

太钢三高炉热风炉易地大修工程热风管道设计的改进
格式:pdf
大小:93KB
页数:3P
人气 :90
 4.3
4.3
本文结合对太钢三高炉热风管线设计,介绍了波纹补偿器及拉紧装置在热风管道的运用,热风管道内衬耐火材料的选择,热风管道系统采取这些措施后,可以消除因管道受热膨胀、热风支管法兰错位等造成的漏风现象,保证热风管道系统完全可靠的运行。



 高炉热风炉热风主管道波纹补偿器的包覆
高炉热风炉热风主管道波纹补偿器的包覆 高炉热风炉热风主管道波纹补偿器的包覆
简要介绍了新区2^#高炉热风炉热风主管道补偿器包覆方案以及包覆过程,包覆后的补偿器各种性能指标能达到原设计要求,满足生产需要,为修复补偿器提供了可借鉴的经验。

韶钢1号高炉热风炉改造实践
对韶钢1号高炉热风炉大修改造进行了总结分析.通过吸取国内外热风炉的先进技术进行合理改造:采用高效能陶瓷燃烧器、ds旋流格子砖、烟气均匀配气装置、冷风均匀配气装置等技术,改造后在单烧高炉煤气的情况下,送风平均风温大于1100℃.
编辑推荐下载
高炉热风炉炉壳制作工艺
格式:pdf
大小:114KB
页数:7P
4.4
攀钢2#高炉热风炉炉壳制作工艺 徐小勇(攀冶修建分公司机械工程项目部邮编617023) 摘要:介绍了2#高炉热风炉炉壳的特点,制作热风炉炉壳的工艺流程和制作工艺。认为借鉴转炉 炉壳的制作工艺,再辅之以切合实际的技术措施,能够保证热风炉炉壳的制作质量。 关键词:热风炉炉壳制作流程成型校正 1.引言 在高炉生产过程中,热风炉设备是高炉生产系统的重要设备。修建公司自从1996年年 初开始承担了炼铁厂2#高炉3座热风炉炉壳结构制作安装任务以来,依次进行了炼铁厂三 座高炉的热风炉炉壳的制作安装。在首次承担的炉壳制作量就达537t,其中2#高炉的1#热 风炉仅制作炉帽部分,共计四带;2#和3#热风炉为整座炉皮制作(两座炉结构完全一样), 每座共计二十四带。三座热风炉均由圆锥体、圆筒体和双曲面体组成。就修建公司而言,当 时制作2#高炉热风炉
武钢5号高炉热风炉大修后风管材料的结构分析 武钢5号高炉热风炉大修后风管材料的结构分析
格式:pdf
大小:798KB
页数:4P
4.6
对武钢5号高炉经过16年炉役后的风管材料进行了取样分析。研究发现主风管、支管内表面有锌的富集层,虽然对风管性能结构影响不大,但对了解高炉内锌的平衡与富集现象有一定参考作用。
太钢三高炉热风炉易地大修工程热风管道设计的改进热门文档
安钢六号高炉热风炉的改造
格式:pdf
大小:151KB
页数:2P
4.8
介绍了安钢炼铁厂6#高炉热风炉中修中的一些技术改造。通过合理的改造,热风温度有了明显的提高,热风炉寿命大大延长,取得了良好效果。
攀成钢3号高炉热风炉改造实践
格式:pdf
大小:183KB
页数:3P
4.6
随着高炉不断强化冶炼,热风炉系统不能适应这种变化,导致热风管道掉砖、串风发红等事故,严重影响高炉生产。本次大修对热风炉进行了改造,效果良好。
津西钢铁8号高炉热风炉的改造
格式:pdf
大小:475KB
页数:2P
4.3
津西钢铁8号(1280m~3)高炉卡鲁金改进型热风炉大修改造期间,采用高辐射覆层技术和直肋19孔格子砖两项节能技术,以改善蓄热体传热,提高热风炉热效率。生产实践表明,应用高辐射覆层技术的1号、2号热风炉,与3号热风炉相比,单位风量煤气消耗量减少了7.52%,平均风温提高了2.7℃,平均废气温度降低了7.5℃,可产生节约煤气和焦炭效益271.4万元/a。
首钢4号高炉大修热风炉改造设计
格式:pdf
大小:435KB
页数:11P
4.8
) f—f/妒.仪矽,,芝 首钢4号高炉大修热风炉改造设计 驯舀 林起初陈炳霖恩发厂̂.夕· 首钢4号高炉1983年进行了第一代大 修,1991年进入第二代炉役后期,为适应首 钢生产大发展,总公司决定采用多种新技术 对该高炉进行扩容大修改造。利用此次大修 良机,对热风炉也进行改造。热风炉改造设 计难度大,通过多方案比较,确定采用首钢 的专利技术一顶燃式热风炉,并且在现有 技术的基础上又采用了一系列新技术、新工 艺、新材料、新设备,使首钢这项专利技术 又上升到一个新的水平,处于国内外领先地 位。. 一 、改造方案的选定 4号高炉原有三座直径为8.5m的内燃 式热风炉,呈一列式布置,全高42m,热风 炉中心距10.5m。4号高炉大修扩容改造要 求l容积由1200m。扩大到21oom。,日产生 铁
本钢5号高炉热风炉的大修改造设计
格式:pdf
大小:347KB
页数:4P
4.4
在本钢5号高炉地得式外燃热风炉改造性大修设计中,围绕高温长寿采取了系列措施,本文介绍了其中的主要技术措施。
太钢三高炉热风炉易地大修工程热风管道设计的改进精华文档
高炉热风炉系统施工组织设计
格式:pdf
大小:43KB
页数:6P
4.8
施工组织总设计 mcc*********建设有限公司 施工组织总设计 工程名称:首钢****联合有限责任公司一期项目钢铁厂1#高 炉热风炉系统 工程编号: 批准:副总经理总工程师:*** 审核:公司施工生产部:*** 公司生产部总工:*** 公司技术质量处:*** 公司首钢经理部:*** 编制:***、*** 受控编号: 共印:21份 ****有限公司 二○○七年一月十八日 施工组织总设计 mcc*****建设有限公司2 目录 1编制说明⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯第4页 2工程概况⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯第4页 3施工条件⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯第6页 4施工方案⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯第7页 5施工部署⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯第9页
宝钢1号高炉大修热风管道系统的设计改进
格式:pdf
大小:452KB
页数:3P
4.5
1引言宝钢1号高炉(4063m~3)于1985年9月建成投产,生产4年后热风炉热风支管的(?)2600mm波纹管处内衬大量脱落,并相继出现烧红和漏风现象(宝钢3座高炉热风管道系统结构基本相同,因此2号、3号高炉热风管道也都发生过类似问题,而且比1号高炉情况严重),直接影响了高炉的正常生

邯钢4号高炉大修热风炉改造设计
格式:pdf
大小:204KB
页数:3P
4.5
邯钢4号高炉大修热风炉改造设计,主要是在原有3座顶燃式热风炉蓄热室上,增加了改进型顶燃式热风炉的燃烧室及燃烧器,将套筒燃烧器改为大功率多火孔陶瓷燃烧器,并优化设计原有的热风管道系统、烟道系统、仪表检测系统及自动化系统。热风炉投产后运行良好,在风量比上一代炉役增加10%的情况下,风温仍可达1170℃。
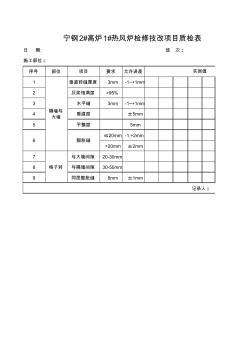
2#高炉热风炉检修施工当班质检表
格式:pdf
大小:25KB
页数:2P
4.6
序号部位项目要求允许误差 1垂直砖缝厚度3mm-1~+1mm 2灰浆饱满度>95% 3水平缝3mm-1~+1mm 4垂直度±5mm 5平整度5mm ≤20mm-1,+2mm >20mm±2mm 7与大墙间隙20-30mm 8与隔墙间隙30-50mm 9同层膨胀缝8mm±1mm 宁钢2#高炉1#热风炉检修技改项目质检表 日期:班次: 施工部位: 实测值 记录人: 6 隔墙与 大墙 格子转 膨胀缝 表

改造后调节系统在高炉热风炉中的应用
格式:pdf
大小:140KB
页数:2P
4.6
本文介绍了高炉热风炉煤气自动调节调节阀系统的原理。由于在现场存在着电动执行机构损坏不能正常使用的缺陷,有无正常的备件,无法满足煤气正常调节需要,影响正常高炉生产,进而对高炉热风炉煤气自动调节调节阀系统装置进行改造.因为角行程和直行程执行器大部分是在多转式的基础之上改造而来的:以多转式为基础,配以涡轮涡杆二级减速箱组成0—90°角行程电动执行机构;配以丝杆部件组成直行程电动执行机构。根据现有的一套直行程电动执行机构,通过加工一套连接轴套,使直行程电动执行机构安装在原有的角行程电动执行机构上,使煤气自动调节调节阀系统能正常的工作。保证了热风炉煤气正常调节,满足了高炉正常生产。
太钢三高炉热风炉易地大修工程热风管道设计的改进最新文档
热风炉论文
格式:pdf
大小:299KB
页数:8P
4.8
1 “卡鲁金”顶燃式热风炉筑炉施工技术浅析 彭强 摘要热风炉是为高炉提供高温热风的主要附属设备。筑炉专业的施工对 确保一代炉龄具有非常重要的作用。本文主要介绍“卡鲁金”顶燃式热风炉筑炉 施工技术。 关键词热风炉顶燃式筑炉施工 一、前言 热风炉是高炉的主要附属设备。它是利用高炉煤气燃烧的热量,借助砖格子 的热交换作用为高炉提供高温的热风。由俄罗斯kalugin公司设计的称为“卡鲁 金”顶燃式热风炉。空气、煤气自热风炉顶部的空气支管及煤气支管进入预燃室 混合均匀后,在热风炉顶部燃烧。由于热风炉在高温条件下工作,炉料砌筑施工 质量要求较高。如:砌缝、泥浆的饱满度,膨胀缝的合理留设等。各种耐火材料 之间衔接部位缝隙处理,特别是炉顶、热风口等区域的施工质量对保证炉衬的整 体质量至关重要。因此,只有采用科学合理的施工方法,才能达到降低成本、缩 短工期、确保质量和安全的目的。 二、
高炉热风炉修补焊接方案
格式:pdf
大小:181KB
页数:7P
4.6
2#高炉热风炉焊缝裂纹修复及挖补施工方案 一、工程概述 京唐2#高炉1#-4#热风炉主体焊缝发现多处漏点,焊缝 问题均发现在炉壳的第十三带、十四带、十五带等热变形较 大的区域内。主体母材材质q345c,板材厚度36mm、45mm、 60mm。属于中厚板焊接,焊接应力大,另外清除裂纹过程中, 裂纹有可能继续延展,造成裂纹扩大,处理难度很大。另外 1#热风炉现有三处因炉壳温度较高本体现已变型,需要进行 挖补更换。为确保返修质量,特编制处理方案如下,要求返 修人员必须严格按返修工艺执行,最终按质按量完成返修。 二、焊缝裂纹施工方法及步骤 1、对各焊缝裂纹的处理,首先通过超声波检测,确定各焊 缝裂纹源的长度及深度,在裂纹源前10mm-20mm处打φ10mm 左右的止裂孔,如现场钻孔有困难,可采用碳弧气刨在焊缝 裂纹端源处起往回进行清根,可以防止裂纹扩展。如裂纹长 度较长,可将裂纹
涟钢6号高炉热风炉液压系统设计缺陷分析与改进 涟钢6号高炉热风炉液压系统设计缺陷分析与改进
格式:pdf
大小:1.7MB
页数:1P
4.7
本文对涟钢6号高炉热风炉液压系统在设计方面存在的缺陷和问题进行了系统的分析论证,并对改进的解决方案进行了详细的阐述,对改进的效果进行了比较和总结。
高炉工程热风炉壳体施工
格式:pdf
大小:11KB
页数:5P
4.4
秦皇岛安丰450m3高炉工程 热风炉壳体施工方案 一、工程概况: 本工程是安丰450m3高炉二期工程的一个单项工程,单座制作安装量约为 150吨,总高度为24米,炉壳的下部直径为φ7310mm,最大直径为φ8290mm, 顶部为半径r=2650mm球帽,其中有炉底弧段、下s段、炉体过渡弧、上s段、 拱顶需外委加工,使用钢板厚度分别为δ30,δ25,δ20,δ14。整个炉体有24个 地脚螺栓(m36)、1个烟气出口、2个人孔、1个顶部人孔、2个卸球孔、2个 空气、煤气口、1个热风出口、3个装球孔。本工程共有3个炉体,本施工方 案中有数据除特殊说明外均为一个炉体用量。 二、编制依据 1、《热风炉炉壳施工图》rfs450土1及变更。 2、《钢结构工程施工质量验收规范》gb50205-2001。 3、《冶金机械设备安装工程施工验收规范》ybj208-

高炉热风炉分离式热管换热器的改造实践
格式:pdf
大小:221KB
页数:4P
4.3
分离式热管换热器最大特点是烟气和煤气可相互独立布置,有效地进行分隔,依靠外连管路实现远程传热,便于现场的灵活布置。生产过程中煤气换热器顶部和底部长期受高炉煤气腐蚀出现煤气泄漏,结合现场实际对煤气换热器顶部密封型式进行优化,对煤气换热器底部结构和密封型式进行改造,减少煤气冷凝水对钢结构的腐蚀,对煤气换热器内部管束进行改造,增强管束耐腐蚀能力,消除煤气泄漏隐患。
南钢7号高炉热风炉混风室烧穿事故的处理 南钢7号高炉热风炉混风室烧穿事故的处理
格式:pdf
大小:225KB
页数:未知
4.4
对南钢7号高炉热风炉混风室烧穿事故发生后的处理进行了总结,认为支模浇注能够在相对较短时间内有效完成烧穿抢修,并提出了避免热风管系烧穿事故的防范措施。
酒钢450m~3高炉热风炉拱顶砌筑工艺改进应用 酒钢450m~3高炉热风炉拱顶砌筑工艺改进应用
格式:pdf
大小:519KB
页数:4P
4.6
根据多年热风炉拱顶砌筑的施工经验,对以往沿用传统的全拱胎砌筑施工工艺中存在的缺点进行总结分析,改进全拱胎砌筑工艺,采用金属卡钩、半拱胎和与之相配套的回转轮杆检测砌筑工艺,使拱顶砌筑便于控制,从而解决了满铺拱胎砌筑热风炉拱顶时存在的缺陷。
邯钢3200m~3高炉热风炉双预热器的改造
格式:pdf
大小:123KB
页数:2P
4.3
通过对邯钢西区炼铁厂3200m~3高炉的热风炉煤气、空气双预热系统在应用中存在的问题及原因进行分析,采取相应的措施进行改造,取得了明显的效果,满足了生产的要求。
高炉热风管道系统膨胀缝设置 高炉热风管道系统膨胀缝设置
格式:pdf
大小:120KB
页数:3P
4.5
针对传统高炉热风管道系统膨胀缝留设过大、不合理的问题,分析了热风管道工作层砖和轻质隔热砖的膨胀和收缩性质,提出了合理的热风管道膨胀缝设置方法,在生产实践中应用效果良好,对热风管道砌筑具有指导意义。
太钢三高炉热风炉易地大修工程热风管道设计的改进相关
文辑推荐
知识推荐
百科推荐


职位:给排水专业监理工程师
擅长专业:土建 安装 装饰 市政 园林


