





重钢1350m~3高炉水渣系统的改造
通过对重钢1350m~3高炉水渣系统的清水池、气力提升机、返渣管及配套沟头等的改造,提高了设备运转率,降低备件消耗,使水渣系统满足高炉生产的需要。
编辑推荐下载
太钢1350m^3高炉除尘器和下降管工程安装总结
格式:pdf
大小:349KB
页数:10P
 4.3
4.3
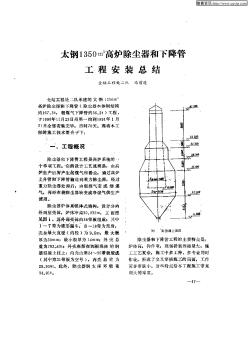
太钢13。50m3高炉除尘器和下降管 工程安装总结 金结工程处二队冯前进 金结工程处二队承建的太钢1350m 高炉除尘器和下降管(除尘器本体钢结构 约l67.3t,粗煤气下降管约56.2t)工程, 于1990年lr月23日吊第一钩到1991年1月 33[日全部安装完毕,历时70天。现将本工 程的施工技术简介予下: . ., 一 ’ _一 ’ 、工程概况’ 、 ’ ‘ t, 除尘器和下降管工程是高炉系统的一 个单项工程。·它的设计工艺流程是:由高 炉生产后所产生的煤气和粉尘,通过高炉 上升管利下降管输送到重力除尘器,经过 重力除尘器处理后,由粗煤气变成细煤 气,.再经布袋除尘器转变成净煤气供生产 使用。.。 除尘器炉体系锥体式结构,设计分内 外两层壳体,炉体净高30.032m,立面图
太钢1350m^3高炉炉底工艺钢结构施工热门文档
太钢1350m^3高炉工程热风炉本体焊接技术总结
格式:pdf
大小:224KB
页数:7P
4.3
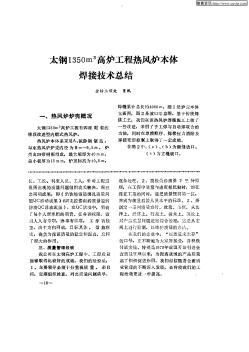
太钢1350m3高炉工程热风炉本体 焊接技术总结 一 、热风炉炉壳概况 金结工程处贾鹏 太钢1350m。高炉工程有四座配套的 锥顶改进型内燃式热风炉。 热风炉本体系采用a。镇静钢制造, 每座热风炉炉壳内径为8m~--9.5m,炉 壳由29带钢板组成,最大板厚为40m121, 最小板厚为16121121,炉顶标高为4o.6121, 焊缝累计总长约4000il,图l是炉壳本体 立面图,图2是坡口示意图。基于传统焊 接工艺,我们在该热风炉焊接施工上做了 一 些改进,采用了手工焊与自动焊联合的 方法,同时在焊接顺序、焊接应力消除及 焊接变形控制上取得了一定成效。 在图2中:(a)、(b)为横缝坡口, (c)为立缝坡口。 00oo●oo,oovoovoovoovoo,oovoovoovoovoo●oovoovoovoovo&,oo

水钢1350m_3高炉工艺装备特点
格式:pdf
大小:67KB
页数:4P
4.5
第35卷第1期 2006年2月 贵州工业大学学报(自然科学版) journalofguizhouuniversityoftechnology (naturalscienceedition) vol.35no.1 fedruary.2006 文章编号:1009-0193(2006)01-0031-04 水钢1350m3高炉工艺装备特点 翟勇强 (水城钢铁(集团)有限责任公司炼铁厂,贵州水城553028) 摘要:水钢1350m3高炉设备采用铜冷却壁、薄壁炉衬、炭砖)陶瓷杯复合炉底、软水封闭循 环冷却系统、pw型并罐无料钟炉顶、内燃式热风炉等一系列先进实用技术,以实现高炉/优 质、低耗、高效、多产、长寿0生产。 关键词:炉型;薄壁炉衬;无料钟炉顶 中图分类号
水钢1350m_3高炉工艺装备特点 (2)
格式:pdf
大小:67KB
页数:4P
4.7
第35卷第1期 2006年2月 贵州工业大学学报(自然科学版) journalofguizhouuniversityoftechnology (naturalscienceedition) vol.35no.1 fedruary.2006 文章编号:1009-0193(2006)01-0031-04 水钢1350m3高炉工艺装备特点 翟勇强 (水城钢铁(集团)有限责任公司炼铁厂,贵州水城553028) 摘要:水钢1350m3高炉设备采用铜冷却壁、薄壁炉衬、炭砖)陶瓷杯复合炉底、软水封闭循 环冷却系统、pw型并罐无料钟炉顶、内燃式热风炉等一系列先进实用技术,以实现高炉/优 质、低耗、高效、多产、长寿0生产。 关键词:炉型;薄壁炉衬;无料钟炉顶 中图分类号
太钢1350m^3高炉炉底工艺钢结构施工精华文档
 水钢1350m3高炉封炉后开炉的炉况波动处理实践
水钢1350m3高炉封炉后开炉的炉况波动处理实践 水钢1350m3高炉封炉后开炉的炉况波动处理实践
格式:pdf
大小:178KB
页数:3P
4.6
水钢1350m,高炉于2015年7月封炉20天后送风恢复.恢复过程中.由于铁钢产量不平衡,高炉频繁休减风,加上冷却系统漏水,低熟料率、低槽存生产,另后期料线不准,致使高炉炉况顺行变差,气流不稳、炉温波动大,高炉接受风量的能力下降,表现出炉缸堆积、炉身渣皮脱落,炉况严重失常。通过采取休风恢复机械探尺、堵风口、轻负荷、小矿批恢复风量。提炉温、控压差保证顺行等措施,炉况逐步恢复。
1350m^3高炉钢结构安装工程的焊接检验
格式:pdf
大小:269KB
页数:6P
4.4
13501ti3高炉钢结构安装工程的焊接检验 金结工程处贾鹏 太钢1350m。高炉工程的焊接检验工 作按照自检、互检、专检及最后验收的三 检一验制度,按照焊前检验、焊接过程检 验、焊后检验的程序进行。使该工程的焊 接质量得到保证,尤其是高炉炉壳、炉身 框架、.热风围管等结构的焊接质量,达到 了优良。下面分述各个检验环节。 t(一)原材料检验冀:_l⋯’ :毒原材料检验主要是针对制造厂所来的 构件进行检验。首先,根据构件出厂合格 证加以鉴定,同时还作了外部检查和抽样 复核,以检查在运输过程中产生的外部缺 陷和防止编号错乱。检查发现,有些炉壳 坡日处有夹层,经过超声波探伤,说明此 夹层缺陷为表面缺陷9经焊工打磨处理后 消除。对于没有出厂证或新使用的材料, 则进行化学成分分析、机械性能试验及可 焊性试验后再使用。高炉炉壳在应用电渣

莱钢750m^3高炉矿槽结构施工总结
格式:pdf
大小:242KB
页数:7P
4.7
高z 莱钢750m。高炉矿槽结构施工总结 =公司.76/· 莱钢是山东省大型综合性冶金企业, 是全省锕铁工业的支柱。目前第一铁厂四 座loom。高炉和第二铁厂一座620m。高炉 正超龄运转,急待大修,而且山东省钢铁 产品供不应求。为此决定在620m高炉南 侧扩建一座750m高炉,与高炉相应的烧 结、原料系统工程也同时扩建。 矿槽是高炉系统贮料和供料的配套工 程项目。该工程的土建部分由二公司二队 承建。经过认真严密组织的施工和全体职 工日夜奋战,矿槽工程实现了工期短、质 量优的目标,创下了矿槽结构工程施工新 纪录。 一 、工程概况 l、新矿槽位于旧矿槽正南而且与之相 连在一起。全长96m,宽29m,高27m。共 t桩的9mini击,而且深入中砂层1.9m, 也远远大于t、t桩进入中砂层的深 度,结合往经
太钢1350m^3高炉炉底工艺钢结构施工最新文档
酒钢7号高炉炉底封板裂缝检修工艺及维修处理方案 酒钢7号高炉炉底封板裂缝检修工艺及维修处理方案
格式:pdf
大小:193KB
页数:4P
4.8
本文通过介绍酒钢7号高炉炉体检修中炉底封板裂缝现场检修工艺及处理自编方案,针对现场遇到的裂缝问题,分析其产生的原因并做出检修工艺和现场维修方案,通过对焊缝打磨,贴补板条拉筋板并焊接固定,灌浆处理等一系列技术措施,避免了微观裂纹、锈蚀彻底清理难度大、焊接清理难度大、耗时长等因素,提高了焊接生产率,且焊缝成型美观,质量优良,取得了较好的效果。从而达到提高质量、缩短工期、确保安全、增进综合经济效益的效果。
影响高炉炉底炉缸炭砖使用寿命的因素 影响高炉炉底炉缸炭砖使用寿命的因素
格式:pdf
大小:960KB
页数:5P
4.8
对影响高炉炉底、炉缸炭砖使用寿命的因素进行了分析,认为作为长寿高炉炉底、炉缸炭砖必须具备高抗热应力、高抗碱金属侵蚀、高抗co分解侵蚀、高抗铁水渗透、高抗氧化性能以及高抗铁水溶蚀性能
武钢4号高炉炉底炉缸安全热流强度的计算 武钢4号高炉炉底炉缸安全热流强度的计算
格式:pdf
大小:140KB
页数:未知
4.7
以武钢4号高炉作为研究对象,以传热学为理论基础,建立了炉底炉缸安全热流强度的计算模型,并计算出4号高炉炉底炉缸热流强度的安全值、报警值、警戒值、事故值,为高炉的安全生产提供了参考依据。对比4号高炉炉底炉缸的实际热流强度与安全热流强度,实际热流强度均比安全热流强度小,说明炉底炉缸1150℃铁水凝固线位于陶瓷垫内,4号高炉处于安全生产状态。
新钢2500m~3高炉合理炉料结构的应用 新钢2500m~3高炉合理炉料结构的应用
格式:pdf
大小:75KB
页数:4P
4.4
随着新钢2500m~3高炉入炉高碱度烧结矿配比的提高,综合入炉品位低、渣量大、渣中al_2o_3含量高等问题给炉况的稳定带来了不利影响。通过合理控制渣系、优化操作制度等措施,解决了高比例烧结矿炉料结构带来的硅高、铝多、渣量大的难题,并形成了与自身原燃料条件相适应的合理操作炉型,各项主要技术经济指标也逐步得到优化。
铅对高炉炉底炭砖的侵蚀机制 铅对高炉炉底炭砖的侵蚀机制
格式:pdf
大小:584KB
页数:4P
4.6
为了防治铅对炉底衬砖的侵蚀,对被铅侵蚀的高炉炉底炭砖残砖试样进行了性能测试和显微结构分析,并重点分析了含铅量高的炉底炭砖的显微结构,研究了铅在炭砖中的存在形式和分布状态。结果表明:金属铅可以渗入炉底炭砖的气孔中;铅渗入炭砖对炭砖强度、抗氧化性、抗碱性等性能有明显的不利影响;铅对炭砖的侵蚀机制是铅渗透到炭砖的孔隙中氧化膨胀而破坏砖体;防治铅害的措施是尽量少用铅含量高的入炉原料,炉缸炉底采用超微孔炭砖,强化炉缸炉底冷却。
鞍钢新3号高炉炉缸炉底破损调查 鞍钢新3号高炉炉缸炉底破损调查
格式:pdf
大小:358KB
页数:未知
4.3
对鞍钢新3号高炉炉缸炉底破损调查进行了总结。破损调查结果表明,采用含钛炉料护炉,对小块炭砖结构炉缸具有保护作用。根据破损调查结果,提出了炉缸炭砖的选择原则和合适冷却制度的选择原则。
 天钢高炉炉底板及煤气柜侧板的焊接变形控制
天钢高炉炉底板及煤气柜侧板的焊接变形控制 天钢高炉炉底板及煤气柜侧板的焊接变形控制
格式:pdf
大小:1.2MB
页数:2P
4.5
我公司在天钢2000m3、3200m3高炉和10万m3、16.5万m3干式煤气柜等工程施工过程中,对高炉底板、煤气柜体侧板现场安装和焊接变形进行了控制,保证了工程质量。高炉底板属中厚板结构、煤气柜体侧板属薄板结构,焊缝形式多
莱钢2~#1 880 m~3高炉工程建设及开炉实践
格式:pdf
大小:71KB
页数:3P
4.5
介绍了莱钢2#1880m3高炉的设计特点及采用的干法布袋除尘和粒煤喷吹等新工艺。采取强化管理、分工负责、责任到人等工程管理模式,高炉建设工期仅为296d。由于制定的高炉烘炉、开炉方案合理,操作参数选择得当,高炉开炉后4d达产,利用系数2.05t/(m3.d),取得了良好的技术经济指标。

3200m~3高炉工程炉底炭胶压入技术
格式:pdf
大小:163KB
页数:3P
4.8
高炉炉底板下压入炭胶是为了将炉底板与工字钢梁、炭素捣打料层表面的间隙填充密实,防止产生空气隔热层,提高炉底传热和冷却效果。采用炉底炭胶压入技术是提高炉底冷却效果的一种可行的措施,具有一定的推广价值。
太钢1350m^3高炉炉底工艺钢结构施工相关
文辑推荐
知识推荐
百科推荐


职位:投标造价工程师
擅长专业:土建 安装 装饰 市政 园林


