

碳钢焊丝
格式:pdf
大小:196KB
页数:2P
人气 :79
 4.5
4.5
HQ50-6 ER50-6 ER70S-6 - 用于相应强度级别碳钢、低合金钢结构的焊接 ,可应用于工 程机械、船舶、车辆制造、石油化工等行业。 THQ600-NQ- Ⅱ ER60-G TB TH600-NQ- Ⅱ — — 用于 Q500NQR1 及 600MPa级耐大 气腐蚀钢结构的焊接,可应用于工程机械、桥梁、集装箱、机车车辆制造等行业。 TH550-NQ-Ⅱ ER55-G TB TH550-NQ- Ⅱ — — 用于 Q450NQR1 及 550MPa级耐大气 腐蚀钢结构的焊接,可应用于工程机械、桥梁、集装箱、机车车辆制造等行业。 THQ500-NQ- Ⅱ ER50-G TB TH500-NQ- Ⅱ — — 用于 Q400NQR1 及 500MPa级耐大 气腐蚀钢结构的焊接,可应用于工程机械、桥梁、集装箱、机车车辆制造等行业。 THQ44



GBT5293埋弧焊用碳钢焊丝和焊剂
gb/t5293-1999埋弧焊用碳钢焊丝和焊剂 国家质量技术监督局1999-09-03批准2000-03-01实施 前言 本标准是根据ansi/awsa5.17—89《碳钢埋弧焊丝及焊剂规程》,对gb/t5293—1985《碳 素钢埋弧焊用焊剂》进行修订的,在技术内容上与该规程等效。 根据ansi/awsa5.17规程对gb/t5293—1985进行修订时,保留了gb/t5293—1985 中适合我国焊剂技术要求的内容,并第一次将焊丝和焊剂编写在一个标准中,供使用单位更加全面 地理解焊丝、焊剂与熔敷金属力学性能的关系。从而使本标准在技术内容上更加严格。 本标准从实施之日起,代替gb/t5293—1985。 本标准的附录a、附录b均是提示的附录。 本标准由国家机械工业局提出。 本标准由全国焊接标准化技术委员会归口。 本标准起草单位:哈尔滨焊接研究所
编辑推荐下载


碳钢焊丝热门文档
GB5293-1999(T)埋弧焊用碳钢焊丝和焊剂
格式:pdf
大小:720KB
页数:11P
4.4
gb/t5293-1999埋弧焊用碳钢焊丝和焊剂 国家质量技术监督局1999-09-03批准2000-03-01实施 前言 本标准是根据ansi/awsa5.17—89《碳钢埋弧焊丝及焊剂规程》,对gb/t5293—1985《碳 素钢埋弧焊用焊剂》进行修订的,在技术内容上与该规程等效。 根据ansi/awsa5.17规程对gb/t5293—1985进行修订时,保留了gb/t5293—1985 中适合我国焊剂技术要求的内容,并第一次将焊丝和焊剂编写在一个标准中,供使用单位更加全面 地理解焊丝、焊剂与熔敷金属力学性能的关系。从而使本标准在技术内容上更加严格。 本标准从实施之日起,代替gb/t5293—1985。 本标准的附录a、附录b均是提示的附录。 本标准由国家机械工业局提出。 本标准由全国焊接标准化技术委员会归口。 本标准起草单位:哈尔滨焊接研究所
GB5293-1999(T)埋弧焊用碳钢焊丝和焊剂讲解
格式:pdf
大小:717KB
页数:11P
4.3
gb/t5293-1999埋弧焊用碳钢焊丝和焊剂 国家质量技术监督局1999-09-03批准2000-03-01实施 前言 本标准是根据ansi/awsa5.17—89《碳钢埋弧焊丝及焊剂规程》,对gb/t5293—1985《碳 素钢埋弧焊用焊剂》进行修订的,在技术内容上与该规程等效。 根据ansi/awsa5.17规程对gb/t5293—1985进行修订时,保留了gb/t5293—1985 中适合我国焊剂技术要求的内容,并第一次将焊丝和焊剂编写在一个标准中,供使用单位更加全面 地理解焊丝、焊剂与熔敷金属力学性能的关系。从而使本标准在技术内容上更加严格。 本标准从实施之日起,代替gb/t5293—1985。 本标准的附录a、附录b均是提示的附录。 本标准由国家机械工业局提出。 本标准由全国焊接标准化技术委员会归口。 本标准起草单位:哈尔滨焊接研究所
 我国常用CO_2碳钢焊丝的试验研究及生产应用
我国常用CO_2碳钢焊丝的试验研究及生产应用 我国常用CO_2碳钢焊丝的试验研究及生产应用
格式:pdf
大小:210KB
页数:2P
4.7
co_2气体保护焊技术以其独特的优势,在国际制造业中得到广泛应用。就碳钢焊丝而言,根据不同的要求,可提供的焊丝品种较多,美国碳钢焊丝有7种,如er70s—6;日本有5种,如ygw11。我国碳钢焊丝的起步与发展,一直沿用前苏联标准,目前主要有er49—1和er50—6两个品种。因受原材料和传统观念的影响,许多企业在焊接碳

ASMESFA-5.18SFA-5.18M2010气体保护焊用碳钢焊丝和填充丝标准
格式:pdf
大小:19.3MB
页数:23P
4.4
ASMESFA-5.18SFA-5.18M2010气体保护焊用碳钢焊丝和填充丝标准
碳钢焊丝精华文档
MS121-04冷轧低碳钢焊丝与钢带的说明书
格式:pdf
大小:113KB
页数:6P
4.6
应用范围: 所有类型 安徽江淮汽车底盘股份有限公司 第1页共3页 标准号 ms121-04制定: 汽车研究所 材料标准 标题: 冷轧低碳钢焊丝与钢带的说明书 目录 1.分类与符号 2.性能 3.实验 4.参考 5.其它 标记更改文件号更改内容修订页修订日期修订者 编制审核批准 江淮汽车技术标准es09110-2第2页共6页 1.分类与符号 1.1.低碳钢焊丝与钢带的分类与符号 如表1给出的冷轧低碳钢焊丝与钢带(在下文用焊丝与钢带代表)被分成5类。 表1(符号) 分类与符号备注 1级 spcc商业性能(抗拉试验数值不应用于这类) spcct拉伸性能(在保证抗拉和杯突深度实验的条件下所得的数值,t 作为符号的后缀)。 2级spcd拉伸性能 3级spce深度拉伸性能 spcen深度拉伸性能(在保证永久性的条件下,n将作为符
低碳钢专用TIG—LD氩弧焊丝的研制
格式:pdf
大小:192KB
页数:4P
3
低碳钢专用tig—ld氩弧焊丝的研制——研制的tig-id氩弧焊丝适用于4okg级的低碳钢管线焊接。该焊丝的焊接工艺性能优良;化学成分设计合理;熔敷金属的机械性能和耐蚀性能均达到国外同类产品水平。
低碳钢合金焊丝断裂分析 低碳钢合金焊丝断裂分析
格式:pdf
大小:975KB
页数:3P
4.4
用扫描电镜、光学显微镜和力学性能测试研究经880℃×3.5h的常规退火低碳钢合金焊丝er110s的拉拔断口。焊丝显微组织为铁素体、碳化物粒子和岛状贝氏体,断口由大片韧窝与一些解理小平面交替组成。断口分析说明,弥散分布的碳化物质点对应微孔聚集型断裂韧窝,贝氏体组织对应解理小平面,贝氏体硬而脆,断裂韧度低,裂纹扩展阻力小,是引起焊丝断裂的主要原因。采用再结晶退火(700℃保温15h)能够消除贝氏体组织,改善焊丝拉拔性能。
不锈钢焊丝熔敷金属中碳的控制 不锈钢焊丝熔敷金属中碳的控制
格式:pdf
大小:324KB
页数:4P
4.4
用不锈钢药芯焊丝及不锈钢实芯焊丝,分别在100%ar及不同比例的ar+co2下,对熔敷金属中的含碳量进行了研究。根据热力学标准生成自由焓和等温方程,从实芯焊丝和药芯焊丝焊接冶金反应的差异,分析了不锈钢药芯和实芯焊丝熔敷金属不同的增碳机制,搞清了不锈钢药芯焊丝不增碳的机理,从而达到控制碳的目的。

低碳钢管氩弧焊打底焊的焊丝选用
格式:pdf
大小:7KB
页数:2P
4.7
低碳钢管氩弧焊打底焊的焊丝选用 1·现场焊接 我们在施工现场进行手工钨极氩弧焊打底焊接低碳钢管时, 曾采用过h08(或h08a)、h08mn2si、tig-j50及er705-3和瑞 典ok焊丝,十多年的应用经验表明,没有发生焊接质量事故, 焊缝能够满足设计和使用要求。不同焊丝的差别主要是:使用 h08a焊丝tig打底时,焊缝根部容易产生气孔,焊缝成型差; 使用h08mn2si和tig-j50焊丝打底时,焊缝成型好,易于手工 操作,气孔很少,焊缝质量容易保证。由于h08mn2si是国内生 产的埋弧焊焊丝,容易采购,h08mn2si焊丝在手工钨极氩弧焊 打底中得到广泛应用。 2·分析 手工钨极氩弧焊打底所选用的焊丝,除应满足机械性能要求 外,还应具有良好的可操作性并且不产生缺陷。从焊接工艺试验 的机械性能可以看出,h08mn2si焊丝打底焊缝的
碳钢焊丝最新文档
低碳钢管TIG打底焊的焊丝选用
格式:pdf
大小:82KB
页数:6P
4.5
低碳钢管tig打底焊的焊丝选用 结合多年对低碳钢管进行手工钨极氩弧焊(tig)的经验,通过选用h08a、h08mn2si、 tig-j50焊丝对20低碳钢管进行的焊接工艺试验以及现场使用的比较分析,认 为焊丝中mn、si含量及其比值mn/si具有关键作用,施工选用h08mn2si、tig-j50、 er49-1是可行的,在目前首选h08mn2si焊丝进行低碳钢管tig打底焊是合理的。 在石油、化工、电站装置中,工艺管道和石油化工管式炉及锅炉的炉管绝大 部分是低碳钢管,最常用的牌号有:10、20、q235、20g。由于这些装置工艺条 件苛刻,对焊缝质量和管道清洁度都有较高要求,在现场施工中,我们常采用手 工钨极氩弧焊(tig)打底和手工电弧焊(smaw)填充、盖面的焊接工艺焊接较为重 要的碳钢管。我国80年代初在上述装置管道焊接中开始推广手工钨极氩弧
不锈钢焊丝
格式:pdf
大小:29KB
页数:3P
4.7
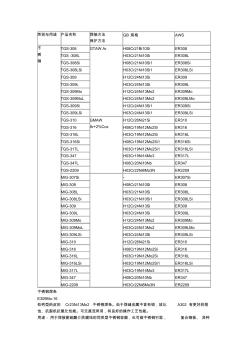
类别与用途产品名称焊接方法 保护方法 gb规格aws 不 锈 钢 tgs-308gtawarh08cr21bi10sier308 tgs-308lh03cr21ni10sier308l tgs-308sih08cr21ni10si1er308si tgs-308lsih03cr21ni10si1er308lsi tgs-309h12cr24ni13sier309 tgs-309lh03cr24ni13sier309l tgs-309moh12cr24ni13mo2er309mo tgs-309molh03cr24ni13mo2er309lmo tgs-309sih12cr24ni13si1er309si tgs-309lsih03cr24ni13si1er309lsi tgs-310gmaw ar+2%coz
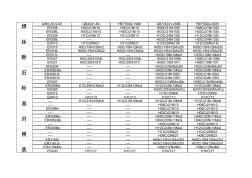
不锈钢焊丝标准对照表
格式:pdf
大小:23KB
页数:1P
4.6
awsa5.9-93gb4241-84yb/t5092-1996gb/t4241-2006yb/t5092-2005 er308h0cr21ni10h0cr21ni10h08cr21ni10sih08cr21ni10si er308lh00cr21ni10h00cr21ni10h03cr21ni10sih03cr21ni10si er309h1cr24ni13h1cr24ni13h12cr24ni13sih12cr24ni13si er309l--------h03cr24ni13sih03cr24ni13si er310h1cr26ni21h1cr26ni21h12cr26ni21sih12cr26ni21si er316h0cr19ni12mo2h0cr19ni12mo2h08cr19ni12mo2sih08cr19ni12mo
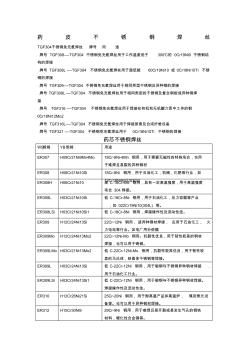
药皮不锈钢焊丝
格式:pdf
大小:28KB
页数:2P
4.5
药皮不锈钢焊丝 tgf304不锈钢免充氩焊丝牌号用途 牌号tgf308----tgf304不锈钢免充氩焊丝用于工作温度低于300℃的0cr19ni9不锈钢结 构的焊接 牌号tgf308l----tgf304不锈钢免充氩焊丝用于超低碳00cr19ni10或0cr18ni10ti不锈 钢的焊接 牌号tgf309----tgf304不锈钢免充氩焊丝用于相同类型不锈钢及异种钢的焊接 牌号tgf309l----tgf304不锈钢免充氩焊丝用于相同类型的不锈钢及复合钢板或异种钢焊 接 牌号tgf316----tgf304不锈钢免充氩焊丝用于焊接在有机和无机酸介质中工作的钢 0cr18ni12mo2 牌号tgf316l----tgf304不锈钢免充氩焊丝用于焊接尿素及合成纤维设备 牌号tgf321----tgf304不锈钢免充氩焊丝用
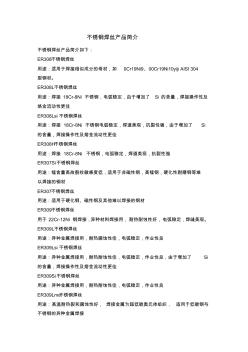
不锈钢焊丝产品简介
格式:pdf
大小:26KB
页数:5P
4.3
不锈钢焊丝产品简介 不锈钢焊丝产品简介如下: er308不锈钢焊丝 用途:适用于焊接相似成分的母材,如0cr19ni9、00cr19ni10yijiaisi304 型钢材。 er308l不锈钢焊丝 用途:焊接18cr-8ni不锈钢,电弧稳定,由于增加了si的含量,焊接操作性及 烙金流动性更佳 er308lsi不锈钢焊丝 用途:焊接18cr-8ni不锈钢电弧稳定,焊道美观,抗裂性强,由于增加了si 的含量,焊接操作性及熔金流动性更佳 er308h不锈钢焊丝 用途:焊接18cr-8ni不锈钢,电弧稳定,焊道美观,抗裂性强 er307si不锈钢焊丝 用途:锰含量高故裂纹敏感度低,适用于非磁性钢,高锰钢,硬化性耐磨钢等难 以焊接的钢材 er307不锈钢焊丝 用途:适用于硬化钢、磁性钢及其他难以焊接的钢材 er309不锈钢焊丝 用于22cr-12ni钢焊接,异种材料焊接用
超低温碳钢焊丝焊接操作技术 超低温碳钢焊丝焊接操作技术
格式:pdf
大小:190KB
页数:3P
4.7
针对tg-s1n超低温碳钢焊丝在焊接过程中的常见问题,从焊前准备、焊接操作要领、工艺参数选择、焊接注意事项等方面,总结了该焊丝的焊接操作技术,显著降低了内凹、熔塌等焊接缺陷,焊缝一次合格率提高到98%以上。实践证明,该焊接操作简便易学、行之有效,在实际施工中具有很高的实用价值。
碳钢用实芯焊丝的生产使用现状 碳钢用实芯焊丝的生产使用现状
格式:pdf
大小:134KB
页数:未知
4.3
阐述了国内外碳钢用实芯焊丝的生产使用现状。工业先进国家焊丝生产占焊材的30%~40%,p(s)实际含量低于0.02%;国内焊丝只占焊材的10%左右,焊丝实际成分p(s)=0.025%~0.04%。提出了发展我国焊接材料的四点建议。
低碳钢管TIG打底焊的焊丝选用 低碳钢管TIG打底焊的焊丝选用
格式:pdf
大小:490KB
页数:未知
4.7
结合多年对低碳钢管进行手工钨极氩弧焊(tig)的经验,通过选用h08a、h08mn_2si、tig-j50焊丝对20低碳钢管进行的焊接工艺试验以及现场使用的比较分析,认为焊丝中mn、si含量及其比值mn/si具有关键作用,施工选用h08mn_2si、tig-j50、er49一1是可行的,在目前首选h08mn_2si焊丝进行低碳钢管tig打底焊是合理的。
碳钢焊丝相关
文辑推荐
知识推荐
百科推荐


职位:二级建造师项目经理(市政专业)
擅长专业:土建 安装 装饰 市政 园林


