




编辑推荐下载

 用结422低碳钢焊条焊接铸铁件
用结422低碳钢焊条焊接铸铁件 用结422低碳钢焊条焊接铸铁件
格式:pdf
大小:239KB
页数:2P
 4.4
4.4
我矿采用结422低碳钢焊条焊补了空气压缩机外壳、柴油机外壳、水泵外壳、电动机端盖等裂缝。上述铸件缺陷经焊补后,质量都很好。有的设备运转7、8年也无任何异常现象,现将焊补方法介绍如下。供有关单位参考。一、焊前准备1.将铸件缺陷部位的油、锈、漆、铁渣、残留型砂等氧化物清除干净,直至露出金属光泽,清除范围应不小于坡口边缘5毫米。2、根据焊件厚度不同,用錾子把缺陷处开出v型或x型坡口。坡口角度
用低碳钢焊条水浸法冷焊铸铁件 用低碳钢焊条水浸法冷焊铸铁件
格式:pdf
大小:435KB
页数:3P
4.4
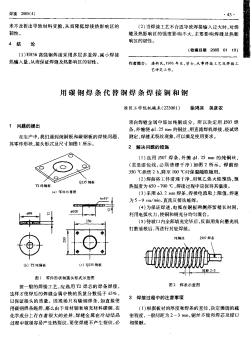
用低碳钢焊条(结422或结423)水浸冷焊修理东方红—75、54发动机壳体、缸盖、后桥壳体等,效果较好。这种焊接方法的特点是:设备简单,焊条供应充足,容易掌握,施焊条件好,劳动强度低,焊接质量较好。铸铁焊补时,经常遇到产生裂纹和白口组织等缺陷,而用这种方法大大降低了产生裂纹的可能性,焊后可进行机械加工。因此,在农村人民公社生产队的机修站,只要有交流电焊机就可进行铸
使用碳钢焊条焊接铸铁件的可行性热门文档
低碳钢焊条焊接铸铁工艺探讨
格式:pdf
大小:92KB
页数:2P
3
低碳钢焊条焊接铸铁工艺探讨——通过多次磨削焊口,改变碳元素的过渡层含量,消除白口倾向,加上合理的焊接工艺,使得低碳钢焊条焊接铸铁获得成功。
酸性碳钢焊条、碱性碳钢焊条 不锈钢焊条、堆焊焊条 酸性碳钢焊条、碱性碳钢焊条 不锈钢焊条、堆焊焊条
格式:pdf
大小:458KB
页数:1P
4.4
邹平县电焊条厂的“鲁生”牌电焊条,已有十多年的生产历史。该厂具有现代化的生产和检测设备,技术力量雄厚,质量管理制度健全完善。生产的“鲁生”牌电焊条系列产品中有酸、碱性碳钢焊条,不锈钢焊条,堆焊焊条等八大系列,80多个品种,160多种规格的产
普通焊条焊接较厚铸铁件 普通焊条焊接较厚铸铁件
格式:pdf
大小:55KB
页数:2P
4.5
铸铁的焊接主要应用在铸铁铸造缺陷的补焊、铸铁件损坏以后的补焊。通过改进铸铁件的焊接工艺,介绍了一种用普通焊条焊接较厚铸铁件的方法。
结507低碳钢焊条热焊铸铁的实践 结507低碳钢焊条热焊铸铁的实践
格式:pdf
大小:251KB
页数:2P
4.7
去年年末我厂五吨蒸汽锥底座裂断,裂断位置及宏观走向见图1,裂断面形状见图2(图1中的b向视图)。裂断的一角重约三百公斤。该座材质为ht20—40。在现有的条件下,我们制定了用低碳钢焊条在预热状态下焊接的工艺方法代替以往铜质热焊式高镍焊条冷焊,降低了成本、缩短了周期。其焊接工艺方案如下:
使用碳钢焊条焊接铸铁件的可行性精华文档
碳钢焊条
格式:pdf
大小:63KB
页数:14P
4.5
碳钢焊条 说明: 碳钢焊条适用于碳钢和低强度的低合金钢的焊接。 选择焊条依据钢材的化学成分、力学性能、抗裂性能的要求,同时考虑焊接结构、钢板厚度、工作条 件、受力情况、焊机性能等因素综合分析。必要时,做焊接试验,制订相应的工艺措施,再确定选用焊条。 ⒈碳钢的焊接一般选用与钢材强度等级相对应的焊条,同时考虑结构复杂、厚板、刚度大、动负荷、 可焊性差的,一般选用塑性好、冲击韧性高、抗裂性能好的低氢型焊条。对焊接位置有特殊要求的,采用 相应专用焊条,如立向下焊条、打底焊条等。为提高焊接效率可选用铁粉型焊条。 ⒉对焊缝冷却速度快、强度增高、焊缝易产生裂纹的,此时可选用比母材强度低一级的焊条;低碳钢 与低合金钢之间的异种钢焊接,一般选用与强度等级低的钢材相应的焊条,并且考虑低合金钢因素,以选 用低氢型为宜。 ⒊对于中碳钢的焊接,由于钢材含碳量较高,增大了焊接裂纹倾向,一般选用低氢型焊条并采用预
结构钢焊条铸铁件补焊工艺 结构钢焊条铸铁件补焊工艺
格式:pdf
大小:113KB
页数:1P
4.3
针对公司生产卸车机、叶轮给煤机产品中的部套件多为铸铁件(如轴承盖、透盖、闷盖等),且在产品中占较重比例,铸铁件铸造缺陷补焊性能差、报废成本高的问题,提出了使用结构钢焊条铸铁补焊工艺。解决了铸铁补焊难、易产生裂纹等焊接难题,大大降低了生产成本,促进了生产率的提高。
用低碳钢焊条焊接紫铜 用低碳钢焊条焊接紫铜
格式:pdf
大小:195KB
页数:3P
4.7
在工业生产中,经常遇到紫铜和紫铜,紫铜和钢的焊接。目前,紫铜焊接一般采用气焊,或用铜107焊条以直流焊机进行电焊,有条件的单位也可以用氩弧焊、等离子焊等方法。但一般工厂都没有这些焊机,铜107焊条在交流弧焊机上又不能使用,如果能使用交流弧焊机,用普通低碳钢焊条对紫铜进行焊接,则一般单位都具备条件。但是,由于铜散热快,铜液流动性
结构钢焊条铸铁件补焊工艺 结构钢焊条铸铁件补焊工艺
格式:pdf
大小:509KB
页数:3P
4.5
针对公司内泵系列产品铸铁件多、铸铁件铸造缺陷补焊性能差、报废成本高的问题,提出了使用结构钢焊条铸铁补焊工艺,解决了铸铁补焊难、易产生裂纹等焊接难题,大大降低了生产成本,促进了生产率的提高。
使用碳钢焊条焊接铸铁件的可行性最新文档

碳钢焊条使用说明
格式:pdf
大小:16KB
页数:2P
4.4
碳钢焊条简明表 牌号gb标准aws标准药皮类型焊接电源主要用途 j350dc+专用于微碳纯铁氨合成塔内件的焊接。具有抗高温氢、氮、氨腐蚀能力,也可做要求抗裂而不要求等强度的焊接 或过渡层。 j421e4313e6013钛型ac、dc焊接低碳钢结构,特别适于薄板小件及要求焊缝表面美观和光洁的盖面焊。 j421fee4313e6013钛型ac、dc焊接一般低碳钢结构,特别适用于薄板小件及短焊缝的间断焊和要求焊缝表面光洁的盖 面焊。 j421fe16e4324e6024钛型ac、dc用于一般低碳钢结构的平焊、平角焊。 j421fe18e4324e6024钛型ac、dc用于一般低碳钢结构的平焊、平角焊。 j421xe4313e6013钛型ac、dc适用于焊接一般船用碳钢及镀锌
铸铁冷焊的氧化铁系低碳钢焊条的研制 铸铁冷焊的氧化铁系低碳钢焊条的研制
格式:pdf
大小:1.2MB
页数:5P
4.7
针对采用低碳钢焊条在冷焊铸铁时极易出现白口层、抗裂性差的问题,本文利用氧化铁皮和石墨,研制了铸铁冷焊用氧化铁系低碳钢焊条,在半熔化区和焊缝区降低了白口层和裂纹的发生。
美国碳钢焊条和不锈钢焊条标准的新变化 美国碳钢焊条和不锈钢焊条标准的新变化
格式:pdf
大小:145KB
页数:4P
4.7
美国1991年版的碳钢焊条标准awsa5.1和1992年版的不锈钢焊条标准awsa5.4,与1981年版作比较,都有了较大变化,它反映了其间取得的最新研究成果。
用结构钢焊条焊接铸铁的研究 用结构钢焊条焊接铸铁的研究
格式:pdf
大小:472KB
页数:2P
4.7
通过用结构钢焊条补焊铸铁,总结了一套既能满足工件使用性能要求,又可以满足焊接条件要求的技术方案,还降低了生产成本。
用碳结钢焊条冷焊铸铁件 用碳结钢焊条冷焊铸铁件
格式:pdf
大小:472KB
页数:未知
4.5
直接用碳钢焊条补焊铸铁件,其困难有三:一是母体金属碳质向焊缝扩散,在迅速冷却中成为白口铁或高碳钢:二是由于导热性、膨胀系数差异,施焊过程中出现很大热应力;三是在冷却后母材与焊缝间残存巨大内应力。因此,若不采取特殊工艺措施,施焊中或焊后会随即开裂。即使侥幸成功,也难于作下一步的切削加工。新的工艺方法是针对上述困难而研究的。江西省地质局所属的工厂和地质队,经三年的探索、推广,已形成一套较成熟的工艺。其成功率达86%,焊缝强度高于母材,可切削加工。工艺过程
利用普通电焊条焊接铸铁件 利用普通电焊条焊接铸铁件
格式:pdf
大小:61KB
页数:1P
4.7
众所周知,普通结构钢焊条主要是用来焊接普通碳素结构钢,而用它来焊接铸铁,则很难达到满意的焊接效果.笔者在设备维修工作中,摸索发现了一种利用普通结构钢焊条焊接铸铁件的方法,经实践检验,质量可靠,效果理想,适用于性能要求不是很高的中小型机械设备的维修,尤其适用于农机、农具的维修及应急情况下的维修.现介绍该方法的使用要点和操作注意事项.
利用普通电焊条焊接铸铁件 利用普通电焊条焊接铸铁件
格式:pdf
大小:61KB
页数:1P
4.4
众所周知,普通结构钢焊条主要是用来焊接普通碳素结构钢,而用它来焊接铸铁,则很难达到满意的焊接效果.笔者在设备维修工作中,摸索发现了一种利用普通结构钢焊条焊接铸铁件的方法,经实践检验,质量可靠,效果理想,适用于性能要求不是很高的中小型机械设备的维修,尤其适用于农机、农具的维修及应急情况下的维修.现介绍该方法的使用要点和操作注意事项.

碳钢焊条牌号对照表
格式:pdf
大小:41KB
页数:2P
4.5
碳钢焊条牌号对照表 牌号 符合(相当)标准的焊条牌号 gbawsjis j350 j357 j420ge4300 j421e4313e6013d4313 j421xe4313e6013d4313 j421fee4313e6013d4313 j421fe13e4324e6024d4324 j421fe16e4324e6024 j421fe18e4324e6024 j421ze4324e6024 j422e4303d4303 j422ye4303 j422gme4303d4303 j422fee4303d4303 j422fe13e4323d4324 j422fe16e4323 j422fe18e4323 j422ze4323 j422crcue4303 j422cucrnie4303
使用碳钢焊条焊接铸铁件的可行性相关
文辑推荐
知识推荐
百科推荐


职位:港口与巷道监理工程师
擅长专业:土建 安装 装饰 市政 园林


