

水电站不锈钢复合钢板焊接及耐腐蚀技术研究
格式:pdf
大小:244KB
页数:3P
人气 :62
 4.4
4.4
介绍了水电站不锈钢复合钢板的焊接特点和耐蚀性要求。阐述了如何选择焊接材料和焊接方法以避免出现焊接裂纹和焊接接头的耐蚀性,以及如何根据水质情况来选择不锈钢覆层材料,给相关人员提供了一定的参考。



 不锈钢复合钢板焊接裂纹
不锈钢复合钢板焊接裂纹 不锈钢复合钢板焊接裂纹
针对经常出现的复合板焊接裂纹问题,结合金相检验、理化试验,利用舍夫勒图进行原因分析。结果表明,过渡区马氏体组织的生成,异种钢接头的热应力是产生焊接裂纹的主要原因。减小熔合比是防止裂纹产生的关键。
编辑推荐下载
不锈钢复合钢板焊接探讨 不锈钢复合钢板焊接探讨
格式:pdf
大小:506KB
页数:3P
4.4
不锈钢复合板具有广阔的发展前景,焊接技术是其推广应用的关键技术。本文就不锈钢复合板焊接中可能出现的问题以及在实际焊接中应采取的工艺措施进行了讨论。
不锈钢复合钢板及焊接 不锈钢复合钢板及焊接
格式:pdf
大小:505KB
页数:3P
4.4
主要对不锈钢复合钢板进行简介,并介绍不锈钢复合钢板的焊接特点,详细介绍不锈钢复合钢板焊接材料的选择、焊前准备、焊接规范、不锈钢复合钢板焊材的选用、不锈钢复合钢板焊接中应注意的问题。不锈钢复合钢板及焊接在我公司得到广泛的应用,经济效益明显。针对不同的行业,不同的环境,在实际生产中可借鉴使用,会取得良好的经济效益和使用效果。
水电站不锈钢复合钢板焊接及耐腐蚀技术热门文档
不锈钢复合钢板焊接技术 不锈钢复合钢板焊接技术
格式:pdf
大小:129KB
页数:3P
4.8
不锈钢复合钢板是一种由基层碳钢板和复层不锈钢板复合而成的双层金属板材。文章以q345r+304l(奥氏体不锈钢复合钢板)为例,对不锈钢复合钢板的焊接特点进行了理论分析,重点对不锈钢复合钢板焊接工艺设计进行了介绍,对焊接材料的选择、焊接接头坡口的设计、焊接方法和焊接参数选定、过渡层焊接要点以及焊接中应注意的事项进行了详细的阐述。并通过焊接工艺评定机械性能试验以验证焊接设计的结果。
双相不锈钢复合钢板的焊接 双相不锈钢复合钢板的焊接
格式:pdf
大小:82KB
页数:2P
4.5
阐述了双相不锈钢复合钢板的焊接性,通过焊接工艺评定确定了焊接工艺参数,并将其应用在焊接工程中,获得了满意的焊接质量,满足了设计与规范要求,为同种材料的焊接积累了宝贵的经验。
 双相不锈钢复合钢板的焊接
双相不锈钢复合钢板的焊接 双相不锈钢复合钢板的焊接
格式:pdf
大小:284KB
页数:4P
4.6
举世瞩目的三峡工程在排砂钢管的制作安装中,选用了双相不锈钢复合钢板,这在国内水电建设中尚属首次。而双相不锈钢复合钢板的焊接在金属结构制作安装中要求高,难度大。为此进行了大量的工艺评定、焊工培训以及产品焊接等应用研究。较全面地掌握了双相不锈钢复合钢板的焊接技术,保证了三峡工程金属构件的制造安装。
不锈钢复合钢板焊接要点及技巧
格式:pdf
大小:36KB
页数:6P
4.7
不锈钢复合钢板的焊接要点及技巧 摘要:不锈钢复合钢板既有不锈钢较强的耐腐蚀性,又有普通 钢的经济性。但其制造及焊接工艺较复杂,特别是对过渡层及复合 层的焊接质量要求很高。由于不锈钢复合钢板是由两层不同性质的 钢板复合而成,故在焊接时有其特殊性,本文针对不锈钢复合钢板 的焊接要点及技巧进行了简单的探讨。 关键词:不锈钢复合钢板焊接要点焊接技巧 焊接工艺的制定 不锈复合钢板的焊接属于不同组织异种钢的焊接,焊接时如果 焊接工艺不合理,在焊接应力作用下易产生结晶裂纹,在热影响 区易产生液化裂纹。当用结构钢焊条焊接基层时,如果熔化到不 锈钢复层,由于合金元素渗入焊缝,焊缝硬度增加,塑性降低,易 导致裂纹产生;当用不锈钢焊条焊接复层时,如果熔化到结构钢基 层,会使焊缝合金成分稀释而降低焊缝的塑性和耐腐蚀性。 焊接材料 复合钢板的基层和复层分别选用各自适用的焊接材料进行焊 接。关键是接近复层的过
水电站不锈钢复合钢板焊接及耐腐蚀技术精华文档

奥氏体不锈钢复合钢板焊接工艺改造
格式:pdf
大小:1.3MB
页数:3P
4.6
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
不锈钢复合钢板焊接工艺
格式:pdf
大小:8KB
页数:1P
4.6
不锈钢复合钢板的焊接工艺研究 【摘要】不锈钢复材的厚度一般在3-6mm,而基材的厚度则可 能根据需要确定为10以上的任意厚度。由于不锈钢复合板存在珠 光体钢与奥氏体钢两种材质,所以焊接过程中除了考虑到珠光体基 材的接头性能和奥氏体复材的性能要求外,还存在着异种钢的焊接 问题。因此在焊接不锈钢复合板的过程中同时具有珠光体钢、奥氏 体钢和异种钢的焊接特点,并且由于特殊的用途及散热情况和应力 状态的影响复合板的焊接还具有他自己的特点。 【关键词】不锈钢;技术;焊接 1.特点分析 不锈钢复合钢板通常是由较厚的珠光体钢做基层和较薄的奥氏 体不锈钢、奥氏体—铁素体双相不锈钢、铁素体不锈钢、马氏体不 锈钢,以及沉淀硬化型不锈钢等复合而成。覆层为奥氏体不锈钢、 奥氏体—铁素体双相不锈钢、铁素体不锈钢具有比较高的耐蚀性。 当水中含有氯离子时,这类钢比马氏体型不锈钢抗点腐蚀能力较 好,双相不锈钢的点腐
不锈钢复合钢板焊接工艺评定试验
格式:pdf
大小:1.8MB
页数:7P
4.4
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***

不锈钢复合钢板焊接工艺评定试验 (2)
格式:pdf
大小:2.8MB
页数:8P
4.8
www.bzfxw.com www.bzfxw.com www.bzfxw.com www.bzfxw.com www.bzfxw.com
不锈钢复合钢板焊接裂纹研究 不锈钢复合钢板焊接裂纹研究
格式:pdf
大小:223KB
页数:3P
4.7
结合金相检验、理化试验,利用舍夫勒图对复合板焊接经常出现裂纹的问题进行原因分析。结果表明,过渡层有马氏体组织的生成和异种钢接头的热应力是产生焊接裂纹的主要原因,减小熔合比是防止裂纹产生的关键。
水电站不锈钢复合钢板焊接及耐腐蚀技术最新文档
奥氏体不锈钢复合钢板焊接工艺改造 奥氏体不锈钢复合钢板焊接工艺改造
格式:pdf
大小:535KB
页数:3P
4.5
针对经常出现的复合板焊接裂纹问题,结合金相检验、理化试验,利用舍夫勒图对裂纹形成的原因进行了分析,并进行了工艺改造,避免了裂纹的产生,保证了生产质量.
不锈钢复合钢板的焊接要点及技巧 不锈钢复合钢板的焊接要点及技巧
格式:pdf
大小:130KB
页数:4P
4.6
不锈钢复合钢板既有不锈钢较强的耐腐蚀性,又有普通钢的经济性。但其制造及焊接工艺较复杂,特别是对过渡层及复合层的焊接质量要求很高。由于不锈钢复合钢板是由两层不同性质的钢板复合而成,故在焊接时有其特殊性,本文针对不锈钢复合钢板的焊接要点及技巧进行了简单的探讨。
不锈钢复合钢板的焊接缺陷及解决方法 不锈钢复合钢板的焊接缺陷及解决方法
格式:pdf
大小:749KB
页数:2P
4.5
复合钢板是一种由基层钢板和复层钢板复合而成的双层金属钢板。本文从不锈钢复合板的焊接性分析了焊接接头出现裂纹缺陷的原因,并且从加工顺序、焊接工艺、坡口形式等方面分析了原因,并提出了解决的办法。
浅谈不锈钢复合钢板储罐焊接工艺
格式:pdf
大小:98KB
页数:1P
4.7
浅谈不锈钢复合钢板储罐焊接工艺 onthestainlesssteeltankweldingcompound/junliu 【摘要】目前很多化工原料储罐为节约 成本,将不锈钢储罐设计成不锈钢和碳钢复合 板储罐。做好复合板储罐的焊接工作是施工 的核心工艺。 【关键词】复合板焊接 abstract:atpresent,manychemicalsstor- agetanksinordertosavecosts,thestainlesssteel tankdesignedstainlesssteeltanksandsteelcom- positepanels.makecompositeboardtankwelding isthecoreoftheconstructionprocess. keywords:com
焊接不锈钢复合钢板的注意事项 焊接不锈钢复合钢板的注意事项
格式:pdf
大小:45KB
页数:1P
4.3
(1)绝对禁止用焊接基层的焊接材料焊接过渡层或覆层,反之同理。(2)在覆层一侧用基层焊接材料焊接基层时,应在覆层表面涂上白垩粉加以保护,防止飞溅沾结在覆层上。
不锈钢复合钢板的焊接工艺
格式:pdf
大小:271KB
页数:4P
4.3
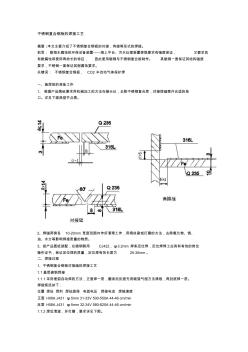
不锈钢复合钢板的焊接工艺 摘要:本文主要介绍了不锈钢复合钢板的对接,角接等形式的焊接。 前言:耐海水腐蚀的环保设备装置——海上平台、污水处理装置等既要求有强度保证,又要求具 有耐腐蚀和使用寿命长的特征,因此使用碳钢与不锈钢复合板制作。其碳钢一面保证其结构强度 要求,不锈钢一面保证其耐腐蚀要求。 关键词:不锈钢复合钢板,co2半自动气体保护焊 一、施焊前的准备工作 1、根据产品图纸要求用机械加工的方法在接头处,去除不锈钢复合层,对接焊缝需开合适的坡 口。详见下面典型节点图。 2、焊缝两侧各10-20mm宽度范围内作好清理工作,用钢丝刷或打磨的方法,去除氧化物、锈、 油、水分等影响焊接质量的物质。 3、按产品图纸装配,在碳钢侧用cj422,φ3.2mm焊条定位焊,定位焊焊工应具有有效的岗位 操作证书,保证定位焊的质量,定位焊有效长度为25-30mm。 二、焊接过程
不锈钢复合钢板过渡层焊接的研究 不锈钢复合钢板过渡层焊接的研究
格式:pdf
大小:206KB
页数:3P
4.8
对不锈钢复合钢板(以q345r+316l为例)的焊接特点进行了理论分析,重点对过渡层的焊接性进行了研究。主要包括:应用舍夫勒组织图分析过渡层的焊缝组织和确定过渡层焊接材料;焊缝熔合比的控制是过渡层焊接接头的关键;过渡层马氏体组织的形成和焊接接头热应力的存在对焊缝性能的影响。
不锈钢复合钢板规格、品种及用途
格式:pdf
大小:43KB
页数:5P
4.5
不锈钢板的性能特点 不锈钢板属于一种高端材料,其具有很好的防锈性能及耐腐蚀性能,拥有较高的强度且 在变形时不易破裂等特性,可以在恶劣的环境下使用;在不锈钢板品种中,我们常用的主要 有奥氏体和马氏体两种不锈钢板,其中奥氏体不锈钢板塑性好,马氏体则是在硬性好,其外 还有双相体、铁素体、沉淀硬化不锈钢板等。由于不锈钢板的特性,其中主要用在化工业、 制造业、五金业、建筑等行业,用途较为广泛;不锈钢板之所以能用途如此广泛的用途,主 要原因是由于它的性能关系,接下来我们来了解下不锈钢板有哪些性能及不锈钢板这些性能 起到什么作用及特点。 1、化学性能:不锈钢板是由合金元素组成,这些元素也决定了不锈钢板性能的差异; 由于这些元素的存在,因此造就了不锈钢板具有极佳的耐化学腐蚀和电化学腐蚀性能,是在 钢材里面是最好的,仅次于钛。 2、物理性能:不锈钢板具有耐热、耐高温、耐低温且还耐超低温
不锈钢复合钢板和钢带
格式:pdf
大小:135KB
页数:4P
4.5
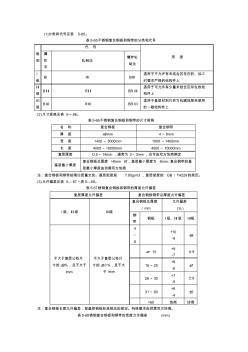
(1)分类和代号见表5-65。 表5-65不锈钢复合钢板和钢带的分类和代号 级 别 代号 用途 爆 炸 法 轧制法 爆炸轧 制法 i 级 biribri 适用于不允许有未结合区存在的、加工 时要求严格的结构件上 ⅱ 级 bⅱrⅱbrⅱ 适用于可允许有少量未结合区存在的结 构件上 ⅲ 级 bⅲrⅲbrⅲ 适用于复层材料只作为抗腐蚀层来使用 的~般结构件上 (2)尺寸规格见表5—66。 表5-66不锈钢复合钢板和钢带的尺寸规格 名称复合钢板复合钢带 厚度≥8mm4~8mm 宽度1450~3000mm1000~1400mm 长度4000~10000mm4000~10000mm 复层厚度o.5~14mm,通常为2~3mm,也可由双方协商确定 基层最小厚度 复合钢板总厚度>8mm时,基层最小厚度为6mm;复合钢带的基
水电站不锈钢复合钢板焊接及耐腐蚀技术相关
文辑推荐
知识推荐
百科推荐


职位:项目管理工程师助理
擅长专业:土建 安装 装饰 市政 园林


