

双槽钢焊接矩形管的焊接残余应力分析研究
格式:pdf
大小:1.1MB
页数:5P
人气 :54
 4.4
4.4
双槽钢焊接矩形管已广泛应用于工程实际,该类构件焊接残余应力水平将直接影响工程结构的可靠度水平。本研究利用有限元法对双槽钢焊接矩形管焊接温度场进行模拟分析,在获得的温度场基础上对其由于约束所产生的焊接残余应力的大小及分布情况进行了研究。研究结果表明,不同截面尺寸、不同长度、不同焊接顺序以及不同约束条件等参数对焊接残余应力的大小和分布有较大的影响。



 冷弯方钢管焊接纵向残余应力分析
冷弯方钢管焊接纵向残余应力分析 冷弯方钢管焊接纵向残余应力分析
为了解冷弯方管的焊接纵向残余应力分布,应用较贴近实际情况的双椭球热源模型,对冷弯方钢管的焊接过程进行数值模拟,通过与实测数据进行对比来验证数值模拟的可行性,并对比不同边长、壁厚,以及热输入条件下的焊接纵向残余应力分布,得出:当其他条件不变时,不同边长方管的焊接纵向残余应力,在焊缝及邻近焊缝部位的分布差距不大,而在距焊缝较远的部位,大边长方管的焊接纵向残余应力要明显大于小边长方管;较薄管壁与较高热能输入的方管更易被焊透,纵向残余应力值更高,分布也更均匀。
编辑推荐下载
球管焊接节点焊接残余应力影响因素研究 球管焊接节点焊接残余应力影响因素研究
格式:pdf
大小:1.8MB
页数:5P
4.5
利用有限元法对球管焊接节点焊接残余应力的影响因素进行分析研究,获得各影响因素对该节点焊接残余应力的大小及分布情况,结果表明:球径与球壁厚度的增大将降低与球连接处的焊接应力;管径增大时,焊缝的von-misses等效应力及z向焊接应力均会增大。

焊接残余应力简述
格式:pdf
大小:20KB
页数:3P
4.8
焊接残余应力及变形简述 钢材焊接时在焊件上产生局部高温的不均匀温度场,焊接中心处 可达到1600℃以上。高温部分钢材要求较大的膨胀伸长但受到邻近 钢材的约束,从而在焊件内引起较高的温度应力,并在焊接过程中随 时间和温度而不断变化,称为焊接应力。焊接应力较高的部位将达到 钢材屈服强度而发生塑性变形,因而钢材冷却后将有残存于焊件内的 应力,称为焊接残余应力。在焊接和冷却过程中由于焊件受热和冷却 都不均匀,除产生内应力外,还会产生变形(如焊件弯曲或扭转等)。 焊接和冷却过程中焊件产生的变形称为焊接(热)变形,冷却后残存 于焊件的变形称为焊接残余变形。焊接残余应力和残存变形将影响构 件的受力和使用,是形成各种焊接裂纹的因素之一,应在焊接、制造 和设计时加以控制和重视。焊接残余应力的存在对焊接结构生产的影 响是多方面的,并且其作用机理也不尽相同。另外,焊接残余应力在 构件中并非总是
双槽钢焊接矩形管的焊接残余应力分析研究热门文档
焊接结构和顺序对焊接残余应力影响研究 焊接结构和顺序对焊接残余应力影响研究
格式:pdf
大小:369KB
页数:3P
4.3
采用有限元软件msc.marc,对使用高强钢制造的工程机械常用局部加强贴板焊接结构进行焊接残余应力数值模拟计算分析。文中分别对四种不同结构和焊接顺序进行计算,对比分析结果表明:结构拘束和焊接顺序对焊接残余应力有重要影响,局部加强贴板增加结构拘束度,导致焊接残余应力增大;先焊主结构,再焊局部加强贴板,焊接残余应力最大。因此,合适地设计焊接结构和焊接顺序有利于降低结构的焊接残余应力,提高焊接结构的可靠性。
钢结构焊接中残余应力及变形控制分析 钢结构焊接中残余应力及变形控制分析
格式:pdf
大小:1.6MB
页数:1P
4.8
在科学技术快速发展的推动下,为了有效控制钢结构焊接残余应力与变形问题,需要加强应用先进的操作技术,注重保护钢结构的强度、刚度与稳定性,延长使用寿命,减少裂缝问题,才能促进钢结构焊接加工朝着精细化发展。
钢结构焊接残余应力及变形控制分析 钢结构焊接残余应力及变形控制分析
格式:pdf
大小:1.3MB
页数:2P
4.7
在钢结构行业中,焊接作为至关重要的应用技术,其应用的范围非常广泛,具有许多显著的优势,但是也具有一定的缺陷,钢结构焊接的残余应力和焊接中出现的变形问题。在钢结构焊接作业中,如果出现钢材结构的温度不均匀,就会导致钢材结构出现许多焊接残余应力,从而造成焊接的钢结构产生变形以及开裂问题,影响了钢结构焊接施工质量。本文主要针对钢结构焊接作业中残余应力产生的原因进行了深入分析,并对残余应力的影响展开了探讨,并提出了控制钢结构残余应力和变形的方法。
钢结构焊接残余应力及变形控制分析 钢结构焊接残余应力及变形控制分析
格式:pdf
大小:47KB
页数:2P
4.8
在钢结构行业中,焊接作为至关重要的应用技术,其应用的范围非常广泛,具有许多显著的优势,但是也具有一定的缺陷,钢结构焊接的残余应力和焊接中出现的变形问题。在钢结构焊接作业中,如果出现钢材结构的温度不均匀,就会导致钢材结构出现许多焊接残余应力,从而造成焊接的钢结构产生变形以及开裂问题,影响了钢结构焊接施工质量。本文主要针对钢结构焊接作业中残余应力产生的原因进行了深入分析,并对残余应力的影响展开了探讨,并提出了控制钢结构残余应力和变形的方法。

双槽钢焊接矩形管的焊接残余应力分析研究精华文档
焊接顺序对T形接头残余应力和变形的影响 焊接顺序对T形接头残余应力和变形的影响
格式:pdf
大小:537KB
页数:5P
4.5
采用有限元热弹塑性分析方法对t形接头不同焊接顺序的残余应力和变形进行模拟.有限元模型中选用三维实体单元,分析了材料物性参数随温度的变化和对流、辐射散热的影响.运用单元生死技术模拟t形接头多道焊接过程,获得了不同焊接顺序t形接头焊接温度场和残余应力、变形场,并对计算结果进行了分析.结果表明,焊接顺序对t形接头的残余应力和变形有较大的影响,采用先焊一侧,然后焊另一侧的方案所得到的残余应力和角变形最小.
钢结构焊接残余应力及焊接变形控制技术分析 钢结构焊接残余应力及焊接变形控制技术分析
格式:pdf
大小:2.5MB
页数:2P
4.5
焊接作业是钢结构施工的主要内容之一,而焊接时产生的焊接残余应力与焊接变形等,对钢结构的安全使用有非常大的影响。文章论述了焊接应力以及焊接变形的基本概念,分析了钢结构焊接参与应力产生的主要原因,进而探讨了钢结构焊接残余应力及焊接变形的控制技术,以供相关人员参考。
钢结构焊接残余应力及焊接变形控制技术分析 钢结构焊接残余应力及焊接变形控制技术分析
格式:pdf
大小:57KB
页数:2P
4.5
焊接是钢结构行业中常用的连接技术,由于其具有非常优良的性能,在钢结构的连接中得到了非常广泛的应用。但是在钢结构实际的焊接过程中,会受到多种因素的不利影响,如果没有对其采取有效的控制措施,就可能导致焊接完成后的钢结构中存在一定的残余应力,甚至可能导致焊接变形的发生,进而影响钢结构的焊接质量。因此,通过对钢结构焊接残余应力的形成原因进行比较深入的分析研究,采取有效的焊接残余应力的控制方法和焊接变形的控制技术,从而确保焊接质量符合相关标准规范的要求。
多焊缝管板结构焊接工艺与残余应力分析
格式:pdf
大小:277KB
页数:44P
4.5
多焊缝管板结构焊接工艺与残余应力分析 摘要 近年来,压水式反应堆和沸水堆带有贯穿件的焊接结构中发现了应力腐蚀裂纹,对 核电运行造成了潜在的安全隐患,这已经引起了研究人员的重视。材料性能、腐蚀介质 和应力状态是造成应力腐蚀裂纹的三个主要因素,尤其是在焊缝区附近产生的焊接残余 应力较大,是导致焊接件中出现应力腐蚀裂纹的重要因素。采用数值模拟方法,对异种 金属管板焊接结构进行残余应力的预测与评价,对于核反应堆中贯穿件的焊接具有重要 意义。 为了优化大型多焊缝管板结构的焊接工艺,本文利用焊接热传导、焊接热弹塑性有 限元分析理论和ansys大型有限元分析软件,以同种金属管板结构焊接温度场和残余 应力场的数值模拟为基础,提出了适用于有t型材的多焊缝管板结构焊接残余应力场数 值模拟的有限元模型和热源加载方式、多层焊道的填充等计算方法,并分析了坡口角度、 焊接顺序和焊缝相交处堆焊对焊接残余应力的

双槽钢焊接矩形管的焊接残余应力分析研究最新文档
焊接残余应力对钢结构性能的影响分析 焊接残余应力对钢结构性能的影响分析
格式:pdf
大小:265KB
页数:3P
4.4
钢结构开裂及变形很大程度上是由于焊接残余应力造成的.文章对钢结构焊接残余应力结构进行分析,探究了钢结构焊接残余应力分布、产生原因及其对钢结构结构刚度、疲劳强度、应力腐蚀开裂、焊件稳定性、低温工作性能、结构变形、静力强度等钢结构性能的影响,并提出了实践工作中焊接残余应力的控制及消除办法,为相关行业提供参考.

焊接残余应力与消除方法
格式:pdf
大小:123KB
页数:15P
4.8
建筑钢结构的焊接残余应力与消除方法探索 陈立功 1 ,倪纯珍 1 ,卢立香 2 ,张敏3 (1.上海交通大学材料科学与工程学院,上海200030; 2.上海宝冶建设有限公司,上海201900; 3.上海耐莱斯?詹姆斯伯雷阀门有限公司,上海,200092) 摘要:本文介绍了建筑钢结构的焊接残余应力测量结果及控制残余应力的意义,以详实的 数据分析了几种可能采用的消应力方法,提出了在建筑钢结构制造中采用振动时效与振动焊接 工艺的建议。 关键词:建筑钢结构;焊接;残余应力;时效 前言 0建筑钢结构是否需要和能否进行时效工艺,除热时效外还有什么合适的消应力工艺可用于 建筑钢结构,是人们关心的问题。随“奥运”和“世博”工程的推展,我国建筑钢结构制 造量近年迅猛上升。出现用钢量达十万吨的单体结构,结构钢强度级别由235mpa、345mpa 上升到
薄板焊接残余应力尺寸效应 薄板焊接残余应力尺寸效应
格式:pdf
大小:796KB
页数:6P
4.8
利用ansys大型有限元软件对对接薄板焊接残余应力的大小和分布进行了计算,得出了尺寸因素对焊接残余应力的影响规律,特别是过渡板宽、板长对焊接残余应力的影响,分析过程中考虑了材料的物理性能及力学性能随着温度的非线性变化以及金属的熔化潜热,使数值模拟结果尽量接近实际值。最后理论计算与试验结果相比较,结果是基本吻合的,所得结果可以进行残余应力预测。
焊接残余应力有限元分析技术研究 (5)
格式:pdf
大小:1.3MB
页数:7P
4.3
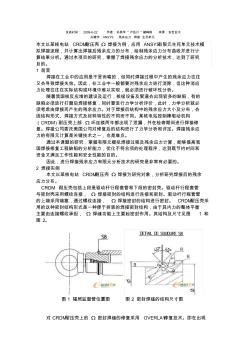
发表时间:2009-6-22作者:孙英学*卢岳川*臧峰刚来源:安世亚太 关键字:ansys残余应力焊接生死单元 本文以某核电站crdm耐压壳ω焊接为例,应用ansys有限元生死单元技术模 拟焊接流程,并计算出焊接后残余应力的分布,绘制残余应力分布曲线并进行计 算结果分析。通过本项目的研究,掌握了焊接残余应力的分析技术,达到了研究 目的。 1前言 焊接在工业中的应用是不言而喻的,但同时焊接过程中产生的残余应力往往 又会导致焊接失效。因此,在工业中一般都要对残余应力进行消除,但这种消应 力处理往往在实际结构或环境中难以实现,就必须进行破坏性分析。 随着我国核反应堆的建设及运行,核级设备及管道会出现较多的缺陷,有的 缺陷必须进行打磨后焊接修复,同时要进行力学分析评价,此时,力学分析就必 须考虑由焊接而产生的残余应力。对于焊接后结构中的残余应力大小及分
焊接顺序对T形接头焊接残余应力场的影响 焊接顺序对T形接头焊接残余应力场的影响
格式:pdf
大小:103KB
页数:未知
4.8
在分析t形接头焊接温度场的时候,要充分利用单元死活技术以及椭球形移动热源模型。然而在分析焊接顺序对t形接头焊接残余应力场的影响的时候,要采用数值模拟的方法,来研究其中相关的数值。在多道焊、分段焊以及多层焊中,主要采用不同的方法来研究其中出现焊缝的区域。并且能够分析其中的降低效果。本文主要从分段焊、多层焊以及多道焊的焊道顺序来分析t形接头焊接残余应力场的影响。
焊接工艺对厚壁核压力容器焊接残余应力的影响 焊接工艺对厚壁核压力容器焊接残余应力的影响
格式:pdf
大小:139KB
页数:2P
4.6
伴随经济社会的快速发展,我国出现巨大能源缺口。核能属于相对清洁、安全与低廉的新型能源,其重要地位日益突现。核反应堆有着极强的辐射性,核压力容器生产材料要选择优质材料,严格把控核压力容器生产质量与使用时段内的质量。能源需求的不断加大,推动进一步提高核电站数量和反应堆单堆的容量,生产大型化与复杂化的核压力容器,更我依靠焊接工艺来完成。本文探讨焊接工艺对厚壁核压力容器焊接残余应力的影响,以期为生产厚壁核压力容器焊接时消除残余应力与控制变形提供建议。
2205双相不锈钢焊接工艺及焊接残余应力控制 2205双相不锈钢焊接工艺及焊接残余应力控制
格式:pdf
大小:106KB
页数:3P
4.6
双相不锈钢的焊接工艺是化学品船建造过程中的重要技术难点,本文首先介绍了2205双相不锈钢的化学成分、抗腐蚀性能和力学性能.考虑焊接残余应力对船体的不利影响,从焊接过程和焊接参数的控制角度探讨焊接质量控制,并结合船厂施工工艺提出控制焊接残余应力的方法.
双槽钢焊接矩形管的焊接残余应力分析研究相关
文辑推荐
知识推荐
百科推荐


职位:驻场项目资料员
擅长专业:土建 安装 装饰 市政 园林


