

铜铝焊接方法
格式:pdf
大小:54KB
页数:2P
人气 :61
 4.3
4.3
用心专注,服务专业 铜铝焊接方法 由于铝的活泼性极强,在焊接过程中极易氧化,所以在焊接类似于铝—铝、铜—铝钎接接 头时,通常需进行焊前实验,以确定适合的焊接材料和助焊剂。 1. 钎料的选择 当选择钎料合金时需要考虑几个因素 . 首先是被连接金属的兼容性 , 接头间隙 , 钎焊 温度 , 加热方法 , 工作温度及环境因素也需要引起重视。 近年来新型钎焊材料的出现, 在进行较为活泼的有色金属焊接实践中, 采用药芯焊材作 为填充材料可得到良好的焊接接头(不需要其他助焊剂) 。注意控制焊接接头的装配间隙和 施焊部位的表面清理,选用 XR-FC22、HD110 等药芯焊丝,在不需要其他助焊剂的情况下, 能更容易地得到良好的焊接接头。 焊丝 XR-FC0215 是针对电器行业设计及生产的新一代高性能环保焊接材料,它适用于 在铜铝之间、铜母线与铝箔之间、铝铝之间的焊接作业。 铜铝药芯焊丝 XR-FC20




铜铝焊接方法
铜铝焊接方法 由于铝的活泼性极强,在焊接过程中极易氧化,所以在焊接类似于铝—铝、铜—铝钎接接 头时,通常需进行焊前实验,以确定适合的焊接材料和助焊剂。 1.钎料的选择 当选择钎料合金时需要考虑几个因素.首先是被连接金属的兼容性,接头间隙,钎焊 温度,加热方法,工作温度及环境因素也需要引起重视。 近年来新型钎焊材料的出现,在进行较为活泼的有色金属焊接实践中,采用药芯焊材作 为填充材料可得到良好的焊接接头(不需要其他助焊剂)。注意控制焊接接头的装配间隙和 施焊部位的表面清理,选用xr-fc22、hd110等药芯焊丝,在不需要其他助焊剂的情况下, 能更容易地得到良好的焊接接头。 焊丝xr-fc0215是针对电器行业设计及生产的新一代高性能环保焊接材料,它适用于 在铜铝之间、铜母线与铝箔之间、铝铝之间的焊接作业。 铜铝药芯焊丝xr-fc20a的流动性适中,
 钢-铝焊接汽车传动法兰盘
钢-铝焊接汽车传动法兰盘 钢-铝焊接汽车传动法兰盘
德国莱贝集团(leibergroup)开发成功一种可焊接钢与铝合金的工艺,用它焊接钢-铝乘用车传动法兰盘得到了很好的应用,可在4000nm以上的扭矩作用下长期工作,它的质量比全钢件的轻47%。
编辑推荐下载
钢-铝焊接汽车传动法兰盘 钢-铝焊接汽车传动法兰盘
格式:pdf
大小:61KB
页数:1P
4.5
德国莱贝集团(leibergroup)开发成功一种钢与铝合金的焊接工艺,用它焊接钢-铝乘用车传动法兰盘得到了很好的应用,可在4000n·m以上的扭矩作用下长期工作,它的质量比全钢件的轻47%。
焊接方法分享---铝管的焊接方法
格式:pdf
大小:9KB
页数:1P
4.3
焊接方法分享---铝管的焊接方法 我们焊接工在做铝管焊接的时候需要知道的一些知识 1.焊条不能用焊枪先加热后蘸取焊粉,因为此焊条熔点太低。 2.焊接一次性成功效果更佳,因铝管熔旋切刀具点太低,第二次 再加热时,铝管极易变形。 3.内胆必须放置湿毛巾,保护到位,因为焊接空间很狭小,因此 务必注意冰箱的保护。 4.焊枪火焰不能过长,且必须用微火加热,否则分散剂铝管极易 熔化。 5.焊接完毕,要等尼龙丝专用浆料二、三分钟管子冷却后才水泥 储存库能接触,否则焊点易漏。 6.焊条必须均匀涂抹焊剂,才能确保焊点的质量。 7.焊接时间不能过长,因熔点太低时间过长容易导致铝管管壁融 化或变薄,打压极易泄漏。 8.焊条不能用焊枪先加热后蘸取焊粉,因为此焊条熔点太低。 更多信息请登录中国铝管交易网查询。
铜铝焊接方法热门文档
紫铜和黄铜焊接方法
格式:pdf
大小:11KB
页数:2P
4.6
紫铜和黄铜焊接方法 紫铜的焊接: 焊接紫铜(即一般所称的工业纯铜)的方法有气焊、手工碳弧焊、手工电弧焊和手工 氩弧焊等方法,大型结构也可采用自动焊。 1.紫铜的气焊 焊接紫铜最常用的是对接接头,搭接接头和丁字接头尽量少采用。气焊可采用两种焊丝,一 种是含有脱氧元素的焊丝,如丝201、202;另一种是一般的紫铜丝和母材的切条,采用气 剂301作助熔剂。气焊紫铜时应采用中性焰。 2.紫铜的手工电弧焊 在手工电弧焊时采用紫铜焊条铜107,焊芯为紫铜(t2、t3)。焊前应清理焊接处边 缘。焊件厚度大于4毫米时,焊前必须预热,预热温度一般在400~500℃左右。用铜107 焊条焊接,电源应采用直流反接。 焊接时应当用短弧,焊条不宜作横向摆动。焊条作往复的直线运动,可以改善焊缝的成 形。长焊缝应采用逐步退焊法。焊接速度应尽量快些。多层焊时,必须彻底清除层间的熔渣。
铜管典型焊接方法
格式:pdf
大小:15KB
页数:6P
4.6
-38-化工建设工程2001年第23卷第3期 铜管典型焊接方法的应用 宋克俭 (淮南工业学院职业技术学院,谁南23~07) 摘要着重介绍紫铜管焊接中,钎焊焊接技术的原理、焊接工艺和实例。 关键词铜管钎焊工艺应用实例 工业上使用的铜管,主要有纯铜(又称紫铜)和铜 台金。相对来说,紫铜的焊接以熔焊居多。本文以紫 铜管钎焊方法的应用,简要介绍钎焊的原理、钎料及钎 剂的选用、钎焊工艺和特点。 1概述 国产工业纯铜的代号、成分和用途见表1。 裹l工业纯铜的代号、成分和用连 纯铅号代号cu(%1—塑±月逮 bi}pi?一 一号铜t199.蛄0.(1/20.005}电线电境、化工用蒸 二号铜亿99.帅0(1/2jo.005j发器、储存器和各种管道 三号镉1399.700.002i0.

铜管焊接方法
格式:pdf
大小:6KB
页数:2P
4.6
铜管焊接方法 空调制冷系统一般用铜铝等有色金属材料,在制造、安装和维修过程中,管道的焊接是 关键一环,不但影响美观,更影响系统能否正常工作,必须引起高度重视。 焊料的选用 制冷空调的管件多是用铜(紫)管材,常用的焊料类型有铜磷焊料、银铜焊料、铜锌焊 料等。在焊接时要根据管道材料的特点,正确的选择焊料及熟练的操作,以确保焊接的质量。 1、对同类材料的焊接 1.1铜与铜的钎焊可选用磷铜焊料或含银量低的磷铜焊料,如2%或5%的银基焊料。这种 焊料价格较为便宜,且有良好的熔液,采用填缝和润湿工艺,不需要焊剂。 1.2钢与钢的焊接可选用黄铜条焊料加适当的焊剂,焊接时,将焊料加热到一定温度后插 放在焊剂中,使焊剂熔化后附着在焊料上,但焊后必须将焊口附近的残留焊剂刷洗干净,以 防产生腐蚀。 2对不同材料的焊接 2.1铜与钢或铜与铝的焊接可选用银铜焊料和适当的焊剂,焊后必
铝合金焊接方法的研究现状 铝合金焊接方法的研究现状
格式:pdf
大小:1.0MB
页数:3P
4.5
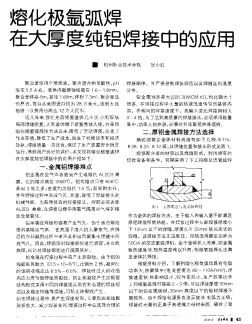
概述了铝合金几种先进的焊接方法:钨极氩弧焊、电子束焊、激光焊及搅拌摩擦焊。重点介绍了铝合金最有前途的固相连接方法——搅拌摩擦焊,并展望了铝合金搅拌摩擦焊的应用前景。指出搅拌摩擦焊是铝合金最好的连接工艺,应深入研究。
铜铝焊接方法精华文档

PE管焊接方法
格式:pdf
大小:17KB
页数:3P
4.8
管材的连接方式 (1)热熔对接 a.热熔对接的原理 热热熔对接是将待接pe管段界面,利用加热板加热熔融后相互对接融合, 经冷却固定而连接在一起的方法。 b.准备 a.对接管段均应材质一致,应尽量采用同一厂配套材料; b.对接管段外径、壁厚应一致; c.待焊管材和管件的内外表面尤其是端口附近应光滑平整,无异状; d.管材的尺寸偏差等应满足要求; e.对接管段均应具有与焊机匹配的良好的加工与焊接性能; f.检查焊接系统及电源匹配情况,清理加热板,将焊机各部件的电源接通, 并且应有接地保护; g.按焊机给出的焊接工艺参数设置加热板温度至焊接温度;若是自动焊机, 还应设置吸热时间与冷却时间等参数。 c.热熔对接的操作要点 a.焊接流程 b.焊接条件 (a)导致pe熔融流动的焊接温度; (b)焊接压力; (c)压力及温度的作用时间。 c.焊接工艺曲线 d.装夹焊管 (a)打开机架,
铜铝焊接方法最新文档
vga焊接方法带图
格式:pdf
大小:287KB
页数:3P
4.5
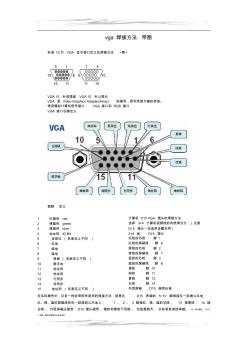
vga焊接方法带图 标准15针vga显示接口定义及焊接方法 vga15针母插座vga15针公插头 vga是videographicsadapter(array)的缩写,信号类型为模拟类型。 常用模拟计算机信号接口:vga接口和rgb接口 vga接口引脚定义 管脚定义 1红基色red 2绿基色green 3蓝基色blue 4地址码idbit 5自测试(各家定义不同) 6红地 7绿地 8蓝地 9保留(各家定义不同) 10数字地 11地址码 12地址码 13行同步 14场同步 15地址码(各家定义不同) 计算机d15vga插头的焊接方法 选择3+4计算机视频线的传统焊法为:(注意 d15接头一定选用金属外壳) 3+4线d15
焊接方法代号焊接的种类
格式:pdf
大小:340KB
页数:11P
4.6
一、焊条电弧焊 (一)、焊接电弧 电弧是两带电导体之间持久而强烈的气体放电现象。 1.电弧的形成 (1)焊条与工件接触短路 短路时,电流密集的个别接触点被电阻热q=i2rt所加热,极小的气隙的电场强度很高。 结果:①少量电子逸出。②个别接触点被加热、熔化,甚至蒸发、汽化。③出现很多 低电离电位的金属蒸汽。 (2)提起焊条保持恰当距离 在热激发和强电场作用下,负极发射电子并作高速定向运动,撞击中性分子和原子使 之激发或电离。 结果:气隙间的气体迅速电离,在撞击、激发和正负带电粒子复合中,其能量转换, 发出光和热。 2.电弧的构造与温度分布 电弧由三部分构成,即阴极区(一般为焊条端面的白亮斑点)、阳极区(工件上对应焊 条端部的溶池中的薄亮区)和弧柱区(为两电极间空气隙)。 3、电弧稳定燃烧的条件 (1)应有符合焊接电弧电特性要求的电源 a)当电流过小时,气隙间气体电离不充分,电弧电阻大
焊接工程学焊接方法篇
格式:pdf
大小:8KB
页数:2P
4.4
1 《焊接工程学》课程教学大纲 第一篇焊接方法 第三章熔化极电弧焊方法 第一节mig和mag 原理:熔化极气体保护焊属于用电弧作为热源的熔化焊方法,其电弧建立在连续送进的 焊丝与熔池之间。熔化的焊丝金属与母材金属混合而成的熔池在电弧热源移走后结晶而形成 焊缝,并把分离的母材通过冶金方式连接起来。 熔滴过渡的方式:短路过渡(小电流,短弧),滴状过渡(小电流,长弧),射滴过渡(mig, 铝),射流过渡(mig,钢焊丝,直流反接,长弧),亚射流过渡(焊缝起皱现象,铝合金, 短弧,直流反极性接法),旋转射流过渡(钢焊mig焊,伸出长度长,或电流远大于射流 临界电流)。 喷射临界电流:不同焊接材料不同保护气氛等工艺参数的影响。 电流极性:直流正接和直流反接。 气体保护方式:mig以ar或he为主,mag在ar或he中加入o2(一般小于5%)和

VGA头的焊接方法
格式:pdf
大小:174KB
页数:2P
4.3
vga头的焊接方法详解 一般在使用投影仪等设备时,其vga接头大多需要人工焊接,接头多,难焊是 vga的焊接的两个难题,弄不好要么没信号,要么出现色差,下面我把如何焊接 vga头的方法介绍给大家,希望大家在实际工作中有所帮助。 按照vga接头(15hd)的标准,共各引脚的定义如下: 1pin——red2pin——green3pin——blue 4pin——idbit5pin——n/c6pin——r.gnd 7pin——g.gnd8pin——b.gnd9pin——no.pin 10pin——gnd11pin——idbit12pin——idbit 13pin——hsync14pin——
钢-铝焊接汽车传动法兰 钢-铝焊接汽车传动法兰
格式:pdf
大小:65KB
页数:未知
4.8
德国莱贝集团(leibergroup)开发成功一种可焊接钢与铝合金的工艺,用它焊接钢-铝乘用车传动法兰盘得到了很好的应用,可在4000nm以上的扭矩作用下长期工作,它的质量比全钢件的轻47%。
铝及铝合金的常见焊接方法 铝及铝合金的常见焊接方法
格式:pdf
大小:69KB
页数:1P
4.5
几乎各种焊接方法都可以用于焊接铝及铝合金,但是铝及铝合金对各种焊接方法的适应性不同,各种焊接方法有其各自的应用场合。气焊和焊条电弧焊方法,设备简单、操作方便。气焊可用于对焊接质量要求不高的铝薄板及铸件的补焊。焊条电弧焊可用于铝合金铸件的补焊。惰性气体保护焊(tig或mig)方法是应用最广泛的铝及铝合金焊接方法。
铜铝管焊接的几种方法比较 铜铝管焊接的几种方法比较
格式:pdf
大小:89KB
页数:未知
4.4
电冰箱制冷剂泄漏常发生存铜铝接头部位,因此掌握铜铝管焊接技术对维修电冰箱是十分重要的。本文介绍五种常用的铜铝焊接法及其优缺点,并重点介绍采用专用铜铝接头元件,用铝焊法进行维修的技术要点。
铝及铝合金的常见焊接方法 铝及铝合金的常见焊接方法
格式:pdf
大小:69KB
页数:1P
4.7
几乎各种焊接方法都可以用于焊接铝及铝合金,但是铝及铝合金对各种焊接方法的适应性不同,各种焊接方法有其各自的应用场合。气焊和焊条电弧焊方法,设备简单、操作方便。气焊可用于对焊接质量要求不高的铝薄板及铸件的补焊。焊条电弧焊可用于铝合金铸件的补焊。惰性气体保护焊(tig或mig)方法是应用最广泛的铝及铝合金焊接方法。
铜铝焊接方法相关
文辑推荐
知识推荐
百科推荐


职位:BIM深化设计师(幕墙)
擅长专业:土建 安装 装饰 市政 园林


