

数铣螺纹加工方法MicrosoftWord文档
格式:pdf
大小:98KB
页数:3P
人气 :74
 4.6
4.6
螺纹铣削轨迹 螺纹铣削运动轨迹为一螺旋线, 可通过数控机床的三轴联动来实现。 图 5为左旋和右旋外螺纹的铣削运动示意图。 与一般轮廓的数控铣削一样, 螺纹铣削开始进刀时也可采用 1/4 圆弧切 入或直线切入。铣削时应尽量选用刀片宽度大于被加工螺纹长度的铣 刀,这样, 铣刀只需旋转 360°即可完成螺纹加工。螺纹铣刀的轨迹 分析如图 6所示。 5 螺纹铣削编程 现结合 M30×1.5 右旋内螺纹铣削加工实例说明螺纹铣削的编程方法。 工件材料: 42CrMo4;螺纹底孔直径: Di=28.38mm;螺纹直径: Do=30mm; 螺纹长度 L=20mm;螺距: P=1.5mm;机夹螺纹铣刀直径: D2=19mm;铣 削方式:顺铣。 (1) 参数计算 主轴转速 N为 N=1000V/(D2×p=1000×150/(19 ×3.14)=2512r/min 铣刀齿数 Z=1,每齿进给量 f=0.1m



 用调整螺纹加工起点的方法修调螺纹
用调整螺纹加工起点的方法修调螺纹 用调整螺纹加工起点的方法修调螺纹
在很多情况下,螺纹因为种种原因需要修调。例如,加工螺纹的过程中,螺纹加工因刀尖崩裂、刀具切削性能下降等原因未完成加工。又如,螺纹使用过程中,螺纹表面生锈或者变形,如果拆开,再安装时就比较困难,需重新修调,再进行安装。另外,成批生产的
编辑推荐下载
不锈钢小螺纹加工方法探索 不锈钢小螺纹加工方法探索
格式:pdf
大小:161KB
页数:2P
4.7
采用自制法兰转盘代替传统绞手、绞杠,利用钻床主轴轴向力起攻(或起套),对不锈钢小螺孔(m4以下)和不锈钢小螺杆(m4以下)进行加工,设备简单,操作灵活,质量保证,实用性强。
数控车床螺纹加工调节实用方法 数控车床螺纹加工调节实用方法
格式:pdf
大小:108KB
页数:未知
4.3
1.数控车床螺纹加工现状及局限性近年来数控机床应用逐渐普及,数控机床能完成很多普通机床难以完成,或者根本不能完成的复杂型面零件的加工,而且可以提高零件的加工精度,稳定产品的质量,提高生产率。但是,在数控车床螺纹加工技术实际应用中,由于数控车床取消了丝杠的设计应用,却存在了很多不如普通车床实际加工方便的地方。例如数控车床车削螺纹时只能一次成形,车削过程中不能象普通车床一样随意改变转
数铣螺纹加工方法热门文档
内螺纹加工铣刀的直径选择分析 内螺纹加工铣刀的直径选择分析
格式:pdf
大小:167KB
页数:3P
4.6
以理论分析为手段,确定了内螺纹加工铣刀可用的直径范围,并对该范围内最佳直径的选择进行了分析,为生产实践中内螺纹铣刀直径的选择提供了参考。
数控铣用螺纹铣刀加工螺纹的优势和方法 数控铣用螺纹铣刀加工螺纹的优势和方法
格式:pdf
大小:90KB
页数:未知
4.5
针对外形较大、较重零件上螺纹孔和直径较大螺纹孔加工困难的问题,阐述用螺纹铣刀在数控机床上铣削螺纹孔的优势和方法。
基于曲面的变螺距螺纹加工方法的研究 基于曲面的变螺距螺纹加工方法的研究
格式:pdf
大小:126KB
页数:2P
4.7
数控车削加工中常见的螺纹加工有普通螺纹、锥螺纹、管螺纹、内螺纹等,但在曲面上加工螺纹很难实现,以椭圆曲面为例,在其表面进行变螺距螺纹的加工,以此体现一些特殊螺纹的一般加工方法,为生产加工提供参考。
数铣螺纹加工方法精华文档
螺纹铣削在英制大直径内螺纹加工中的应用 螺纹铣削在英制大直径内螺纹加工中的应用
格式:pdf
大小:111KB
页数:未知
4.5
螺纹铣削作为攻丝或车削螺纹的替代,能够加工全螺纹,甚至象闸阀等大直径英制内螺纹,而不受螺纹结构、表面质量和精度的限制,能提供更好的质量和更高的效率、以及更低的成本。
公制螺纹加工内外径表
格式:pdf
大小:115KB
页数:3P
4.4
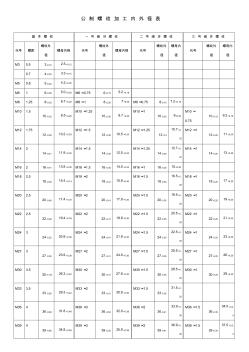
公制螺纹加工内外径表 基本螺纹一号细牙螺纹二号细牙螺纹三号细牙螺纹 代号螺距 螺纹外 径 螺母内径代号 螺纹外 径 螺母内径代号 螺纹外 径 螺母内 径 代号 螺纹外 径 螺母内 径 m30.53-0.152.5+0.12 0.74-0.203.3+0.15 m50.85-0.224.2+0.20 m616-0.265.0+0.20m6×0.756-0.155.2+0.19 m81.258-0.306.7+0.22m8×18-0.257+0.20m8×0.758-0.157.2+0.19 m101.5 10-0.358.5+0.25 m10×1.25 10-0.308.7+0.22 m10×1 10-0.259+0.20 m10× 0.
数控车床螺纹加工的实用调节方法 数控车床螺纹加工的实用调节方法
格式:pdf
大小:196KB
页数:3P
4.7
数控车床车削螺纹时只能一次成形,不能随意改变转速,针对这个问题,本文提出补偿螺纹牙距的方法,使得数控车床加工螺纹时可以任意改变转速,达到改善加工质量的目的。
数铣螺纹加工方法最新文档
普通螺纹加工中的尺寸问题及解决方法 普通螺纹加工中的尺寸问题及解决方法
格式:pdf
大小:31KB
页数:未知
4.4
普通螺纹加工过程中,常出现由于螺纹底孔、收尾、肩距和退刀槽的尺寸问题造成难加工的现象,文章对此问题进行了分析,总结出相关的经验公式,为普通螺纹的加工提供有力的依据。
单向螺纹铣刀法加工大直径螺纹 单向螺纹铣刀法加工大直径螺纹
格式:pdf
大小:111KB
页数:未知
4.8
通过对螺纹铣削加工及其优势的分析,对大直径螺纹加工采取了单向(单齿)螺纹铣刀螺纹铣削加工的方案,并进行了内、外螺纹铣削加工程序设计,有效解决了大直径螺纹的加工难题,对发挥数控机床的潜能和实现高效加工具有一定的现实意义。
内螺纹数控铣削加工方法浅析 内螺纹数控铣削加工方法浅析
格式:pdf
大小:184KB
页数:3P
4.4
本文阐述了数控铣削内螺纹的三种方法:丝锥攻丝、单齿螺纹铣刀加工、多齿螺纹铣刀加工。详细分析三种方法在机床功能、刀具结构、加工特点、适用范围、编程要点的不同,对内螺纹数控铣削的提供了参考。
内螺纹数控铣削加工方法浅析 内螺纹数控铣削加工方法浅析
格式:pdf
大小:184KB
页数:3P
4.7
本文阐述了数控铣削内螺纹的三种方法:丝锥攻丝、单齿螺纹铣刀加工、多齿螺纹铣刀加工。详细分析三种方法在机床功能、刀具结构、加工特点、适用范围、编程要点的不同,对内螺纹数控铣削的提供了参考。
螺纹加工论文车床加工论文
格式:pdf
大小:154KB
页数:3P
4.3
螺纹加工论文车床加工论文 大螺距梯形内螺纹的加工 摘要:在数控车床上加工螺纹并不是非常困难的事情,对于每一个 专业技工来说都可以把此项加工做的很好,但是大螺距梯形内螺纹的 加工就很困难,原因主要是工艺上的难以把握。在原来的方法基础上 做部分的改进,使得大螺距梯形内螺纹的加工从理论上降低难度。 关键词:大螺距;梯形;螺纹;加工;数控机床 科技的进步体现在工程制造业上就是将电子信息技术与制造技 术充分的融合,比如数控车床的出现,从一定程度上使机械的加工工 艺向前迈进了一大步,但是还是有一些技术需要用新方法新科技去弥 补,而大螺距梯形内螺纹的加工就是其中一种需要去深化改进的。 1大螺距梯形内螺纹的车削方法 梯形螺纹,牙型为等腰梯形,牙型角为30°且对称,牙根强度 高,对于30°梯形螺纹比普通60°或55°螺纹的中径要厚且有强度, 还有它要比其他的螺纹更耐磨,但直径不能
燃气轮机中超窄方牙螺纹加工方法研究 燃气轮机中超窄方牙螺纹加工方法研究
格式:pdf
大小:104KB
页数:未知
4.7
燃气轮机中超窄方牙螺纹加工极为困难,我所做的加工分析就是针对在超窄方牙螺纹加工过程中如何选择装夹方法、刀具修磨、加工参数选择到检测方法的选择展开的,从而快速、准确的将零件加工合格。
1、直螺纹加工技术交底
格式:pdf
大小:124KB
页数:6P
4.8
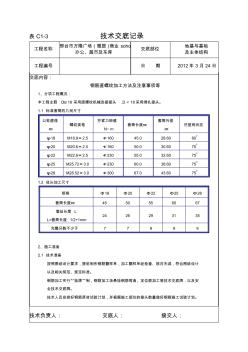
表c1-3技术交底记录 工程名称 邢台市万隆广场(雅居)商业soho 办公、超市及车库 交底部位 地基与基础 及主体结构 工程编号日期2012年3月24日 技术负责人:交底人:接交人: 交底内容: 钢筋直螺纹加工方法及注意事项等 1、分项工程概况: 本工程主筋d≥18采用直螺纹机械连接接头,d<18采用绑扎接头。 1.1标准套筒的几何尺寸 公称直径 ㎜ 螺纹规格 拧紧力矩值 n·m 套筒长度㎜ 套筒外径 ㎜ 牙型角状态 φ18m18.9×2.5≮16045.028.6060 0 φ20m20.6×2.5≮16050.030.6075 0 φ22m22.6×2.5≮23055.032.60750 φ25m25.72×3.0≮23060.038.6075 0 φ28m28.52×3.0≮30067.043.

直螺纹加工及连接作业指导书
格式:pdf
大小:91KB
页数:10P
4.7
钢筋直螺纹连接作业指南 第1页共10页 目录 一、编制依据..................................................2 二、适用范围..................................................2 三、施工准备..................................................2 四、钢筋直螺纹加工........................................3 五、钢筋连接施工...........................................4 六、质量检验................................
螺纹加工底孔直径对照表
格式:pdf
大小:684KB
页数:33P
4.6
螺纹加工底孔直径对照表 本文件包含内容 公制粗螺纹2级牙底孔径对照表 公制细螺纹2级牙底孔径对照表 美制粗螺纹2级牙底孔径对照表 美制细螺纹2级牙底孔径对照表 公制迫牙丝攻钻孔径对照表 美制迫牙丝攻钻孔径对照表 美制特细螺纹2级牙底孔径对照表 英制电器螺纹底孔径对照表 英制管螺纹(ps)底孔径对照表 英制管螺纹(pt)底孔径对照表 美制管螺纹(npt、nps)底孔径对照表 英制螺纹(unef)底孔径对照表 公制螺纹(滚造径)底孔径对照表 针车用其所长螺纹(滚造径)底孔径对照表 英制圆柱管螺纹(55度)加工一览表 英制锥管螺纹(55度)加工一览表 布锥管螺纹加工一览表 美制unc、unf螺纹参数表 惠氏bsw、bsf螺纹参数表 公制螺纹特殊材质工件加工底孔径对照表 非密封管螺纹底孔径对照表 英制锥管螺纹和英制锥螺纹攻丝前钻底孔的钻头直径 日标英制锥度管螺纹底孔径
钢筋直螺纹加工交底
格式:pdf
大小:60KB
页数:4P
4.4
技术交底记录 (表式c2-1) 编 号 工程名称周庄新村二期e区交底日期2006年3月31日 施工单位北京中关村开发建设股份有限公司分项工程名称钢筋工程 内容提要钢筋滚压直螺纹连接 审核人交底人接受交底人 本表由施工单位填写,交底单位与接受交底单位各存一份。-1- 材质 1、钢筋的机械性能、化学成分应符合gb1499-1998标准中热轧带肋钢筋的规定。 2、连接套应采用性能不低于45碳素结构钢制造,其机械性能、化学成分应符合 gb699标准规定。连接套的屈服承载力和抗拉承载力的标准值应不小于钢筋的 相应承载力的标准的1.10倍。 3、连接套连接钢筋制成接头的抗拉强度应大于等于钢筋母材抗拉强度,且大于等 于0.9倍钢筋母材抗拉强度实测值。 4、螺纹配合精度按gb197的规定,套筒内螺纹6h级,丝头螺纹7g级,牙型表 面粗糙
数铣螺纹加工方法相关
文辑推荐
知识推荐
百科推荐


职位:机电设计工程师
擅长专业:土建 安装 装饰 市政 园林


