

手工焊接工艺规范1
格式:pdf
大小:735KB
页数:9P
人气 :71
 4.6
4.6
重庆弘毅电子技术有限公司 规范文件 Q/HON 手工焊接基础规范 2010-**-** 发布 2010-**-** 实施 重庆弘毅技术有限公司 发布 文件编号 DTKJ/GF-****-** 版 本 号 A 编 制 谭西宏 审 核 批 准 目 录 1、目的 . ............................................................ 4 2、适用范围 . ........................................................ 4 3、手工焊接使用的工具及要求 . ........................................ 4 4、手工烙铁锡焊操作方法 . ............................................ 4 5、常用元器件的焊接方法:



手工焊接工艺规范
手工焊接工艺规范 文件编号: 版本号: 第1页共7页 版本修订历史记录 版本号修订内容修订者修订时间 起草:审核:批准:______________ 日期:日期:日期:______________ 手工焊接工艺规范 文件编号: 版本号: 第2页共7页 1.目的 1.1规范生产过程中的手工焊接操作; 1.2为sop制作提供参数依据 1.3规范综合评估焊接质量、器件耐温特性和生产效率,并规定对不同类型的产品、 不同的器件焊接应采用的焊接参数和焊接设备,确保产品质量。 2.适用范围 2.1适用于电源事业部pcba类手工补锡操作; 2.2适用于电源事业部pcba类手工焊接元件操作; 2.3适用于焊接连接线材/端子座; 3.职责 3.1工程部:对电烙铁使用提供正确操作方法; 对被焊接对象及内容提供温度大小等标准参数;
编辑推荐下载
手工焊接工艺操作规程
格式:pdf
大小:27KB
页数:3P
4.8
济宁山特程序文件文件编号:sw/pi-js-008 手工焊接工艺操作规程 修订状态:a/0 页码:第1页共2页 一、目的 规定印制电路板元器件插装、手工焊接工序应遵循的基本工艺要求。 二、元器件插装、手工焊接要求 1、焊前准备 (1)熟悉所焊印制板的装配图,并按装配图检查元器件型号、规格及数量 是否符合图纸上的要求,发现问题应及时向有关人员反映。 (2)材料代用一律以技术部下发的“元器件代换通知单”为准,其它人员 无权作更改代用决定。 (3)检查各种元件的引线是否氧化过重、元件标识是否不清,如有以上情 况,必须将其挑选出来以作其它处理。 (4)检查印制板是否有变形挠曲。 2、装焊顺序 一般情况下,应按电阻、电容、二极管、三极管、集成电路、大功率管 顺序插焊。 元器件装焊顺序依据的原则是:先低后高,先小后大。 3、插装方法 (1)电路板一般采用插焊方法。
手工焊接工艺流程
格式:pdf
大小:1.7MB
页数:15P
4.3
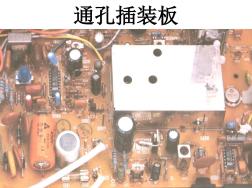
焊接工艺 概述 随着电子元器件的封装更新换代加快,由原来的直插式改为了平贴式,连接排线也由fpc 软板进行替代,电子发展已朝向小型化、微型化发展,手工焊接难度也随之增加,在焊 接当中稍有不慎就会损伤元器件,或引起焊接不良,所以一线手工焊接人员必须对焊接 原理,焊接过程,焊接方法,焊接质量的评定,及电子基础有一定的了解。 一、焊接原理: 锡焊是一门科学,他的原理是通过加热的烙铁将固态焊锡丝加热熔化,再借助于助焊剂 的作用,使其流入被焊金属之间,待冷却后形成牢固可靠的焊接点。 当焊料为锡铅合金焊接面为铜时,焊料先对焊接表面产生润湿,伴随着润湿现象的发生, 焊料逐渐向金属铜扩散,在焊料与金属铜的接触面形成附着层,使两则牢固的结合起来。 二、助焊剂的作用 助焊剂是一种焊接辅助材料,其作用如下: 去除氧化膜。 防止氧化。 减小表面张力。 使焊点美观。 三、焊锡丝的组成与结构 我
手工焊接工艺规范热门文档
电子产品手工焊接工艺
格式:pdf
大小:582KB
页数:8P
4.8
电子产品手工焊接工艺 焊接工艺 学习要点: 1.焊接的基本知识及手工焊接的工艺要求、质量分析。 2.掌握手工焊接技术和手工焊接的工艺要求。 3.学习自动焊接技术、接触焊接技术。 焊接的基本知识 手工焊接的工艺要求及质量分析 自动焊接技术 接触焊接 一.焊接的基本知识 1.1焊接的种类 焊接是使金属连接的一种方法,是电子产品生产中必须掌握的一种基本操作技能。 现代焊接技术主要分为下列三类: 熔焊:是一种直接熔化母材的焊接技术。 钎焊:是一种母材不熔化,焊料熔化的焊接技术。 接触焊:是一种不用焊料和焊剂,即可获得可靠连接的焊接技术。 1.2焊料、焊剂和焊接的辅助材料 1.焊料 焊料是一种熔点低于被焊金属,在被焊金属不熔化的条件下,能润湿被焊金属表面, 并在接触面处形成合金层的物质。 电子产品生产中,最常用的焊料称为锡铅合金焊料(又称焊锡),它具有熔点低、机 械强度高、抗腐蚀性能

不锈钢手工焊接工艺卡(角接)
格式:pdf
大小:106KB
页数:4P
4.7
1 (项目名称)焊接技术交底工艺卡 q/syxxx-2013 syg03-a010 依据的焊评文件编号(pqrno.):2001gd01 焊接方法:□smaw□gtaw□gmaw□fcaw□saw□其它 母材:0cr18ni9、0cr19ni9、0cr18ni9ti、0cr18ni10ti、0cr18ni11nb、1cr19ni9、 1cr18ni9ti、1cr18ni11ti、1cr18ni11nb、304等18-8型非超低碳不锈钢 规格:φxx*xx 焊接材料:焊条a132 焊丝型号:焊丝牌号: 焊条型号:焊条牌号:a132 接头详图: a=45~50ob=2.5±0.5s1≥s22≤s2<4 坡口制备方法:坡口机加工 坡口检测方法:焊接检验尺 坡口检测比例:100%检测 保护气体:/流量l
基于工作过程的SMT手工焊接工艺教学情境的开发
格式:pdf
大小:903KB
页数:3P
4.5
结合smt手工焊接工艺职业定位,从实训基地的建设、职业能力培养目标、教学内容的项目化建设等方面对基于工作过程的实训教学情境进行了分析,从职业基础能力和职业关键能力两个层次对教学情境进行项目化改革,通过我院多年实践,学生在专业知识学习和企业岗位职业能力上都有了很大提高。

手工电弧焊焊接工艺规范
格式:pdf
大小:100KB
页数:8P
4.5
sws 上海外高桥造船有限公司企业标准 q/sws42-022-2003 手工电弧焊焊接工艺规范 2003-04-25发布2003-05-10实施 上海外高桥造船有限公司发布 前言 本规范为公司新编制企业标准。是根据公司的生产实际经验并参照有关船厂企业标准编 制而成。 本规范代替g16-sws005《船体手工电弧焊通用工艺》。 本规范发布时,g16-sws005《船体手工电弧焊通用工艺》同时作废。 本规范由上海外高桥造船有限公司提出; 本规范由设计部归口。 本规范起草部门:设计部。 本规范主要起草(编制):陈国权 标检:徐玉珍 审核:孙嘉钧 本规范由总工程师南大庆批准。 手工电弧焊焊接工艺规范 1范围 本规范规定了船体手工电弧焊焊接前准备、人员、工艺要求和

手工电弧焊焊接工艺规范
格式:pdf
大小:95KB
页数:8P
4.4
船舶制造焊接工艺规范 阜宁县阜城才林船舶保养厂 手工电弧焊焊接工艺规范 1范围 本规范规定了船体手工电弧焊焊接前准备、人员、工艺要求和过程及检验。 本规范适用于采用低碳钢、低合金钢制造的船体构件的焊接。对特殊钢材, 结构刚性较大以及有特殊要求时,均应另行制定专门焊接工艺规程。 2规范性引用文件 g16-sws004焊接材料保管要求 q/sws42-010-2003焊缝返修通用工艺规范 3焊接前准备 3.1焊接材料选配原则 3.1.1选用的焊接材料应具有相应船检证书。 3.1.2焊接材料级别应与船体结构用钢材级别相匹配,见表1。 表1焊接材料与船体结构钢材级别的匹配 焊接材料级别船体结构钢材级别 1a 2abd 3abde 1ya32a36 2ya32a36d32d36 3ya32a36d32d36e32
手工焊接工艺规范精华文档

焊接工艺规范
格式:pdf
大小:79KB
页数:7P
4.5
编号: 焊接工艺规范 编制: 校对: 审核: 批准: 目录 1.目的................................................1 2.适用范围............................................1 3.引用标准............................................1 4.工艺要求............................................1 4.1焊接方法选用原则...................................1 4.2焊接用辅料援用原则................................1 4.3点焊接头的最小搭边宽度和焊点的最小点距.......
焊接工艺规范
格式:pdf
大小:134KB
页数:14P
4.4
e起弧时要特别防止未焊合及烧穿; f收弧时要填满弧坑,不要立即移走焊枪; 焊工操作前需根据以上规范确定焊接电流,电弧电压,气体流量等参数,工作中需经常 检查,每两小时检查一次,并作好记录,对板厚大于8mm的对接焊缝,需采用开坡口焊接。 3操作技术 a焊机接成反极性,即工件接负极,焊机接正极; b二氧化碳保护焊可以进行全位置焊接(平焊、立焊、横焊、仰焊); c焊丝伸出长度:直径为1.2mm以下的细焊丝伸出长度为10mm; d焊接厚度为2mm以下的工件时,焊枪不作摆动; 8.0~16.0≤0.50.8~1.226~29190~22020~24 6.0~12.
手工电弧焊焊接工艺标准
格式:pdf
大小:42KB
页数:7P
4.6
手工电弧焊焊接工艺标准 1.手工电弧焊焊接施工工艺标准 1.1适用范围 本工艺适用于钢结构制作与安装手工电弧焊焊接工艺。工艺规定了一般低碳钢、普通低合金高强度钢手 工电弧焊的基本要求。凡各工程的工艺中无特殊要求的结构件手工电弧焊均应按本工艺规定执行。 1.2??引用标准 (1)钢结构工程施工质量验收规范(gb50205—2001); (2)建筑工程施工质量验收统一标准(gb50300—2001); (3)建筑钢结构焊接规程(jgj81—2002); (4)碳钢焊条(gb5117—85); (5)低合金钢焊条(gb5118—85); (6)钢结构焊缝外形尺寸(gb10854—89); (7)焊接质量保证钢熔化焊接接头的要求和缺陷等级(gb/t12469—90); (8)钢焊缝手工超声波探伤和探伤结果的分级(gb11345—89)。
手工焊接工艺规范最新文档
手工电弧焊焊接工艺
格式:pdf
大小:85KB
页数:10P
4.6
手工电弧焊焊接工艺 本工艺适用于低碳钢和低合金高强度各种大型钢结构 工程制造重要结构的焊接。 一、焊前准备 1.根据施焊结构钢材的强度等级,各种接头形式选择相等强 度等级牌号和合适焊条直径。 2.当施工环境温度低于0℃,或钢材的碳当量大于0.41%及 结构刚性过大,构件较厚时应采用焊前预热措施,预热温度 为80℃~100℃,预热范围为板厚的5倍,但不小于100mm。 3.工件厚度大于6mm对接焊时,为确保焊透强度,在板材 的对接边沿开切v形或x形坡口,坡口角度α为60°,钝边 p=0~1mm,装配间隙b=0~1mm,如图1。当板厚差≥4mm 时,应对较厚板材的对接边缘进行削斜处理,如图2。 4.焊条烘焙:酸性药皮类型焊条焊前烘焙150℃×2保温2 小时;碱性药皮类焊条焊前必须进行300~350℃×2烘焙, 并保温2小时才能使用
(作业文件46)手工电弧焊焊接工艺规范
格式:pdf
大小:71KB
页数:7P
4.5
版号: 蚌埠市神舟机械有限公司质量管理体系文件 手工电弧焊焊接工艺规程 sz/zy(j)-sc-h24 编制技术开发部 审核 批准 日期 蚌埠市神舟机械有限公司作业文件sz/zy(j)-sc-h24 版号:d/1页码2/7 手工电弧焊焊接工艺规程 1范围 本规范规定了船体手工电弧焊焊接前准备、人员、工艺要求和过程及 检验。 本规范适用于采用低碳钢、低合金钢制造的船体构件的焊接。对特殊 钢材,结构刚性较大以及有特殊要求时,均应另行制定专门焊接工艺规 程。 2规范性引用文件 cb/z39-87焊接材料的验收、存放和使用 3焊接前准备 3.1焊接材料选配原则 3.1.1选用的焊接材料应具有相应船检证书。 3.1.2焊接材料级别应与船体结构用钢材级别相匹配。 3.1.3选用的焊条要有良好的工艺性和操作性能,对于船体结构规定选 用碱性低氢型焊条的部位,尽

手工电弧焊焊接工艺规程
格式:pdf
大小:10KB
页数:5P
4.8
手工电弧焊焊接工艺规范 电弧焊,焊接工艺,手工,规范 手工电弧焊焊接工艺规范 1范围 本规范规定了船体手工电弧焊焊接前准备、人员、工艺要求和过程及检验。 本规范适用于采用低碳钢、低合金钢制造的船体构件的焊接。对特殊钢材,结构刚性较大 以及有特殊要求时,均应另行制定专门焊接工艺规程。 2规范性引用文件 g16-sws004焊接材料保管要求 q/sws42-010-2003焊缝返修通用工艺规范 3焊接前准备 3.1焊接材料选配原则 3.1.1选用的焊接材料应具有相应船检证书。 3.1.2焊接材料级别应与船体结构用钢材级别相匹配,见表1。 表1焊接材料与船体结构钢材级别的匹配 焊接材料级别船体结构钢材级别 1a 2abd 3abde 1ya32a3

手工电弧焊焊接工艺资料
格式:pdf
大小:85KB
页数:10P
4.5
手工电弧焊焊接工艺 本工艺适用于低碳钢和低合金高强度各种大型钢结构 工程制造重要结构的焊接。 一、焊前准备 1.根据施焊结构钢材的强度等级,各种接头形式选择相等强 度等级牌号和合适焊条直径。 2.当施工环境温度低于0℃,或钢材的碳当量大于0.41%及 结构刚性过大,构件较厚时应采用焊前预热措施,预热温度 为80℃~100℃,预热范围为板厚的5倍,但不小于100mm。 3.工件厚度大于6mm对接焊时,为确保焊透强度,在板材 的对接边沿开切v形或x形坡口,坡口角度α为60°,钝边 p=0~1mm,装配间隙b=0~1mm,如图1。当板厚差≥4mm 时,应对较厚板材的对接边缘进行削斜处理,如图2。 4.焊条烘焙:酸性药皮类型焊条焊前烘焙150℃×2保温2 小时;碱性药皮类焊条焊前必须进行300~350℃×2烘焙, 并保温2小时才能使用

新焊接工艺规范
格式:pdf
大小:46KB
页数:8P
4.4
焊接工艺 编制 焊接工艺规范 1范围 本规范规定了焊接(手工电弧焊)工艺的技术要求。 本规范适用于本公司火力发电厂用涉压碳钢制水处理环保设备(容器)产品的焊接。 2规范性引用文件 下列文件中的条款通过本规范的引用而成为本规范的条款。凡是注日期的引用文件,其随后所有的 修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究 是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本规范。 gb9448-1999焊接与切割安全 3焊工 3.1焊工必须经专门的理论学习和实际操作培训,经考试合格和主管部门的同意,方可担任合格证中 指定项目的焊接工作。 3.2具有合格证书的焊工,一般每两年应重新考核一次。对中断焊接工作六个月以上者,必须重新考 核。 3.3焊工在施焊前应认真熟悉图纸和焊接工艺。 3.4核查待焊焊缝坡

车架焊接工艺规范
格式:pdf
大小:125KB
页数:10P
4.7
车架装焊通用工艺 守则 文件编号:bc-998-001 编制:会 签: 校对:标准 化: 审核:批 准: 奔驰汽车股份有限公司 奔驰汽车股份车架装焊通用工艺第1页 有限公司 北京汽 车厂 守则 共6页 1目的 为规范焊接车架装焊工艺过程及稳定车架装焊质量,特制订本工艺守 则。 2适用范围 本守则适用于车架车间生产的四轮车车架、三轮车车架的装焊。 3引用文件 3.1q/ftb026-1999四轮农用运输车车架总成技术条件 3.2gb6417-86金属熔化焊焊缝缺陷分类及说明 3.3gb8110-95二氧化碳气体保护焊用钢焊丝 3.4《焊接手册》机械工业出版社 3.5《焊接技术手册》山西科学技术出版社 4焊接设备 4.1各车型车架焊接均采用co2气体保护焊。 4.2焊接设备由电源与控制
三通焊接工艺规范
格式:pdf
大小:16KB
页数:2P
4.4
第1页共7页 竭诚为您提供优质文档/双击可除 三通焊接工艺规范 篇一:焊制三通加工工艺规程 篇二:焊制三通加工工艺规程20xx 焊制三通加工工艺规程 4.2坡口加工 页数 共3页第3页 4.2.1在支管上加工坡口,采用火焰、等离子或机械切 削法; 4.2.2在主管上加工坡口时:当支管直径≤48mm,采用 摇臂式钻床钻头(φ60)转头倒削,倒削深度为孔高点壁厚 减去2mm;当支管直径>48mm时,采用火焰加工坡口。 4.2.3切割后应用砂轮机修磨坡口,以去除碳化层并提 高坡口形状精度、而对淬硬性很强的钢材(如0cr5mo等), 则应采用机械方法加工坡口。4.3焊接 4.3.1焊接方法与焊接操作 焊制三通的接头焊接应采取单面焊双面成型或双面焊 法。安放式三通,焊接时焊枪以指向厚壁管为主,严格控制 第2页共7页 焊接线能量,防止焊接变形。
车架焊接工艺规范
格式:pdf
大小:100KB
页数:8P
4.7
车架装焊通用工艺守则 文件编号:bc-998-001 编制:会签: 校对:标准化: 审核:批准: 奔驰汽车股份有限公司 奔驰汽车股份有限公司 北京汽车厂车架装焊通用工艺守则 第1页 共6页 1目的 为规范焊接车架装焊工艺过程及稳定车架装焊质量,特制订本工艺守则。 2适用范围 本守则适用于车架车间生产的四轮车车架、三轮车车架的装焊。 3引用文件 3.1q/ftb026-1999四轮农用运输车车架总成技术条件 3.2gb6417-86金属熔化焊焊缝缺陷分类及说明 3.3gb8110-95二氧化碳气体保护焊用钢焊丝 3.4《焊接手册》机械工业出版社 3.5《焊接技术手册》山西科学技术出版社 4焊接设备 4.1各车型车架焊接均采用co2气体保护焊。 4.2焊接设备由电源与控制系统、
常用焊接工艺参数规范
格式:pdf
大小:81KB
页数:5P
4.4
*********有限公司 ******09-2015 常用焊接工艺参数规范 编制:________________日期:_______________ 校对:________________日期:_______________ 审核:________________日期:_______________ 批准:________________日期:_______________ 一、目的 为了方便车间在焊接操作过程中能快速查阅相关焊接工艺参数,特整理了本公司常用 的焊接工艺参数。 二、内容 2.1.表1归纳了本公司常用电弧焊用的焊接工艺参数,未在本表内的焊接工艺参数请 查阅《焊接作业指导书(手工电弧焊)》。 表1常用焊条电弧焊用的焊接工艺参数参考表 焊缝空 间位置 焊缝断面图 焊件厚度 或焊脚尺 寸/mm 第一层焊缝以后各层

铜镍管焊接工艺规范
格式:pdf
大小:70KB
页数:5P
4.6
q/sws41-006-2006 1 铜镍管焊接工艺规范 1范围 本规范规定了铜镍管焊接的焊接前准备、人员、工艺要求、工艺过程和检验。 本规范适用于各类船舶铜镍管的焊接。 2规范性引用文件 q/sws60-001.2-2003船舶建造质量标准建造精度 3焊接前准备 3.1焊接方法 铜镍合金管材采用钨极氩弧焊焊接。 3.2材料 3.2.1铜镍合金管材:cuni10fe1mncuni30mn1fe等。 3.2.2焊接材料:氩弧焊焊丝:铜镍管焊接用hscuni(φ2.5mm)和kw-tcuni(φ2.4mm)。 气体:氩气ar纯度≥99.99% 钨棒:φ1.6mm~φ3.2mm。 3.3焊接设备 使用的焊机应严格进行定期检测维修,确保良好的操作性能。 3.4坡口型式 3.4.1当
手工焊接工艺规范相关
文辑推荐
知识推荐
百科推荐


职位:咨询工程师
擅长专业:土建 安装 装饰 市政 园林


