

太阳能板组装工艺
格式:pdf
大小:11KB
页数:3P
人气 :74
 4.7
4.7
太阳能板组装工艺 摘要:太阳能板应用在太阳能路灯,太阳能庭院灯,风光互补路灯,太 阳能草坪灯,太阳能屋顶发电,建筑一体化,农业中。其封装技术影响到太 阳能板的质量和性能,值得重视。 1、电池测试 :由于电池片制作条件的随机性,生产出来的电池性能不尽相 同,所以为了有效的将性能一致或相近的电池组合在一起, 所以应根据其性 能参数进行分类;电池测试即通过测试电池的输出参数(电流和电压)的大 小对其进行分类。以提高电池的利用率,做出量合格的电池组件。 2、正面焊接 :是将汇流带焊接到电池正面(负极)的主栅线上,汇流带为 镀锡的铜带,我们使用的焊接机可以将焊带以多点的形式点焊在主栅线上。 焊接用的热源为一个红外灯(利用红外线的热效应)。焊带的长度约为电池 边长的 2倍。多出的焊带在背面焊接时与后面的电池片的背面电极相连。 3、背面串接 :背面焊接是将 36片电池串接在一起形成一个组件串,我们目 前




太阳能板组装
产品名称: 太阳能电 池板 工时(s):文件号:phlq-es-wi版本:1.0 1.取旋转球和安装底座各1pc; 2将旋转球装于安装底座上,用st2.9x8将其锁固在底座上; 3.自检无误后流入下一道工序; 位置用量 菲力克斯电子(宁波)有限公司philexelectronic(ningbo)co:ltd. 组装(前加工)作业指导书 standardoperationprocedure 作业名称:装旋转球ps01/a-003第1之1页 作业内容注意事项 项目 工装设备及辅料 物料编号(p/n) 1.所使用物料和工装夹具等必须符合"hsf" 相关要求,即:"无有害
太阳能电池组装工艺介绍
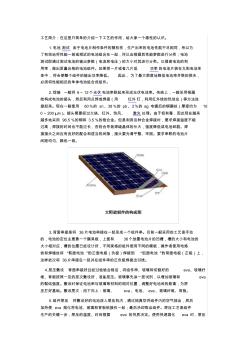
工艺简介:在这里只简单的介绍一下工艺的作用,给大家一个感性的认识。 1.电池测试由于电池片制作条件的随机性,生产出来的电池性能不尽相同,所以为 了有效地将性能一致或相近的电池组合在一起,所以应根据其性能参数进行分类;电池 测试即通过测试电池的输出参数(电流和电压)的大小对其进行分类。以提高电池的利 用率,做出质量合格的电池组件。如果把一片或者几片低功率的电池片装在太阳电池单 体中,将会使整个组件的输出功率降低。因此,为了最大限度地降低电池串并联的损失, 必须将性能相近的单体电池组合成组件。 2.焊接一般将6~12个光伏电池串联起来形成光伏电池串。传统上,一般采用银扁 线构成电池的接头,然后利用点焊或焊接(用红外灯,利用红外线的热效应)等方法连 接起来。现在一般使用60%的sn、38%的pb、2%的ag电镀后的铜扁丝(厚度约为10 0~200μm)。接头需要经过火
编辑推荐下载
太阳能板相关知识
格式:pdf
大小:10KB
页数:3P
4.4
太阳能板相关知识 一、太阳能电池发电原理:太阳能电池是一对光有响应并能将光能转换成电力的器件。能 产生光伏效应的材料有许多种,如:单晶硅,多晶硅,非晶硅,砷化镓,硒铟铜等。它们的 发电原理基本相同,现以晶体为例描述光发电过程。p型晶体硅经过掺杂磷可得n型硅,形 成p-n结。当光线照射太阳能电池表面时,一部分光子被硅材料吸收;光子的能量传递 给了硅原子,使电子发生了越迁,成为自由电子在p-n结两侧集聚形成了电位差,当外部 接通电路时,在该电压的作用下,将会有电流流过外部电路产生一定的输出功率。这个过程 的实质是:光子能量转换成电能的过程。 二、多晶硅太阳能电池和单晶硅太阳能电池是没有区别的。多晶硅太阳能电池和单晶硅太阳 能电池的寿命和稳定性都很好。虽然单晶硅太阳能电池的平均转换效率比多晶硅太阳能电池 的平均转换效率高1%左右,但是由于单晶硅太阳能电池只能做成准正方
单元体组装工艺
格式:pdf
大小:17KB
页数:3P
4.3
1.单元板块组装工艺流程 产前准备t材料领用t组件t框架组合t板块组装t板块清洗t检 验t固化 1.1组装前的准备工作 a.板块尺寸较大,需用专用组装平台。 b.根据工艺文件的工序安排合理排布生产线。 c.配备单元组装所需各种工具,对工具进行检验,试用,能正常工作。 d.领料,根据每批单元幕墙的加工细目,领取标准件、胶条、玻璃组件、 单元连接件、铝型材框架材料、密封胶等。 1.2单元幕墙板块的组装 a.在组装每一个单元板块前都应认真清理工作台面,防止在组装过程中 划伤铝型材。 b.在所有横、竖龙骨交接面涂耐候密封胶后,按组装图组框,在用螺钉 联接横竖框前,应在钉孔内注入耐候密封胶,以确保螺钉的防松及钉孔 处的水密性。 c.在组框时应着重控制型材拼接处的平整,板块的外形尺寸及对角线的 差值。 d.凡打胶外型材表面必须用溶脂性、去污性
太阳能板组装工艺热门文档

H型钢组装工艺
格式:pdf
大小:119KB
页数:9P
4.6
组装工艺 编号:lr-zcgy-zz-004 编制: 审核: 日期: 1.号料 1.1钢材材质:a.钢板:钢板厚度t≤16时,材质为q345b;16<t≤30时材质为q345c;时,30<t<40 时材质为q345gjc,t≥40时材质为q345gjc且厚度方向为z15。b.型钢:h型钢材质为q345c,且 单个规格使用<60t时材质为q345b;槽钢材质为q345b;角钢材质为q235b。 放样人员开草图时,必须先看清楚图纸中构件的材质、板厚、尺寸,发现问题及时找技术人员解决, 未经技术人员同意任何人不得私自修改图纸中构件的材质、板厚、尺寸。 对复杂节点及节点连接件进行1:1放样,放样时应根据设计图确定各构件的实际尺寸, 放样工作完成后,对所放大样和样板进行检验。 1.4箱型、焊接h型钢的翼缘板拼接缝和腹板拼接缝的间距不应小于20

节段组装工艺及预拼装
格式:pdf
大小:913KB
页数:13P
4.7
一、施工准备....................................................................................2 二、桁架节段划分............................................................................2 三、拼接钢板的装配........................................................................3 四、节段组装工艺............................................................................3 4.1、节段a、b、c组装..........................
H型钢组装工艺
格式:pdf
大小:139KB
页数:11P
4.8
h型钢组装工艺 组装工艺 编号:lr-zcgy-zz-004 编制: 审核: 日期: h型钢组装工艺 1.号料 1.1钢材材质:a.钢板:钢板厚度t≤16时,材质为q345b;16<t≤30时材质为q345c;时,30<t <40时材质为q345gjc,t≥40时材质为q345gjc且厚度方向为z15。b.型钢:h型钢材质为 q345c,且单个规格使用<60t时材质为q345b;槽钢材质为q345b;角钢材质为q235b。 1.2放样人员开草图时,必须先看清楚图纸中构件的材质、板厚、尺寸,发现问题及时找技术人员解决, 未经技术人员同意任何人不得私自修改图纸中构件的材质、板厚、尺寸。 1.3对复杂节点及节点连接件进行1:1放样,放样时应根据设计图确定各构件的实际尺寸, 放样工作完成后,对所放大样和样板进行检
低泄高封阀组装工艺
格式:pdf
大小:28KB
页数:1P
4.4
惠利消防 工艺 过程卡片 产品名称低泄高封阀总成零件名称低泄高封阀零件图号hdg0.18/6.6-00 材 料 名称组装下料方式毛重kg第1页共1页 牌号毛坯尺寸连下数量责任车间机钳车间 工序号工种 工序内容 单位:mm 设备名称及 编号 工艺装备名称及编号技术 等级 工时定额(min) 夹具刃具量具辅助工具单件工时准备与终结时间 1钳工清洗或擦拭各零件表面,去除铁屑、油污等杂 质。 2钳工 将9x2.65和18x3.55两种o型圈分别装入活门 体和阀座的密封槽内;将压簧装在活门体的导 向柱上后装入壳体内;将阀座与壳体用扳手旋 紧。 3钳工分别进行动作、密封以及强度试验。 4钳工将经过试验合格的产品擦拭干净后打标。 5钳工将打标完成的产品按装防护帽并入库。 更改内容 编制年月日审核
钢结构组装工艺
格式:pdf
大小:3.3MB
页数:8P
4.4
钢结构组装工艺 一、钢结构安装预备工作 在钢结构安装预备阶段,需做好以下工作: 1.编制钢结构工程的施工组织设计 其内容包括:计算钢结构构件和连接的数量;选择起重机械;确定流水程序;确定吊装方法;制定进 度计划;确定劳动组织;规划钢构件堆场;确定质量标准、安全措施和特别施工技术等。 选择起重机械是钢结构安装的要害。起重机械的型号和数量必须满意钢构件的吊装要求和工期要求; 但层工业厂房面积大,宜采用自行式起重机械。对重型钢结构厂房,可选用cc2000-30t履带式起重 机和ⅱ-ⅱ1495-100t履带式起重机等。 在确定吊装流水程序时,首先要确定每台起重机械的工作内容和各台起重机械之间的相互配合。其内 容深度,要达到要害构件反映到单件,竖向构件反映柱列,屋面部分反映到节间。对重型钢结构厂房, 柱子重量大,要分节吊装。 在确定吊装顺序时,要考虑安装构件方便和满意生产
太阳能板组装工艺精华文档

组装工艺流程
格式:pdf
大小:101KB
页数:2P
4.3
编号版本 日期页码11 作业时人力配设备仪器及 间(秒)置(人)治工具/站 苹果接头青稞纸 1接头贴青稞纸 91 保护板2接头与pcb板焊接603烙铁 电芯3电芯焊接202烙铁 半成品4半成品测试202手机电脑 上盖5上盖加工122电批 装饰件6装饰件定位51 螺丝7锁pcb板螺丝51电批 螺丝8装饰件锁螺丝51电批 9固定电芯61 14 加工人员节拍 装配人员14人周期时间 修理工平衡率10秒 qc人员标准工时1h 物料员标准产能360 助拉1人人均产能26 拉长1人瓶颈工序焊接 重点工序 易联科技电子科技(深圳)有限公司 文件名称背夹组装排拉流程 a.0 所需物料及数量流程图作业名称辅料/站sop编号 合计 工 程 分 析 人员状况 s
熔断器组装工艺介绍
格式:pdf
大小:517KB
页数:7P
4.4
主题:熔断器组装工艺 关键字:熔断器组装工艺 目标:iso9002:2000质量体系文件 应用范围:珠海瓦特电力设备有限公司 相关文件:质量策划控制程序 应用地址:珠海市瓦特电力设备有限公司 文件地址:珠海市瓦特电力设备有限公司质量部 分发范围:副总经理、生产部、质量部 控制状态:受控文件 重要说明: 姓名签名姓名签名姓名签名 版本日期修改起草审核批准 珠海瓦特电力设备有限公司 版本更新 v1.0第一版初次建立质量体系文件2006-1-4 一、目的 用于机柜装配车间在熔断器组装环节的生产作业指导,保证该过程的规律性、标准性和准确性 二、适用范围 生产部进行熔断器组装的生产环节。 三、定义 无 四、职责区分 生产部:机柜车间装配时根据此规定施行 质量部:根据此规定检验熔断器的组装。 五、规定内容:
微组装工艺流程
格式:pdf
大小:3.5MB
页数:21P
4.7
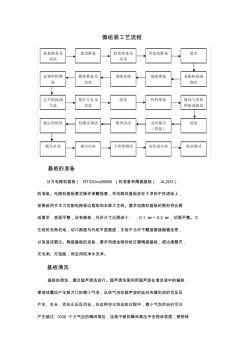
微组装工艺流程 基板的准备 分为电路软基板(rt/duroid5880)的准备和陶瓷基板(al2o3) 的准备。电路软基板要求操作者戴指套,将电路软基板放在干净的中性滤纸上, 按图纸用手术刀切割电路板边框线和去除工艺线。要求电路软基板的图形符合图 纸要求,表面平整,没有翘曲,外形尺寸比图纸小0.1㎜~0.2㎜,切面平整。工 艺线的去除切地,切口断面与代线平面垂直,手指不允许不戴指套接触镀金层, 以免造成氧化。陶瓷基板的准备,要求用细金刚砂纸打磨陶瓷基板,使边缘整齐, 无毛刺、无短路,然后用纯净水洗净。 基板清洗 基板的清洗,通过超声清洗进行。超声清洗是利用超声波在清洗液中的辐射, 使液体震动产生数万计的微小气泡,这些气泡在超声波的纵向传播形成的负压区 产生、生长,而在正压区闭合,在这种空化效应的过程中,微小气泡闭合时可以 产生超过1000个大气压的瞬间高压,连续不断的
太阳能电池,太阳能板技术参数
格式:pdf
大小:5KB
页数:2P
4.4
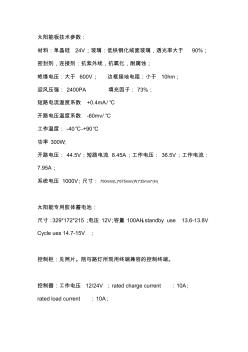
太阳能板技术参数: 材料:单晶硅24v;玻璃:低铁钢化绒面玻璃,透光率大于90%; 密封剂,连接剂:抗紫外线,抗氧化,耐腐蚀; 绝缘电压:大于600v;边框接地电阻:小于10hm; 迎风压强:2400pa填充因子:73%; 短路电流温度系数+0.4ma/℃ 开路电压温度系数-60mv/℃ 工作温度:-40℃-+90℃ 功率300w; 开路电压:44.5v;短路电流8.45a;工作电压:36.5v;工作电流: 7.95a; 系统电压1000v;尺寸:750mm(l)*675mm(w)*35mm*(h) 太阳能专用胶体蓄电池: 尺寸:329*172*215;电压12v;容量100ah。standbyuse13.6-13.8v cycleues14.7-15v; 控制柜:见照片。陪与路灯所现用终端兼容的控制终端。 控制器:工作电压12/24v
太阳能板工艺流程
格式:pdf
大小:86KB
页数:3P
4.4
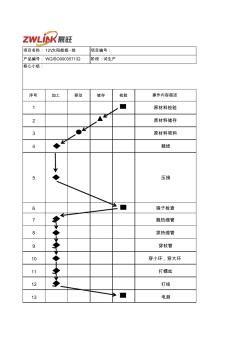
序号加工移动储存检验 1 2 3 4 5 6 7 8 9 10 11 12 13 打螺丝 打结 电测 穿热缩管 穿软管 穿小环,穿大环 压接 端子检查 裁热缩管 原材料储存 原材料领料 裁线 核心小组: 操作内容描述 原材料检验 项目名称:12v太阳能板-线项目编号: 产品编号:wgiso000357132阶段:试生产 地点生产/检测设备 仓库游标卡尺、千分尺、投影仪 仓库叉车、货架、温湿度计 仓库物料车 生产车间自动裁线机、卷尺、数显卡尺 生产车间 端子压接机、数显卡尺、拉力 测试仪、电压降测试仪、剖面 测试仪 生产车间目视 生产车间裁管机 生产车间热缩机、热风枪 生产车间托盘 生产车间托盘 生产车间电动螺丝批 生产车间工装板 生产车间电测仪无短路、无错 拉力:22号线 电压降:22号线试验电流2a,电压降≤2.5mv 产kpc 过
太阳能板组装工艺最新文档
 可吸收96%阳光的太阳能板
可吸收96%阳光的太阳能板 可吸收96%阳光的太阳能板
格式:pdf
大小:39KB
页数:1P
4.6
美国伦斯勒理工学院科学家小组设计出一种涂层,覆盖在传统的硅太阳能板上能使其吸收照射来的96%的阳光。这种新型太阳能板的可行性实验已取得
太阳能板自动朝阳转向器 太阳能板自动朝阳转向器
格式:pdf
大小:447KB
页数:3P
4.3
针对目前太阳能接收器对太阳能的利用率不充分的问题,利用三菱公司提供的fx-2n系列plc,fx-2n系列4ad模块设计了一套太阳方向跟踪自动化系统。讨论了由智能优化,过程控制组成的综合自动化追踪太阳方向的系统结构。所提出的系统成功的实现了自动追踪太阳方向的目标,具有一定的时效性。

太阳能板相关知识解读
格式:pdf
大小:42KB
页数:15P
4.5
一、太阳能电池发电原理:太阳能电池是一对光有响应并能将光能转换成电力的器 件。能产生光伏效应的材料有许多种,如:单晶硅,多晶硅,非晶硅,砷化镓,硒铟 铜等。它们的发电原理基本相同,现以晶体为例描述光发电过程。p型晶体硅经过掺 杂磷可得n型硅,形成p-n结。当光线照射太阳能电池表面时,一部分光子被硅材 料吸收;光子的能量传递给了硅原子,使电子发生了越迁,成为自由电子在p-n结两 侧集聚形成了电位差,当外部接通电路时,在该电压的作用下,将会有电流流过外部 电路产生一定的输出功率。这个过程的实质是:光子能量转换成电能的过程。 二、多晶硅太阳能电池和单晶硅太阳能电池是没有区别的。多晶硅太阳能电池和单晶硅太 阳能电池的寿命和稳定性都很好。虽然单晶硅太阳能电池的平均转换效率比多晶硅太阳能 电池的平均转换效率高1%左右,但是由于单晶硅太阳能电池只能做成准正方形(4个顶端 是圆弧),当组
太阳能板单晶多晶区别
格式:pdf
大小:20KB
页数:2P
4.7
太阳能板单晶多晶区别 太阳能电池是基于半导体的光伏效应将太阳辐射直接转换为电能的半导体 器件。现在商品化的太阳能电池主要有以下几种类型:单晶硅太阳能电池、多晶 硅太阳能电池、非晶硅太阳能电池,目前还有碲华镉电池、铜铟硒电池、纳米氧 化钛敏化电池、多晶硅薄膜太阳能电池及有机太阳能电池等。晶体硅(单晶、多 晶)太阳能电池需要高纯度的硅原料,一般要求纯度至少是%,也就是一千万 个硅原子中最多允许2个杂质原子存在。硅材料是用二氧化硅(sio2,也就是 我们所熟悉的沙子)作为原料,将其熔化并除去杂质就可制取粗级硅。从二氧化 硅到太阳能电池片,涉及多个生产工艺和过程,一般大致分为:二氧化硅—> 冶金级硅—>高纯三氯氢硅—>高纯度多晶硅—>单晶硅棒或多晶硅锭—>硅片—> 太阳能电池片。 单晶硅太阳能电池片主要是使用单晶硅来制造,与其他种类的太阳能电池片 相比,单晶硅

太阳能板式集热器
格式:pdf
大小:11KB
页数:1P
4.8
1简介 平板太阳能集热器是一种吸收太阳辐射能量并向工质传递热量的装置,它是一种特殊 的热交换器,集热器中的工质与远距离的太阳进行热交换。平板型太阳能集热器是太阳能集 热器中的一种类型。是由吸热板芯、壳体、透明盖板、保温材料及有关零部件组成。在加接 循环管道,保温水箱后,即成为能吸收太阳辐射热,使水温升高。 2原理 阳光透过透明盖板照射到表面涂有吸收层的吸热体上,其中大部分太阳辐射能为吸收 体所吸收,转变为热能,并传向流体通道中的工质。这样,从集热器底部入口的冷工质,在 流体通道中被太阳能所加热,温度逐渐升高,加热后的热工质,带着有用的热能从集热器的 上端出口,蓄入贮水箱中待用,即为有用能量收益。与此同时,由于吸热体温度升高,通过 透明盖板和外壳向环境散失热量,构成平板太阳集热器的各种热损失。 3特点 一、结构简单,灵活精巧、易维护; 二、形式多变,易与建筑完美融合; 三、寿命长、
铁路货运平车端渡板组装工艺研究 铁路货运平车端渡板组装工艺研究
格式:pdf
大小:203KB
页数:3P
4.7
铁路货运平车端渡板结构复杂,关键参数较难控制,对端渡板的结构及组装工艺进行深入系统的研究,制定合理可靠的组装工艺,保证端渡板的组装质量。
立柱组装工艺流程
格式:pdf
大小:8KB
页数:1P
4.5
立柱组装工艺流程 一、前期准备 1、装配现场地面应当平整开阔,保证清洁,无灰尘、油污及污水。 装配前必须仔细核对图纸,了解具体装配技术工艺要求。 2、需要使用的工装、工具等设备必须保持清洁。待装零部件应当 具有合格标记,操作人员应当洗净双手且禁止佩戴手套作业。 二、部件打磨 1、对外缸、中缸和导向套的螺纹进行去除飞边毛刺性打磨处理, 打磨完毕后,要用导向套对螺纹进行试验,反复打磨直至导向 套能顺利旋入。 2、对零部件的缸口、倒角、底阀孔、阀座、接头孔及密封槽进行 抛光处理,同时去除高点及飞边毛刺,对螺纹孔要进行攻丝打 磨,并试验。 三、部件清洗 1、将缸筒与地面成15°俯角放置,用高温高压液体对接头座、阀 板座、缸口、螺纹、外表面及内表面进行冲洗,直至流出的液 体无浑浊现象。 2、涤特纯等专用清洗剂进行浸泡导向套,使用毛刷等相应工具, 剔除导向套密封沟槽及螺纹内的杂质
高速PCB电镀组装工艺和特性化
格式:pdf
大小:30KB
页数:14P
4.3
... .... 高速0201组装工艺和特性化(2) 再谈硫酸盐光亮镀铜的磷铜阳极 摘要:在装饰性和pcb电镀中,酸性光亮镀铜的阳极最 佳含磷量为0.035—0.070%,磷化铜(cu3p)黑膜的生成对阳 极性能具有决定性的意义。 关键词:阳极磷铜0.035—0.070%磷含量 硫酸盐光亮镀铜具有许多优良的品质:出光快、整平性 好、效率高、成本低。这一镀种被广泛应用于装饰性五金塑料电 镀、电铸、制版和印制线路板(pcb)电镀中。一种镀种被广泛应 用,就值得我们倾心研究。 目前的研究多在于光亮剂上。国外的“210”、“mht”、 “pcm”光亮剂,国的“m、n、sp、p”体系和“320”等光亮剂 都是应用颇为广泛并卓有成效的。然而研究阴极过程的多,研究 阳极状态的少,阳极常常被人们忽视。笔者曾在1987年中国电 镀协会第二届电镀学术年会上发表过论文《硫酸
太阳能板组装工艺相关
文辑推荐
知识推荐
百科推荐


职位:燃气工程总监工程师
擅长专业:土建 安装 装饰 市政 园林


