

T10碳素工具钢半固态组织制备及电磁搅拌对组织的影响
格式:pdf
大小:222KB
页数:3P
人气 :57
 4.6
4.6
利用自制设备制备了T10碳素工具钢半固态试样,研究了不同的电磁搅拌工艺条件对T10碳素工具钢半固态组织的影响。结果表明,电磁搅拌可以改变T10碳素工具钢的凝固组织,随着搅拌功率的增加,搅拌时间的延长,T10碳素工具钢凝固组织中的初生相由树枝晶逐渐退化为等轴晶;电磁搅拌功率较小时,初生奥氏体首先以树枝晶方式生长,在搅拌过程中这些枝晶相互碰撞、缠绕、弯曲,最终折断或熔断;电磁搅拌功率较大时初生相只能长成短枝晶或等轴晶。



碳素工具钢
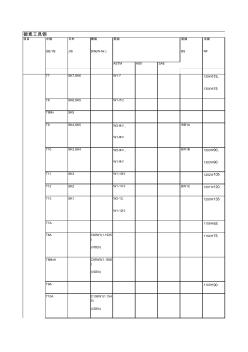
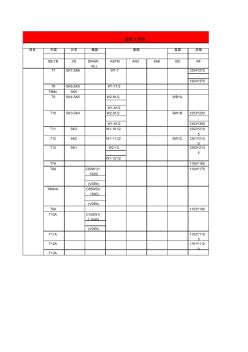
gb,ybjisdin(w-nr.)bsnf 1304y375 w1-81/2 w1-91/21303y390 w1-121/2 (vdeh) (vdeh) (vdeh) 碳素工具钢 项目中国日本德国美国英国法国 astmaisisae t7sk7,sk6 w1-7 t8sk6,sk5 w1-71/2 1204y275, wb1a t8mnsk5 bw1b1203y290, t9sk4,sk5 w2-81/2, 1202y2105 t10sk3,sk4 w2-91/2, bw1c1201y2120 t11sk3 w1-101/2 1200y2135 t12sk2 w1-111/2 1105y165 t13sk1
碳素工具钢及合金工具钢
工具钢-正文 碳素工具钢基本上是优质或高级优质高碳钢,简称碳工钢。其冷、热加工性能 好,最高淬火硬度能达hrc66~67,但通常回火硬度为hrc60~64,耐磨性好,价 格低廉,用途广泛,数量约占整个工具钢的一半。主要缺点是:①淬透性低,水 淬时也只能淬透截面厚度不大于8mm的小工具;②耐热性差,在250℃,硬度急 剧下降,所以一般限在200℃以下使用。碳工钢的含碳量自0.65~1.35%(牌号 为t7~t13),属亚共析钢和共析钢(t7,t8),用于制造形状简单的刀具和木工刀 具。过共析钢用量最大,尤其是t10、t11适于制造对耐磨性要求较高的工具和 冷冲模、拉丝模、切边模、丝锥以及形状简单的低精度量具。含碳更高的牌号, 虽然耐磨性高,但韧性低,不耐冲击,只适于制造锉刀、丝锥、刻刀、剪刀等手工 工具。 碳工钢在热加工后具有片状珠光体组织,硬度较
编辑推荐下载
碳素工具钢的性能和用途
格式:pdf
大小:15KB
页数:1P
4.7
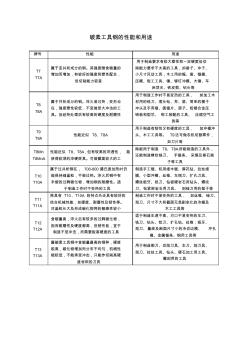
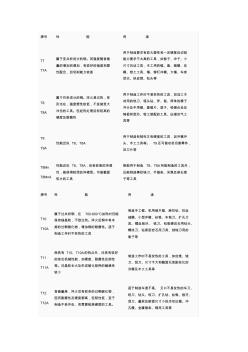
碳素工具钢的性能和用途 牌号性能用途 t7 t7a 属于亚共析成分的钢。其强度随含碳量的 增加而增加,有较好的强度和塑性配合, 但切削能力较差 用于制造要求有较大塑性和一定硬度但切 削能力要求不太高的工具,如凿子、冲子、 小尺寸风动工具,木工用的锯、凿、锻模、 压模、钳工工具、锤、铆钉冲模、大锤、车 床顶尖、铁皮剪、钻头等 t8 t8a 属于共析成分的钢。淬火易过热,变形也 在,强度塑性较低,不宜做受大冲击的工 具。但经热处理后有较高的硬度及耐磨性 用于制造工作时不易变热的工具,如加工木 材用的铣刀、埋头钻、斧、凿、简单的模子 冲头及手用锯、圆锯片、滚子、铅锡合金压 铸板和型芯、钳工装配的工具、压缩空气工 具等 t9 t9a 性能近似t8、t8a 用于制造有韧性又有硬度的工具,如冲模冲 头、木工工具等。t9还可做农机切割零件, 如刀片等 t8mn t8mna 性能近似t
碳素工具钢半固态组织制备及电磁搅拌对组织的影响热门文档
碳素工具钢的分类性能与具体用途
格式:pdf
大小:20KB
页数:2P
4.8
牌号性能用途 t7 t7a 属于亚共析成分的钢。其强度随含碳 量的增加而增加,有较好的强度和塑 性配合,但切削能力较差 用于制造要求有较大塑性和一定硬度但切削 能力要求不太高的工具,如凿子、冲子、小 尺寸风动工具,木工用的锯、凿、锻模、压 模、钳工工具、锤、铆钉冲模、大锤、车床 顶尖、铁皮剪、钻头等 t8 t8a 属于共析成分的钢。淬火易过热,变 形也在,强度塑性较低,不宜做受大 冲击的工具。但经热处理后有较高的 硬度及耐磨性 用于制造工作时不易变热的工具,如加工木 材用的铣刀、埋头钻、斧、凿、简单的模子 冲头及手用锯、圆锯片、滚子、铅锡合金压 铸板和型芯、钳工装配的工具、压缩空气工 具等 t9 t9a 性能近似t8、t8a 用于制造有韧性又有硬度的工具,如冲模冲 头、木工工具等。t9还可做农机切割零件, 如刀片等 t8mn t8mna 性能近似t8、t8a

碳素工具钢对照表 (2)
格式:pdf
大小:38KB
页数:2P
4.4
返回钢材对照表碳素工具钢返回首页 项目中国 gb,yb 日本 jis 德国 din(w-nr.) 美国英国 bs 法国 nf 前苏 联 го ст 国际 iso astmaisisae t7sk7,sk6w1-71204y275, 1304y375 y7 t8sk6,sk5w1- 71/2 y8 t8mnsk5y8г t9sk4,sk5w2- 81/2, w1- 81/2 wb1ay9 t10sk3,sk4w2- 91/2, w1- 91/2 bw1b1203y290, 1303y390 y10 t11sk3w1- 101/2 1202y2105y11 t12sk2w1- 111/2 bw1c1201y2120y12 t13sk1w2- 13, w1- 121/2 1200y2135
T10碳素工具钢
格式:pdf
大小:6KB
页数:2P
4.7
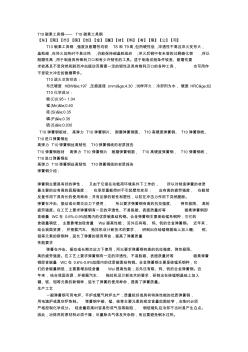
t10碳素工具钢——t10碳素工具钢 【东】【莞】【市】【国】【创】【金】【属】【材】【料】【有】【限】【公】【司】 t10碳素工具钢,强度及耐磨性均较t8和t9高,但热硬性低,淬透性不高且淬火变形大, 晶粒细,在淬火加热时不易过热,仍能保持细晶粒组织;淬火后钢中有未溶的过剩碳化物,所以 耐磨性高,用于制造具有锋利刀口和有少许韧性的工具。适于制造切削条件较差、耐磨性要 求较高且不受突然和剧烈冲击振动而需要一定的韧性及具有锋利刃口的各种工具,也可用作 不受较大冲击的耐磨零件。 t10退火交货状态: 布氏硬度hbw≤197,压痕直径(mm)≥4.30;试样淬火:冷却剂为水,硬度hrc≥62 t10化学成分: 碳(c)0.95~1.04 锰(mn)≤0.40 硅(si)≤0.35 磷(p)≤0.35 硫(s
T10碳素工具钢批发
格式:pdf
大小:44KB
页数:2P
4.4
买钢材-找【宁波佰顺钢铁科技有限公司】“厂家直销”,“全网批发”,咨询:133-7688-7671,主营:易切削钢、合金结构钢、碳素结构钢、轴承钢、弹簧钢、模具钢等。。。。。 t10碳素工具钢 t10碳素工具钢,标准:gb/t1298-2008,强度及耐磨性均较t8和t9高,但热硬性低,淬透性不高且 淬火变形大,晶粒细,在淬火加热时不易过热,仍能保持细晶粒组织;淬火后钢中有未溶的过剩碳化物, 所以耐磨性高,用于制造具有锋利刀口和有少许韧性的工具。fdsgfdhgjyi 参考牌号 中国标准牌号t10钢、中国台湾cns标准牌号sk105/sk95、德国din标准材料编号 1.1645、德国dln标准牌号c105w2、俄罗斯r0ct标准牌号y10;日本jis标准牌号 sk105/sk95、法国afn0r标准牌号
碳素工具钢半固态组织制备及电磁搅拌对组织的影响精华文档

碳素工具钢对照表
格式:pdf
大小:15KB
页数:1P
4.4
碳素工具钢对照表 碳素工具钢 项 目 中国 gb,yb 日本 jis 德国 din(w-nr.) 美国英国 bs 法国 nf 前苏联 гост 国际 iso astmaisisae t7sk7,sk6w1-71204y275, 1304y375 y7 t8sk6,sk5w1-71/2y8 t8mnsk5y8г t9sk4,sk5w2-81/2, w1-81/2 wb1ay9 t10sk3,sk4w2-91/2, w1-91/2 bw1b1203y290, 1303y390 y10 t11sk3w1-101/21202y2105y11 t12sk2w1-111/2bw1c1201y2120y12 t13sk1w2-13, w1-121/2 1200y2135y13 t7a1105y1
实验六碳素工具钢、合金工具钢的组织观察与检验
格式:pdf
大小:14KB
页数:3P
4.8
实验六碳素工具钢、合金工具钢的组织观察与检验(验证性) 一、实验目的及要求 1.了解碳素工具钢、合金工具钢的显微组织。 2.掌握碳素工具钢、合金工具钢的检验方法和正确评级方法。 3.分析工具钢中场出现的各种缺陷组织。 二、实验原理 工具钢是指用来制造刃具、量具、模具的钢种,根据其化学成分的不同可以 分为碳素工具钢和合金工具钢两大类。 碳素工具钢是含碳量较高的钢,其含碳量在0.7%~1.3%之间,所以又称为高碳钢。由 于碳含量比较高,使淬火后钢中存在大量过剩碳化物,从而保证了工具钢热处理后获得较高 的硬度和耐磨性,能广泛用于制造各种工具和模具。这种钢的主要合金元素是碳元素,所以 红硬性较差,例如作高速切削时刀具回会受热软化丧失切削功能。因此只能制造尺寸小、形 状简单、切削速度不高的工具,如手工据条、锉刀、丝锥、板牙、凿子以及形状简单的冷加 工冲头、拉丝模、切
 不同浓度氯化钙溶液对碳素工具钢淬火质量的影响
不同浓度氯化钙溶液对碳素工具钢淬火质量的影响 不同浓度氯化钙溶液对碳素工具钢淬火质量的影响
格式:pdf
大小:209KB
页数:3P
4.3
对碳素工具钢采用不同浓度的氯化钙水溶液进行淬火。结果表明,饱和氯化钙水溶液冷却可在保证工件淬硬性的前提下,减少淬火工件的变形、开裂,提高碳素工具钢的淬火质量。
预氮化对碳素工具钢560℃双辉等离子渗铬的影响 预氮化对碳素工具钢560℃双辉等离子渗铬的影响
格式:pdf
大小:870KB
页数:4P
4.5
为了降低双辉等离子渗铬的工艺温度,提高低温渗铬速度,对t10钢表面在550℃进行不同时间的离子预氮化处理,再进行560℃×4h低温双辉等离子渗铬,对渗层的组织与硬度进行了研究。结果表明:各种条件下渗铬后,表面均形成铬的沉积层+扩散层,沉积层厚度4~5μm,组织致密,与基体结合良好;扩散层铬含量与显微硬度随预氮化时间的增加而增加,且均呈梯度分布;未经预氮化处理试样的扩散层深20μm左右,表面物相为铁、铁-铬固溶体、铬碳化物(cr7c3,cr23c6),表面显微硬度约700hv;预氮化后试样的扩散层深25~30μm,表面物相主要为铬、铁-铬固溶体、铬碳化物(cr7c3,cr23c6)、铬氮化物(crn),显微硬度达915~1250hv,较未预氮化的试样提高45%以上。
碳素工具钢半固态组织制备及电磁搅拌对组织的影响最新文档
解决碳素工具钢淬火变形及开裂的方法 解决碳素工具钢淬火变形及开裂的方法
格式:pdf
大小:133KB
页数:2P
4.5
1.问题的提出我公司模具材料大多为t8、t10的碳素工具钢,热处理技术要求硬度62~64hrc,变形量在±0.02mm范围。以前,我公司模具淬火(碳素钢淬火)采用"10%

碳素工具钢的牌号和化学成分
格式:pdf
大小:32KB
页数:2P
4.3
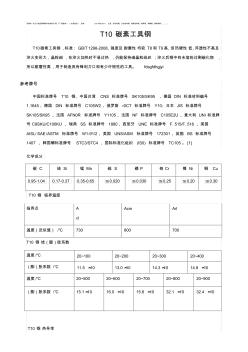
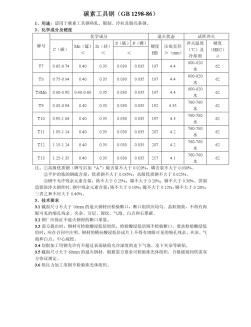
碳素工具钢的牌号和化学成分 2008年10月21日来源:中国模具钢网 来源:中国模具钢网 牌号 化学成分(质量分数)(%) cmnsisp t70.65~o.75 ≤0.40 ≤0.35≤o.030≤0.035 t8o.75~o.84 t8mno.80~0.900.40~o.60 t9o.85~0.94 ≤0.40 t10o.95~1.04 t111.05~1.14 t121.15~1.24 t131.25~1.35 注:1.表中,高级优质钢(牌号后加a)含硫量不大于0.020%,磷含量不大于0.030%。 2.平炉冶炼的钢硫含量:优质钢不大于0.035%;高级优质钢不大于0.025%。 3.钢中允许残余元素含量:铬不大于0.25%;镍不大于0.20%;铜不大亏0.30%。 供制造铅浴淬火钢丝时,
新版碳素工具钢和高速工具钢国家标准的变化 新版碳素工具钢和高速工具钢国家标准的变化
格式:pdf
大小:853KB
页数:7P
4.5
介绍了2008年修订发布的gb/t1298—2008《碳素工具钢》及gb/t9943—2008《高速工具钢》2项新标准,并分别与相应旧版本做了对比分析,指出了新、旧标准之间的差异。该2项新标准与相对应的前一版本相比,在标准名称、适用范围以及技术内容方面都有不同程度的变化。两项新标准的优点是技术内容上更加完善,适用范围更广,并与现行的相关标准保持了较好的协调关系,更便于贯彻执行。

GBT1298-2008碳素工具钢
格式:pdf
大小:758KB
页数:14P
4.5
ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m
七国碳素工具钢牌号对照表
格式:pdf
大小:31KB
页数:2P
4.5
中国日本德国英国法国 gb,ybjisdin(w- nr.) astmaisisaebsnf 1204y275 , 1304y375 t8sk6,sk5w1-71/2 t8mnsk5 w2-81/2, w1-81/2 w2-91/2,1203y290 , w1-91/21303y390 t11sk3w1-101/21202y210 5 t12sk2w1-111/2bw1c1201y212 0 w2-13, w1-121/2 t7a1105y165 c80w1(1. 1525) (vdeh) c85ws(1 .1830) (vdeh) t9a1103y190 c105w1( 1.1545) (vdeh) t11a1102y110 5 t12a1101y112 0 t13a 碳素工具钢 项目美国 t7sk7,sk6w1-7 t9sk4
碳素工具钢锯切裂纹原因分析与解决措施 碳素工具钢锯切裂纹原因分析与解决措施
格式:pdf
大小:92KB
页数:未知
4.6
通过对某型钢连轧厂现有锯切机的能力进行测算,合理给定锯切时的工艺参数,根据实际生产中出现的质量问题进行实验室分析,对锯切机进行了技术改造,解决了锯切碳素工具钢裂纹缺陷的问题。
碳素工具钢低温双辉等离子渗镀铬硬化的研究 碳素工具钢低温双辉等离子渗镀铬硬化的研究
格式:pdf
大小:168KB
页数:3P
4.6
利用双层辉光等离子渗金属技术,在580℃对t10钢进行表面渗镀铬硬化的研究。结果表明:渗镀层由沉积层+扩散层组成;沉积层厚5 ̄6μm,组织致密,与基体结合紧密,且w(cr)>48%;内有15 ̄20μm的扩散层,扩散层中铬含量呈梯度分布;经x射线衍射分析,其表面物相由fe、fe-cr、、cr7c3、cr23c6、等组成;渗层的显微硬度达700hv以上,硬度向内逐步降低,且呈梯度分布。
 激光熔覆碳素工具钢(T8A)的微观形貌和显微硬度分析
激光熔覆碳素工具钢(T8A)的微观形貌和显微硬度分析 激光熔覆碳素工具钢(T8A)的微观形貌和显微硬度分析
格式:pdf
大小:1.7MB
页数:5P
4.3
采用自配fe-ni-cr-mo-c-b-si粉末在t8a基体上进行了激光熔覆试验,获得了高致密度、高硬度、表面质量较好的熔覆层。在加工过程中发现,使用无水酒精作粘结剂的熔覆工艺性要比松香酒精溶液好,形成的熔覆层对基体t8a有良好的润湿性,光学显微镜下观察熔覆层的横断面,熔覆层与基体的界面处结合良好。熔覆层的显微硬度可达到625hv,而过渡区域的硬度更高,达到了700hv,熔覆层的内部质量和硬度符合预期的要求。
碳素工具钢半固态组织制备及电磁搅拌对组织的影响相关
文辑推荐
知识推荐
百科推荐


职位:建筑电气工程师
擅长专业:土建 安装 装饰 市政 园林


