



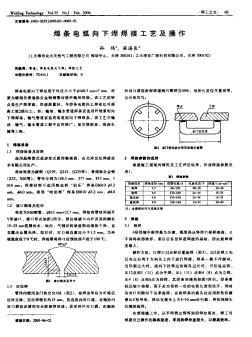
编辑推荐下载


铜焊条牌号
格式:pdf
大小:22KB
页数:1P
 4.3
4.3
牌号主要成份(%)特性和用途相当aws 紫铜焊丝s201curem. 机械性能好,抗裂性好。紫铜气焊及氩弧 焊用 ercu 硅青铜s211 si3mn1 curem. 机械性能好,铜合金氩弧焊及钢的mig钎 焊用 ercusi-al 锡青铜s212sn5curem.耐磨性好。铜合金氩弧焊及钢的堆焊用ercusn-a 锡青铜s213sn8curem.耐磨性好。铜合金氩弧焊及钢的堆焊用ercusn-c 铝青铜a1s214al7.5curem.耐磨、耐蚀。铜合金氩弧焊及钢的堆焊用ercual-a1 铝青铜a2s215al9curem. 耐磨、耐蚀。铜合金氩弧焊及钢 的堆焊用 ercual-a2 铝青铜(a3)a110.5curem. 耐磨、耐蚀。铜合金氩弧焊及钢 的堆焊用。 ercua1-a3 锡
纯铜焊接工艺探讨
格式:pdf
大小:20KB
页数:3P
4.5
纯铜焊接工艺探讨 摘要:本文通过对纯铜的物理性能及焊接性分析,经过摸索试验,总结出一 套行之有效的纯铜手工氩弧焊焊接施工方法。 关键词:氩弧焊;预热;纯铜;焊剂 引言 纯铜是含cu量不低于99.9的工业纯铜,纯铜的密度为8.96g/m3,熔点为 1083℃,具有面心立方晶格的晶体结构,因此具有优良的导电性,在金属中仅次 于银,导热性仅次于金和银,在大气、海水中具有良好的耐蚀性及良好的低温塑 性,被广泛应用于导电元件或导体,常应用于电站的母线上。 1.纯铜焊接特点 由表1可看出铜焊接性有别于钢和铝,其焊接时主要存在以下几点问题: 1.1.未熔合、易变形 由表1可知铜的热导系数在20℃时约为铁的7.2倍,1000℃时约为铁的11 倍,焊接时热 量迅速从加热区传导出去,加热范围扩大,使母材与填充金属难以熔合,因 此焊接时要采用大功率热源,焊前要采取
铜焊条焊接工艺热门文档

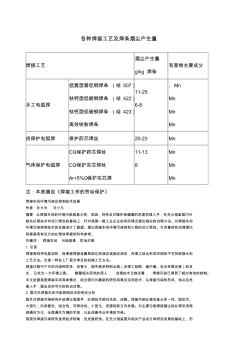
焊接工艺焊条烟尘产生量
格式:pdf
大小:13KB
页数:1P
4.8
各焊接工艺焊条烟尘产生量 焊接工艺 烟尘产生量 g/kg焊条 有害物主要 成分 手工电弧焊 低氮型普低钢焊条(结507) 钛钙型低碳钢焊条(结422) 钛钙型低碳钢焊条(结423) 高效铁粉焊条 11-25 6-8 7.5-9.5 10-12 f、mn mn mn mn 自保护电弧焊保护药芯焊丝20-23mn 气体保护电弧焊 co2保护药芯焊丝 co2保护实芯焊丝 ar+5%o2保护实芯焊 11-13 8 3-6.5 mn mn mn
 用紫铜焊条焊接合金刀片质量好
用紫铜焊条焊接合金刀片质量好 用紫铜焊条焊接合金刀片质量好
格式:pdf
大小:121KB
页数:1P
4.6
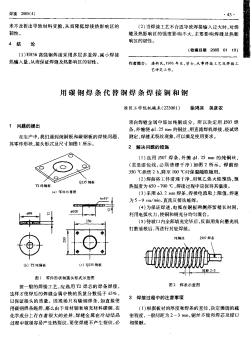
目前,大多数工厂里的车、刨床上使用的合金刀片都是用黄铜焊条焊接而成的。然而,用黄铜焊接的合金刀具,在车床上切削铸铁时,往往会因切削时产生的切削热而使合金刀片与刀杆间的黄铜熔动,从而使刀片产生严重的脱落现象。为了解决上述问题,我们在实践中通过摸索,认为采用紫铜焊条来代替黄铜焊条焊接合金刀具,也是一种很好的方法,而且焊接质量要比用黄铜焊接的好,现将操作方法介绍如下:
磷铜焊条牌号,及性能,与焊接药水
格式:pdf
大小:9KB
页数:1P
4.5
一、磷铜系列焊料产品的牌号及性能: hag-02,含p7%、cu93%,等同于美标awsbcup-2、国标bcu93p及l201,具 有良好的流动性,价格低廉,广泛用于空调、冰箱、机电等行业铜及铜合金的 钎焊。熔点645-800摄氏度。 hag-05,含p6.5%、cu87%、sn6.5%,等同于国标bcu87snp,熔点更低,具有更 优良的流动性,仅适用于铜及其合金接头的焊接。熔点620-660摄氏度。 二、银铜磷系列焊料产品的牌号及性能: hag-2b,含银2%,等同于美标awsbcup-6、国标bcu91pag及l209,具有良好 的流动性和填充能力,广泛用于空调、冰箱、机电等行业,铜及铜合金的钎焊。 熔点645-790摄氏度。 hag-5b,含银5%,等同于美标awsbcup-3国标bcu88pag及l205,有一定塑 性,适
新型铸铁冷焊法焊条及其焊接工艺
格式:pdf
大小:269KB
页数:4P
3
新型铸铁冷焊法焊条及其焊接工艺——一种由结构钢焊条简单改性而成、且具有较好抗裂等性能的新型铸铁冷焊焊条,配套采用相应独特的焊接工艺,可快速焊.嫩修复)的白口、灰口、可锻、球墨铸铁机件,其焊接质量能达到或超过目前的铸铁冷焊法焊条。与其它铸铁焊条...
铜焊条焊接工艺精华文档
铜包钢焊接工艺
格式:pdf
大小:1.4MB
页数:6P
4.7
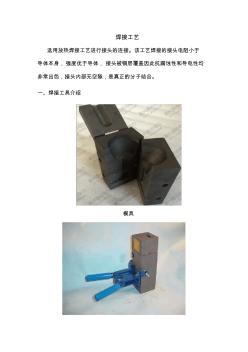
焊接工艺 选用放热焊接工艺进行接头的连接。该工艺焊接的接头电阻小于 导体本身,强度优于导体,接头被铜层覆盖因此抗腐蚀性和导电性均 非常出色,接头内部无空隙,是真正的分子结合。 一、焊接工具介绍 模具 模具和模具夹 焊药、引火药及合金托片 引火枪 二、模具与模夹的选用及焊接前准备工作 1、调节方法如下: (ⅰ)使模夹置于打开状态 (ⅱ)松开模夹固定栓锁扣 (ⅲ)取出固定栓 (ⅳ)调整调节螺丝,逆时针旋转(松),反之则紧 (ⅴ)插入固定栓与锁扣 (ⅵ)开合模夹,观察模具闭合效果 2、首先,对模具进行烘干和除湿处理,用加热工具(点火气枪等), 驱除水气。久未使用的模具内含有水分,尤其是前次使用完后没有清 理干净的模具,含有水分更多。 3、再对模具进行除湿的同时,对即将焊接的材料也要进行加热,使 用软毛刷清除模具锅腔内和材料接头的表面杂物。 4、模夹是用于开合模具的,模夹的紧密度对熔接的效
铜的焊接工艺
格式:pdf
大小:18KB
页数:5P
4.6
铜的焊接工艺规程.doc 铜及铜合金的焊接工艺 铜具有优良的导电性、导热性、耐腐蚀性、延展性及一定的强度等特性。在电气、电 子、化工、食品、动力、交通及航空航天工业中得到广泛应用。在纯铜(紫铜)中添加10 余种合金元素,形成固溶体的各类铜合金,如加锌为黄铜;加镍为白铜;加硅为硅青铜; 加铝为铝青铜等等。 铜及铜合金可用钎焊、电阻焊等工艺方法实现连接,在工业发达的今天、熔焊已占据 主导地位。用焊条电弧焊、tig焊、mig焊等工艺方法容易实现铜及铜合金的焊接。 影响铜及铜合金焊接性的工艺难点主要有四项元素:一是高导热率的影响。铜的热导 热率比碳钢大7~11倍,当采用的工艺参数与焊接同厚度碳钢差不多时,则铜材很难熔化, 填充金属和母材也不能很好地熔合。二是焊接接头的热裂倾向大。焊接时,熔池内铜与其 中的杂质形成低熔点共晶物,使铜及铜合金具有明显的热脆性,产生热裂纹。三是产生气 孔的缺

铜包钢焊接工艺
格式:pdf
大小:1.4MB
页数:7P
4.4
铜包钢焊接工艺 焊接工艺 选用放热焊接工艺进行接头的连接。该工艺焊接的接头电阻小于 导体本身,强度优于导体,接头被铜层覆盖因此抗腐蚀性和导电性均 非常出色,接头内部无空隙,是真正的分子结合。 一、焊接工具介绍 模具 模具和模具夹 焊药、引火药及合金托片 引火枪 二、模具与模夹的选用及焊接前准备工作 1、调节方法如下: (ⅰ)使模夹置于打开状态 (ⅱ)松开模夹固定栓锁扣 (ⅲ)取出固定栓 (ⅳ)调整调节螺丝,逆时针旋转(松),反之则紧 (ⅴ)插入固定栓与锁扣 (ⅵ)开合模夹,观察模具闭合效果 2、首先,对模具进行烘干和除湿处理,用加热工具(点火气枪等), 驱除水气。久未使用的模具内含有水分,尤其是前次使用完后没有清 理干净的模具,含有水分更多。 3、再对模具进行除湿的同时,对即将焊接的材料也要进行加热,使 用软毛刷清除模具锅腔内和材料接头的表面杂物。 4、模夹是用于开合模具的,模夹的紧
铜管焊接工艺
格式:pdf
大小:84KB
页数:4P
4.4
铜管焊接工艺 1、总论 制冷空调中的制冷系统,一般用铜铝等有色金属材料,在制造、安装和维修过程中,管 道的焊接是关键的一环,它不但影响美观,更重要的是影响到系统能否正常工作灯问题,必 须引起高度重视。 2、焊料的选用 制冷空调的管件多是用铜(紫)管材,常用的焊料类型有铜磷焊料、银铜焊料、铜锌焊 料等。在焊接时要根据管道材料的特点,正确的选择焊料及熟练地操作,以确保焊接的质量。 2.1对同类材料的焊接 2.1.1铜与铜的钎焊 可选用磷铜焊料或含银量低的磷铜焊料,如2%或5%的银基焊料。这种焊料价格较为 便宜,且有良好的溶液,采用填缝和湿润工艺,不需要焊剂。 2.1.2钢与钢的焊接 可选用黄铜条焊料加适当的焊剂。焊接时。将焊料加热到一定温度后插放在焊剂中,使 焊剂溶化后附着在焊料上,但焊后必须将焊口附近的残留焊剂用热水或水蒸气刷洗干净,防 止产生腐蚀。在使

铜管焊接工艺
格式:pdf
大小:8KB
页数:3P
4.5
一、焊接 总要求:保证管路不泄漏,焊接管路横平竖直焊液均匀分布于焊缝。保证各部件的功 能完好无损,注意各阀件的方向性。 1.铜管下料 a.工具:割管刀,卷尺,线号笔,锉 b.步骤: ①根据图纸要求的尺寸和管径,用卷尺量取相应的长度,并用线号笔记下位置 ②较粗的铜管要固定后,再用割刀拆下,要保证割口平齐,不变形 ③用锉把割口毛边锉平,并用抹布擦拭干净 2.焊接 a.工具:焊枪,乙炔瓶,氧气瓶,氮气瓶 b.步骤: ①检查氧气瓶和乙炔瓶内的量是否足够 ②根据图纸要求来进行焊接 ③在焊接电磁阀时,应把电磁阀的线圈拆下,以防毁坏,并注意其流向 ④焊接其它部件,如液镜、膨胀阀、单向阀等应注意焊接时受热损坏,必要时可把 可拆部件卸下,并用湿棉布包裹被焊阀体 ⑤焊接时应在被焊管内通低速氮气,防止氧化 ⑥焊接完毕后,冷却,用干燥氮气清理管内氧化物和焊渣 二、焊接 1.0焊
铜焊条焊接工艺最新文档

铜镍管焊接工艺规范
格式:pdf
大小:70KB
页数:5P
4.6
q/sws41-006-2006 1 铜镍管焊接工艺规范 1范围 本规范规定了铜镍管焊接的焊接前准备、人员、工艺要求、工艺过程和检验。 本规范适用于各类船舶铜镍管的焊接。 2规范性引用文件 q/sws60-001.2-2003船舶建造质量标准建造精度 3焊接前准备 3.1焊接方法 铜镍合金管材采用钨极氩弧焊焊接。 3.2材料 3.2.1铜镍合金管材:cuni10fe1mncuni30mn1fe等。 3.2.2焊接材料:氩弧焊焊丝:铜镍管焊接用hscuni(φ2.5mm)和kw-tcuni(φ2.4mm)。 气体:氩气ar纯度≥99.99% 钨棒:φ1.6mm~φ3.2mm。 3.3焊接设备 使用的焊机应严格进行定期检测维修,确保良好的操作性能。 3.4坡口型式 3.4.1当
微合金化铸铁同质焊条焊接工艺 微合金化铸铁同质焊条焊接工艺
格式:pdf
大小:724KB
页数:5P
4.8
应用微合金化铸铁同质焊条,采用小电流打底、大电流连续焊工艺,研究了预热温度与焊缝组织及性能之间的相关性。结果表明,微合金化铸铁焊条石墨化能力强,焊缝白口倾向小;小电流打底、大电流连续焊工艺可有效地减小熔深,在很大程度上抑制了熔合区白口的产生。微合金化铸铁焊条可实现常温焊接。预热温度小于200℃即可获得组织和性能与母材一致的同质焊缝。随着焊件预热温度的升高,焊缝中的石墨形态由细小的点状逐渐向菊花状、片状过渡,铁素体含量增多,焊缝硬度减小。焊件预热至200℃所获得的焊缝组织由珠光体、铁素体和细片状石墨及菊花状石墨组成,熔合区则由珠光体、少量碎块状铁素体及过冷石墨片组成,接头力学性能良好。

各种焊接工艺与焊条烟尘产生量
格式:pdf
大小:165KB
页数:15P
4.5
.. ..专业资料.. 各种焊接工艺及焊条烟尘产生量 焊接工艺 烟尘产生量 g/kg焊条 有害物主要成分 手工电弧焊 低氮型普低钢焊条(结507) 钛钙型低碳钢焊条(结422) 钛钙型低碳钢焊条(结423) 高效铁粉焊条 11-25 6-8 7.5-9.5 10-12 f、mn mn mn mn 自保护电弧焊保护药芯焊丝20-23mn 气体保护电弧焊 co2保护药芯焊丝 co2保护实芯焊丝 ar+5%o2保护实芯焊 11-13 8 3-6.5 mn mn mn 注:本表摘自《焊接工作的劳动保护》 焊接车间环境污染及控制技术进展 作者:孙大光马小凡 摘要从焊接车间的环境污染因素分类、成因、特性及对操作者健康的危害机理入手,在充 分借鉴国内外相关处理技术与设计理念的基础上,针对我国一般工业企业的实际情况提出相应
各种焊接工艺及焊条烟尘产生量
格式:pdf
大小:60KB
页数:8P
4.8
各种焊接工艺及焊条烟尘产生量 焊接工艺 烟尘产生量 g/kg焊条 有害物主要成分 手工电弧焊 低氮型普低钢焊条(结507) 钛钙型低碳钢焊条(结422) 钛钙型低碳钢焊条(结423) 高效铁粉焊条 11-25 6-8 、mn mn mn mn 自保护电弧焊保护药芯焊丝20-23mn 气体保护电弧焊 co2保护药芯焊丝 co2保护实芯焊丝 ar+5%o2保护实芯焊 11-13 8 mn mn mn 注:本表摘自《焊接工作的劳动保护》 焊接车间环境污染及控制技术进展 作者:孙大光马小凡 摘要从焊接车间的环境污染因素分类、成因、特性及对操作者健康的危害机理入手,在充分借鉴国内外 相关处理技术与设计理念的基础上,针对我国一般工业企业的实际情况提出相应的治理方法。对焊接车间 环境污染控制技术的发展进行了展望。提出焊接车间环境污染控制工程的设计原则。为完善现有治理理论 和提高现
焊接工艺评定报告(422焊条) (2)
格式:pdf
大小:129KB
页数:6P
4.7
1/6 建筑钢结构焊接工艺评定报告 smaw 编号:pqr111----smaw 编制: 焊接责任: 技术人员: 批准: 单位: 日期:年*月*日 表b-1焊接工艺评定报告目录 2/6 序号报告名称报告编号页数 1焊接工艺评定报告pqr111011smaw1 2焊接工艺评定指导书wps111021smaw1 3焊接工艺评定记录表hjjl111031smaw1 4焊接工艺评定检验结果hjjg111041smaw1 附超声波探伤报告* 焊接工艺评定试板检验报告* 钢板质量证明书* 焊条质量证明书* 焊接工艺评定人员证书* (以下为空白) 表b-2焊接工艺评定报告 工程(产品)名称****评定报告编号pqr111011smaw 委托单位****工艺指导书编号wps1110
用低熔点磷铜焊条焊接电动机引线 用低熔点磷铜焊条焊接电动机引线
格式:pdf
大小:56KB
页数:未知
4.7
电动机过流、过压均能造成漆包线与引线连接处烧损,导致接触不良发生事故。利用低熔点磷铜焊条焊接引线的钎焊工艺,可以收到较好效果。
焊接工艺评定报告(422焊条)
格式:pdf
大小:197KB
页数:10P
4.5
建筑钢结构焊接工艺评定报告 smaw 编号:pqr111----smaw 编制: 焊接责任: 技术人员: 批准: 单位: 日期:年*月*日 表b-1焊接工艺评定报告目录 序号报告名称报告编号页数 1焊接工艺评定报告pqr111011smaw1 2焊接工艺评定指导书wps111021smaw1 3焊接工艺评定记录表hjjl111031smaw1 4焊接工艺评定检验结果hjjg111041smaw1 附超声波探伤报告* 焊接工艺评定试板检验报告* 钢板质量证明书* 焊条质量证明书* 焊接工艺评定人员证书* (以下为空白) 表b-2焊接工艺评定报告 工程

各种焊接工艺及焊条烟尘产生量 (2)
格式:pdf
大小:45KB
页数:7P
4.5
各种焊接工艺及焊条烟尘产生量 焊接工艺 烟尘产生量 g/kg焊条 有害物主要成分 手工电弧焊 低氮型普低钢焊条(结507) 钛钙型低碳钢焊条(结422) 钛钙型低碳钢焊条(结423) 高效铁粉焊条 11-25 6-8 、mn mn mn mn 自保护电弧焊保护药芯焊丝20-23mn 气体保护电弧焊 co2保护药芯焊丝 co2保护实芯焊丝 ar+5%o2保护实芯焊 11-13 8 mn mn mn 注:本表摘自《焊接工作的劳动保护》 焊接车间环境污染及控制技术进展 作者:孙大光马小凡 摘要从焊接车间的环境污染因素分类、成因、特性及对操作者健康的危害机理入手,在充分借鉴国内 外相关处理技术与设计理念的基础上,针对我国一般工业企业的实际情况提出相应的治理方法。对焊接 车间环境污染控制技术的发展进行了展望。提出焊接车间环境污染控制工程的设计原则。为完善现

各种焊接工艺及焊条烟尘产生量
格式:pdf
大小:46KB
页数:7P
4.7
焊接工艺 烟尘产生量 g/kg焊条 有害物主要成分 手工电弧焊 低氮型普低钢焊条(结507) 钛钙型低碳钢焊条(结422) 钛钙型低碳钢焊条(结423) 高效铁粉焊条 11-25 6-8 、mn mn mn mn 自保护电弧焊保护药芯焊丝20-23mn 气体保护电弧焊 co2保护药芯焊丝 co2保护实芯焊丝 ar+5%o2保护实芯焊 11-13 8 mn mn mn 注:本表摘自《焊接工作的劳动保护》 焊接车间环境污染及控制技术进展 作者:孙大光马小凡 摘要从焊接车间的环境污染因素分类、成因、特性及对操作者健康的危害机理入手,在充分借 鉴国内外相关处理技术与设计理念的基础上,针对我国一般工业企业的实际情况提出相应的治理 方法。对焊接车间环境污染控制技术的发展进行了展望。提出焊接车间环境污染控制工程的设计 原则。为完善现有治理理论和提高现有设计的处理效率提供科学参考。
铜焊条焊接工艺相关
文辑推荐
知识推荐
百科推荐


职位:BIM深化设计师(幕墙)
擅长专业:土建 安装 装饰 市政 园林


