

天钢高炉炉底板及煤气柜侧板的焊接变形控制
格式:pdf
大小:1.2MB
页数:2P
人气 :96
 4.5
4.5
我公司在天钢2000m3、3200m3高炉和10万m3、16.5万m3干式煤气柜等工程施工过程中,对高炉底板、煤气柜体侧板现场安装和焊接变形进行了控制,保证了工程质量。高炉底板属中厚板结构、煤气柜体侧板属薄板结构,焊缝形式多



编辑推荐下载

 高炉底板用钢Q345中厚板焊接温度场模拟
高炉底板用钢Q345中厚板焊接温度场模拟 高炉底板用钢Q345中厚板焊接温度场模拟
格式:pdf
大小:2.1MB
页数:4P
4.3
以q345中厚板对接焊为研究对象,利用ansys分析软件对焊接过程三维瞬态温度场进行了模拟。通过对不同时刻的温度场分布和不同点所经历的热循环曲线进行分析,得出距离焊缝等距离的各点经历了相同的焊接热循环;由于多层多道焊具有焊接热叠加效果,在焊接第三道次后应降低焊接热输入,同时模拟结果为焊接参数的选择提供了理论依据。
天铁高炉煤气柜降压改造 天铁高炉煤气柜降压改造
格式:pdf
大小:88KB
页数:未知
4.6
介绍了天铁两座高炉煤气柜降压改造的内容以及自控系统的完善内容,通过改造使两座高炉煤气柜实现在线运行,同时改进后的自控系统自动化程度提高,减少了人工操作,为气柜的安全运行提供保障。
天钢高炉炉底板及煤气柜侧板焊接变形控制热门文档
3万高炉转炉混合煤气柜技术规程
格式:pdf
大小:42KB
页数:5P
4.5
新三洲特钢有限公司转炉煤气柜 工艺技术规程 1概况: 新三洲特钢特钢有限公司转炉煤气站3万m3混合煤气柜为圆形的橡胶 模密封煤气柜,设计储气压力为3.0kpa,主要用来储存、混合转炉和高炉煤 气,并向本公司石灰窑提供煤气。 2主要设备参数 序号名称参数 1气柜型式橡胶模密封型 2公称容积30000m3 3储存介质转炉、高炉混合煤气 4气柜外形圆 5储气温度-20℃~60℃ 6工作压力3kpa±200pa 7气柜直径34.17m 8侧板总高41.5m 9气柜全高47.6m 10立柱数18根 11密封装置一套 12回廊层(含柜顶)3层 13活塞最大行程32.4m 14橡胶模密封约13t 15活塞升降速度0~0.7m/min 16机械式柜容计1套 17光纤柜位计无 18激光柜位计1套 19co

涟钢15万m^3高炉煤气柜升压改造
格式:pdf
大小:380KB
页数:6P
4.7
随着涟钢高炉煤气总管压力的提高,15万m^3高炉煤气柜储气压力不能满足现有工艺需求,为了充分发挥该气柜的稳压、缓冲作用,于2007年底成功对气柜进行升压改造,本文介绍了改造全过程,归纳总结气柜升压改造的办法,探讨以后应注意的几个方面。

高炉煤气柜运行操作技术技能Microsoft
格式:pdf
大小:79KB
页数:16P
4.3
安全运行操作(技术)规程 二0一0年月 -2- 第一章运行操作(技术)规程 一、系统工艺流程图 焦柜高柜 泵房泵房 泵房泵房 泵房 泵房泵房 泵房 地下消防栓 地下消防栓 地下消防栓 地下消防栓 地下消防栓 地下消防栓 高炉煤气主管网 焦炉煤气主管网 二、系统主要设备技术参数 1、10万m3高炉煤气柜技术参数 序号内容技术参数 1容积:100000m3 2公称容积100000m3 3经常使用容积75000m3 4型式稀油密封活塞式 5工作压力12500pa±200pa 6贮存介质高、焦炉煤气 7贮气温度0℃~70℃ 8气柜边数正24边形 -3- 9最大直径(外接圆)45202mm 10最小直径(内切圆)44815mm 11侧板高72560mm 12侧板段数91 13全高

转炉煤气柜运行及交接班记录
格式:pdf
大小:16KB
页数:1P
4.4
转炉煤气柜运行及交接班记录 领班人姓名时间班次 运 行 情 况 未上班人数接班人 领班人姓名时间班次 运 行 情 况 未上班人数接班人 领班人姓名时间班次 运 行 情 况 未上班人数接班人
天钢高炉炉底板及煤气柜侧板焊接变形控制精华文档
舞钢16.5万m3高炉煤气柜调试方案讲解
格式:pdf
大小:97KB
页数:10P
4.5
1/10 舞钢16.5万m3 高 炉 煤 气 柜 调试方案 2/10 一、工程概况 16.5万m3高炉煤气柜的基本结构由钢制的平面柜底、钢制薄壁圆筒形柜 体、28根h型的立柱、六层加固柜体作用的钢制回廊(含柜顶回廊)、钢制柜 顶、钢制通风气楼以及位于柜体内部起密封作用的钢制活塞组成。储存煤气 为高炉煤气,储气压力为12.5kpa,储存温度为-25~60℃,活塞行程为80.3 米,油泵房数4个,侧板内径为51.2米,全高106.81米,侧板高度94.15 米,侧板为47带。 二、编制依据 1、钢结构工程施工质量检验规范gb50205-2001; 2、设计院设计16.5万m3煤气柜图纸; 3、建设单位质量、安全、进度要求; 4、其他相关资料及规定。 三、调试前具备的条件 1、煤气柜本体、各类放散管、进出口管道及阀门等安
转炉煤气柜操作规程
格式:pdf
大小:20KB
页数:5P
4.3
转炉煤气柜技术操作规程编制王保林 一、气柜送煤气操作 1、检查柜底水封满流,气柜各阀门开关位置正确。 2、全关入口dn2000蝶阀、dn800循环盲板阀、出口dn1000盲板阀。 3、打开n2门置换气柜和入口dn2000管道空气,化验合格后(n2>98%),关 闭n2门,罐位保持在3000m3左右。 4、开气柜入口dn2000蝶阀 5、通知炼钢可以接收煤气,用煤气置换n2,当柜容升至3万m3时,打开出口 dn1000盲板阀前dn150放散管和dn800循环盲板阀后dn150放散管进行放 散;另外打开柜体任一个dn800放散,当柜容降至1.5万m3时,在上述放散管 处取样,分析co含量(>35%为合格)。合格后关闭上述放散管,不合格再放。 6、如果后部设备具备接收煤气状态,可以打开出口dn1000盲板阀。 7、操作结束后汇报调度
宝钢150 000m^3高炉干式煤气柜自振特性 宝钢150 000m^3高炉干式煤气柜自振特性
格式:pdf
大小:129KB
页数:6P
4.7
对宝钢一期工程150000m^3高炉干式煤气柜(klonne型)复杂的自振特性进行了较详细的计算和分析。煤气柜实测结果验证了理论分析。计算结果为该煤气柜地震反应分析奠定了基础,可供klonne型干式煤气拒抗震设计参考。
天钢高炉炉底板及煤气柜侧板焊接变形控制最新文档
 酒钢7号高炉炉底封板裂缝检修工艺及维修处理方案
酒钢7号高炉炉底封板裂缝检修工艺及维修处理方案 酒钢7号高炉炉底封板裂缝检修工艺及维修处理方案
格式:pdf
大小:193KB
页数:4P
4.8
本文通过介绍酒钢7号高炉炉体检修中炉底封板裂缝现场检修工艺及处理自编方案,针对现场遇到的裂缝问题,分析其产生的原因并做出检修工艺和现场维修方案,通过对焊缝打磨,贴补板条拉筋板并焊接固定,灌浆处理等一系列技术措施,避免了微观裂纹、锈蚀彻底清理难度大、焊接清理难度大、耗时长等因素,提高了焊接生产率,且焊缝成型美观,质量优良,取得了较好的效果。从而达到提高质量、缩短工期、确保安全、增进综合经济效益的效果。
煤气柜检修规程
格式:pdf
大小:261KB
页数:11P
4.8
煤气柜检修规程及情况 一.检修周期及内容 1检修周期 2-5年 2检修内容 (1)柜体、活塞、t型档板、柜内外平台护栏支吊架等钢结构以及柜体各出入 口接管防腐、保温和设备铭牌等.以及防腐层的损坏 (2)柜体壁板、活塞板变形、凹陷、鼓包及渗漏等。 (3)检查活塞、t型档板等柜内构件的密封面。 (4)柜体、活塞、t型档板以及各接管焊缝的渗漏和裂缝等。 (5)所有密封机构、活塞配重调平装置、柜内外柜容指示仪、co检测分析仪、 紧急排放设施、出入口联锁自控等安全附件。 (6)设备基础的裂纹、破损、倾斜和下沉 (7)高炉10万柜的稀油密封系统。包括油泵站、备用油箱等。 二.检修前准备 1备齐必要的图纸技术资料,根据检查情况,编写施工方案. 2备齐工机具、材料和劳动保护用品. 3排净柜内煤气,活塞落至低位,关闭出入口边界阀,通过出入口氮气和风对柜 内按安全程序进行置换处理
高焦炉煤气柜大修施工方案资料
格式:pdf
大小:116KB
页数:12P
4.7
高焦炉煤气柜大修施 工方案 鞍凌集团朝阳钢铁有限公司 15万m3、5万m 3 煤气柜检修工程 施工方案 文件编号:qs/gc 受控状态: 发放编号: 生效日期:年月日 施工单位: 编制人:审核人:批准人: 1.工程概况 1.1工程名称:鞍凌朝阳钢铁有限公司15万m3高炉和5万m3转炉煤气柜维 修。 1.2工程地点:鞍凌朝阳钢铁公司厂内。 1.3建设单位:鞍凌朝阳钢铁有限公司。 1.4施工单位:鞍钢金属结构有限公司。 1.5编制依据 1.5.115万m3新型煤气柜图纸和5万m3煤气柜图纸。 1.5.2甲方可提供的施工现场条件。 1.5.3同类煤气柜的密封检修施工经验。 2.检修内容 2.1高炉15m3煤气柜检修内容 2.1.1对存在问题的导轮进行检查,根据实际情况进行更换或检修,对防回转进 行检修或更换。 2.1.2柜侧板与立柱焊缝开裂处进行焊

高炉煤气柜运行操作技术规程_Microsoft_Word_文档
格式:pdf
大小:99KB
页数:28P
4.5
高炉煤气柜 安全操作(技术)规程 二0一二年八月 -2- 第一章制度、标准汇编 1、总则 1.1、保质保量为公司生产单位提供生产用煤气,特制定本制度。 1.2、本制度系针对燃气车间高焦炉煤气柜站长、班长和运行人员编制。 1.3、本制度汇编中收集了与燃气车间高焦炉煤气柜运行人员直接相关的生产运行、 设备设施维护、安全以及工艺纪律等主要制度。 1.4、本制度汇编中所收集的各项制度是一名合格的运行人员应达到的基本的要求。 1.5、通过学习本制度汇编中的各项制度,岗位运行人员应清楚的知道自己的岗位职 责,熟悉自己所管辖的设备及其操作规范,并能处理可能发生的各种事故。 2、岗位责任制 2.1站长岗位职责 2.1.1负责本站室安全管理工作。负责本站室各项安全管理制度及重大检修项目安全 防护措施的制定、完善、检查与考核。组织班组级安全教育。 2.1.2负责本站室设备管理工作。组织制定
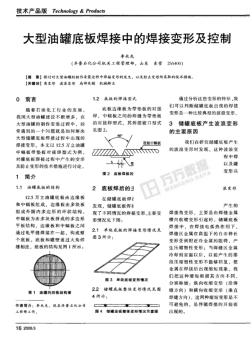
大型储罐底板焊接变形控制
格式:pdf
大小:2.6MB
页数:5P
4.5
**资讯http://www.***.*** www.bzfxw.com **资讯http://www.***.*** www.bzfxw.com **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
影响高炉炉底炉缸炭砖使用寿命的因素 影响高炉炉底炉缸炭砖使用寿命的因素
格式:pdf
大小:960KB
页数:5P
4.8
对影响高炉炉底、炉缸炭砖使用寿命的因素进行了分析,认为作为长寿高炉炉底、炉缸炭砖必须具备高抗热应力、高抗碱金属侵蚀、高抗co分解侵蚀、高抗铁水渗透、高抗氧化性能以及高抗铁水溶蚀性能
大直径不锈钢薄底板焊接变形的控制和矫正 大直径不锈钢薄底板焊接变形的控制和矫正
格式:pdf
大小:65KB
页数:未知
4.6
焊接变形对焊接结构的质量产生重大的影响,本文阐述了大直径不锈钢薄底板焊接变形的控制和矫正措施,对大型不锈钢薄底板焊接具有一定的技术经济意义。
大直径不锈钢容器底板焊接变形的控制 大直径不锈钢容器底板焊接变形的控制
格式:pdf
大小:71KB
页数:未知
4.6
实际安装工作中,焊接结构的变形比较复杂,怎样控制和矫正焊接变形是安装工作关键之一,特别是不锈钢容器底板的焊接变形,如处理不当会给安装质量和经济效益带来严重的影响。在建造深圳啤酒厂三期扩建工程糖化间时,有一项过滤槽底板的现场拼装工作,由于底板在工艺上要...

威金斯转炉煤气柜施工记录表格
格式:pdf
大小:717KB
页数:51P
4.5
威金斯型煤气柜 制造、安装工程 施工质量验收表格 编制说明 1、威金斯型、曼型、新型煤气柜属非标准专用设备,目前,施工质量验收 没有国家标准。为了加强施工质量过程控制,规范工程质量验收程序,完 善过程质量验收标准,特编制本验收标准。 2.编制依据 1)国家标准gb50300-2001《建筑工程施工质量验收统一标准》 2)国家标准gb50205-2001《钢结构工程施工质量验收规范》 3)国家标准gb50252-94《工业安装工程质量检验评定统一标准》 4)中钢设计院设计的气柜图纸及相关技术文件 5)国家现行相关规范、规程、技术标准 3、编制原则 1)按照2001年1月1日开始实施的国家标准gb50300-2001《建筑工程施 工质量验收统一标准》规定的施工质量验收原则以及配套的各专业工程施 工质量验收规范的格式,编制本工程的单位工程、分部(子分部)工程、 分项工程、
天钢高炉炉底板及煤气柜侧板焊接变形控制相关
文辑推荐
知识推荐
百科推荐


职位:全职房建建造师
擅长专业:土建 安装 装饰 市政 园林


