超塑成形/扩散连接(spf/db)技术研究。研究表明,最佳的扩散连接工艺参数为:连接温度t=930℃,连接时间t=30min,连接压力p=10mpa。对连接试件的微观组织进行了观察,显示在界面处形成良好的连接。最佳的成形参数为:成形温度tf=930℃,成形压力pf=0.6mpa,成形时间tf=55min。最后对成形后的板厚分布进行了研究。
预应力金属波纹管与塑料波纹管的区别
格式:pdf
大小:51KB
页数:4P
4.7
预应力金属波纹管与塑料波纹管的区别 一、前言 目前大部分的桥梁为预应力混凝土桥,其中多数为后张预应力混 凝土桥。对后张预应力钢绞线的防锈是提高耐久性的关键。后张预应 力用钢绞线在应力状态下极易锈蚀,而钢绞线又很细,一旦锈蚀则将 大幅度降低其承载力。自预应力技术出现以来,最佳的后张预应力筋 的防腐措施一直是研究的重点,尤其是近十几年来,世界在飞速发 展,后张预应力混凝土结构在实际工程中得到了广泛的应用,预应力 筋的防腐越来越引起投资主体、研究者、设计、施工等部门的高度重 视,传统上,有粘结后张预应力筋的成孔材料通常采用由薄钢带压制 而成的金属波纹管,已拥有较为丰富的经验,并制订了一些国际标准 和国家标准,如en523(1997)、em534(1997)、jg/t3013-94 《预应力混凝土用金属螺旋管》等。但同时,长期的应用表明,金属 波纹管容易引起漏浆,堵管,磨擦阻力系数过,防腐性能差
整体成形金属波纹管的特性模拟及试验 整体成形金属波纹管的特性模拟及试验
格式:pdf
大小:562KB
页数:3P
4.3
利用有限元方法完成了整体成形碟形波纹管的刚度及稳定性计算并进行了试验验证。结果表明整体成形碟形波纹管的刚度及稳定性均显示强非线性特征。运用非线性有限元方法得到的结果和试验数据具有良好的一致性,能够较好地模拟碟形波纹管的临界失稳压力及失稳形态。
预应力塑料波纹管和金属波纹管对比优点
格式:pdf
大小:854KB
页数:2P
4.8
一、预应力塑料波纹管简介 预应力塑料波纹管是由高密度聚乙烯(hdpe)经塑料挤出机挤出 成型的单壁波纹管,用于后张预应力混凝土结构,作为预应力筋的成孔 管道。在桥梁及建筑施工中是替代原有金属波纹管的理想产品。塑料波 纹管分圆管及扁管两大类,在实际使用中辅以各类塑料连接件加以连 接。 二、金属波纹管简介 汇赢钢铁预应力金属波纹管特点:预预应力金属波纹管具有抗渗、耐 压、强度高、柔性好,能确保施工质量,缩短工期等特点而被广泛采用 于各种大中型桥梁;高层大跨度建筑;水坝、核电站等工程。 预应力塑料波纹管与传统金属波纹管相比具有明显的优点: 1、具有良好的耐腐蚀性,提高预应力筋的防腐保护。 2、具有良好的物理性能,不导电,可防止杂散电流腐蚀,密封性能 好,不生锈。 3、荷载下,不渗透;强度高,刚度大,抗冲击性好,不怕踩压。 4、减少张拉过程中的预应力的摩擦损失。
稳健设计的钛合金波纹管超塑成形工艺最新文档
金属波纹管的应用
格式:pdf
大小:9KB
页数:6P
4.5
1/6 金属波纹管的应用 金属波纹管的特点是在压力、轴向力、横向力或弯矩作用下均能产生相应 的位移, 并具有耐压性、真空密封性、耐腐蚀性、温度稳定性和长期使用寿命。因 此,它在 许多工业领域中得到广泛的应用。其主要应用在以下几方面。 用于仪表中的弹性敏感元件 对于作为弹性敏感元件的波纹管的弹性特性有很高的要求。用作弹性敏感 元件的波 纹管基本上是把压力变为位移输出或把压力变为集中力输出。把压力变为 集中力输 出的波纹管变形很小或几乎没有位移,所以在波纹上产生的应力比输出位 移的波纹 管波纹上的应力要小,向弹性后效、滞后的影响可以说没有,因此,用力 平衡式波 纹管作弹性敏感元件的仪表的可靠性和精度可以很高。这就是在测量仪表 中,多用 力平衡式波纹管作弹性敏感元件的原因,把压力变为位移输出的波纹管在 波纹上会 产生较大的压力,设计时应该注意,同时弹性后效、滞后对波纹管的弹性 有一定的 影响
新型建筑材料——铝合金波纹板
格式:pdf
大小:32KB
页数:1P
4.5
最佳工艺参数及其机理有待进一步研究。 4 结论 (1)电解法制取al-ti-c中间合金是可行 的。 (2)电解法提供了足够的能量,明显提高了碳 的吸收率,使tic的形成率和碳的吸收率更高,且 所形成的tial3和tic物相在合金中分布更均匀, 组织更细小,细化效果较好。 参考文献: 〔1〕冯汝田.推广altib晶粒细化剂提高铝材质量与经济效 益〔j〕.轻合金加工技术,1991,19(6):1 〔2〕高泽生.新一代altic晶粒细化剂的研制和开发〔j〕.轻 合金加工技术,1999,27(3):8~11 〔3〕冯庆玲,王昶明.altic中间合金中碳化钛粒子的失效问 题〔j〕.清华大学学报,1994,34(5):106 〔4〕banerjia,rerfw.metallographic
钛合金与不锈钢的相变超塑性扩散焊工艺 钛合金与不锈钢的相变超塑性扩散焊工艺
格式:pdf
大小:951KB
页数:6P
4.7
用相变超塑性扩散焊法实现了钛合金ta17与不锈钢0cr18ni9ti之间的连接。研究了工艺参数对接头强度的影响,得到试验条件下钛合金与不锈钢焊接的优化工艺参数为循环上限温度890℃,循环下限温度800℃,循环次数10,焊接压力5mpa,循环加热速度30℃/s。在优化的工艺条件下,接头强度达到307mpa,而焊接时间仅为160s。对拉伸断口进行了扫描电镜观察、能谱分析和x射线衍射分析,发现断裂沿feti和β-ti层之间的某一个位置发生,feti金属间化合物层是接头的最薄弱环节。对接头进行了能谱分析,结合fe-cr-ti三元相图发现,钛合金与不锈钢之间的反应区内依次形成了σ、fe2ti、feti和β-ti层。
超塑成形技术在轨道交通领域的应用 超塑成形技术在轨道交通领域的应用
格式:pdf
大小:1020KB
页数:8P
4.5
本文从超塑成形原理出发,介绍了超塑成形的过程以及超塑成形的优势;简述了国内外快速超塑成形材料制备方法、超塑成形设备和超塑成形技术在轨道交通领域的研究应用现状;提出了超塑成形民用化,尤其是在轨道交通领域推广应用尚需解决的问题.
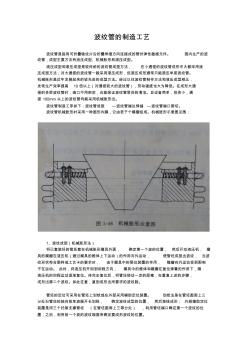
波纹管的制造工艺
格式:pdf
大小:917KB
页数:2P
4.8
波纹管的制造工艺 波纹管是指用可折叠皱纹片沿折叠伸缩方向连接成的管状弹性敏感元件。国内生产的波 纹管,成型主要方法有液压成型、机械胀形和滚压成型。 液压成型和滚压成型是较传统的波纹管成型方法,在小通径的波纹管成形中大都采用液 压成型方法;对大通径的波纹管一般采用滚压成形,但滚压成形通常只能滚压单层波纹管。 机械胀形是近年发展起来的较先进的成型方法。经过以往波纹管制作方法和液压成型相比, 发现生产效率提高10倍以上(对通径较大的波纹管),劳动强度也大为降低。在成形大通 径的多层波纹管时,端口不用密封,也能保证波纹管层间的清洁。且设备简单,投资小,通 径100mm以上的波纹管均能采用机械胀形法。 波纹管制造工序如下:波纹管成型---波纹管端边焊缝---波纹管端口剪切。 波纹管机械胀形时采用一种圆形内膜,它由若干个模瓣组成。机械胀形示意图见图: 1、波纹成型(机械胀形法) 将已套装
阀门用钛合金波纹管焊接保护装置设计 阀门用钛合金波纹管焊接保护装置设计
格式:pdf
大小:144KB
页数:2P
4.4
介绍了特种材料波纹管焊接保护措施的重要性,为焊接保护过程设计并制作了焊接保护装置。通过试验及生产验证,为解决钛合金波纹管的焊接提供了一种低成本的工艺装备。
金属螺旋波纹管成形机 金属螺旋波纹管成形机
格式:pdf
大小:193KB
页数:未知
4.8
据美国专利第3,128,821号报导,美国于1964年发表了一种金属螺旋波纹管成形机。按照惯例、把直壁管坯制成螺旋波纹管是采用一种螺旋成形模板机构,在加工时,这种模板机构作相对于管坯的旋转运动。当用这种装置来加工不锈钢管坯时,由于模板和管坯会发生卡死现象,所以在制作过程中会遇到一些困难。此外,由于模板所产生的压力过大,会使管坯扭转或变形。过去的工艺装置采用了向外排列而向内会聚成一角度的滚柱系统。然而,这种装置几乎
PMS镜面钢的超塑性与超塑成形 PMS镜面钢的超塑性与超塑成形
格式:pdf
大小:97KB
页数:3P
4.6
研究新型塑料模具钢pms镜面钢的超塑性,并应用于模具成形。该钢在630~670℃变形温度范围内和较宽的应变速率范围内具有较好的超塑性能,可一次有出精度较高的模具,证明其肯有较好的应用效果。
大口径阀门用精密金属波纹管成形工艺 大口径阀门用精密金属波纹管成形工艺
格式:pdf
大小:290KB
页数:4P
4.4
通过对大口径金属波纹管成形工艺方法比较,突出多波一次整体液压胀形工艺的优点,着重阐述金属波纹管液压成形模具的设计、波纹管半自动成形工艺流程的介绍和不同导向结构中的成形装备结构设计,针对特定精密金属波纹管采用相应的成形工艺装备结构。
影响金属波纹管成形减薄量的主要因素 影响金属波纹管成形减薄量的主要因素
格式:pdf
大小:146KB
页数:2P
4.8
文中根据生产实践中积累的经验,总结了成形减薄量的变化规律,阐述了影响金属波纹管成形减薄量的主要因素,明确了材料伸长率、波纹管变形率、热处理、焊缝与金属波纹管成形减薄量的关系,为设计制造过程中控制成形减薄量提供了数据,为金属波纹管的批量生产及新产品的开发提供了科学依据。
稳健设计的钛合金波纹管超塑成形工艺相关
文辑推荐
知识推荐
百科推荐


职位:岩土工程技术副总工
擅长专业:土建 安装 装饰 市政 园林


