

热镀锌焊接法兰
格式:pdf
大小:9KB
页数:1P
人气 :75
 4.3
4.3
热镀锌焊接法兰 往往,热镀锌焊接法兰的锌层的呢,形成锌层的质量是什么样的呢? 这样的热镀锌焊接 法兰锌层的形成过程之中,一般的热镀锌焊接法兰的热镀锌的时候, 热镀锌层形成过程是铁基体与最外面的纯锌层之间形成铁 -锌合金的过程,工件表面在热浸 镀时形成铁 -锌合金层,才使得铁与纯锌层之间很好结合,其过程可简单地叙述为:使其进 行加工出来的时候, 那么利用加工出来的时候, 那么利用合理性的焊接法兰进行酸洗, 因为 酸洗是非常重要的, 当铁工件浸入熔融的锌液时, 首先在界面上形成锌与 α铁 (体心 )固熔体。 这是基体金属铁在固体状态下溶有锌原子所形成一种晶体, 这样的所谓进行加工形成所谓符 合保证了, 这样的焊接法兰的锌层都是符合价格的, 这样的焊接法兰的锌层的是最佳的形成 了。 锌层的厚度至关重要,正常的热镀锌焊接法兰的质量必须要符合,熔融金属与铁基体反 应而产生合金层, 从而使基体和镀层二



焊接法兰 (2)
产品名称膜片联轴器受控号 零件名称焊接法兰零件图号 毛坯材质20零件净重 (kg) 23.2 车间序号 工 序 设备型号 工具名称及 图号 工作 等级 单件时 间 准备结 束时间 一划2 二钻z30501 三车3 四钳 修改内容修改者日期编制审核日期 机 加 车 间 修改 吉林昊宇技术 中心 交检 通知单号批准 打标识(用记号笔在工件明显位置标记图号) 工序内容 划全线检查毛坯尺寸及余量及φ212孔十字中心线 钻φ60孔 车各部符图(φ212孔按管配车) 机械加工工艺卡片q/hy-r-js-022 x06-2 毛坯种类每台数量 工令号 3 定额员 第1页 共1页
编辑推荐下载
焊接法兰
格式:pdf
大小:22KB
页数:1P
4.8
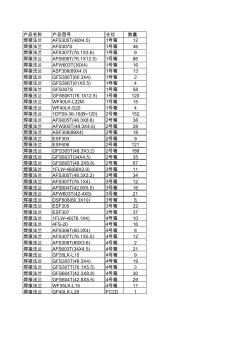
产品名称产品型号仓位数量 焊接法兰afs305t(48x4.5)1号箱12 焊接法兰afs307s1号箱46 焊接法兰afs307t(76.1x3.6)1号箱9 焊接法兰afs606t(76.1x12.5)1号箱86 焊接法兰afw603t(30x4)1号箱16 焊接法兰asf308(89x4.0)1号箱13 焊接法兰gfs306t(60.3x4)1号箱2 焊接法兰gfs306t(61x5.5)1号箱4 焊接法兰gfs307s1号箱58 焊接法兰gfs606t(76.1x12.5)1号箱120 焊接法兰wf40lk-l22m1号箱15 焊接法兰wf40lk-s201号箱4 焊接法兰1dfs9-36-16(b=120)2号箱152 焊接法兰afs605t(48.3x8.8)2号箱38 焊接
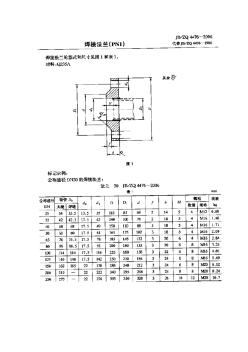
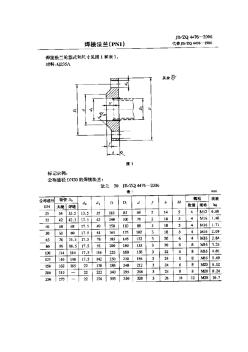
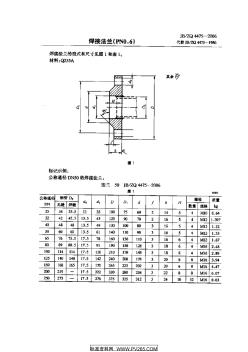
焊接法兰样本
格式:pdf
大小:2.7MB
页数:9P
4.8
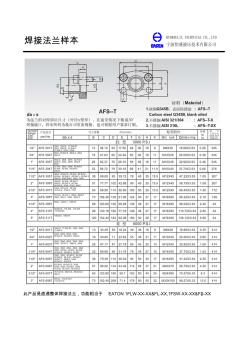
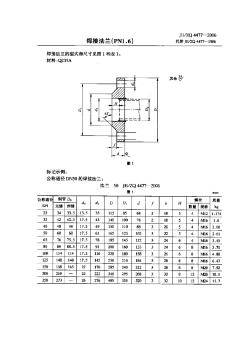
此产品是直通整体焊接法兰,功能相当于eaton1flw-xx-xx&fl-xx,1fsw-xx-xx&fs-xx。 焊接法兰样本 焊接法兰样本 此产品是90°整体焊接法兰,功能相当于eaton1flw9-xx-xx&fl-xx,1fsw9-xx-xx&fs-xx。 焊接法兰样本 此产品相当于eaton1flw-xx-xx&fl-xx,1fsw-xx-xx&fs-xx。 焊接法兰样本 gsf30x相当于eaton1cfl-xx-xx&fl-xx,1cfs-xx-xx&fs-xx。 gsf60x相当于eaton1dfl-xx-xx&fl-xx,1dfs-xx-xx&fs-xx。 焊接法兰样本 gwf30x相当于eaton1cfl9-xx-xx&fl-xx,1cfs9-xx-xx&fs-xx。 gwf60x相当于eaton1dfl9-xx-xx&fl-xx,1dfs9-xx
热镀锌焊接法兰热门文档
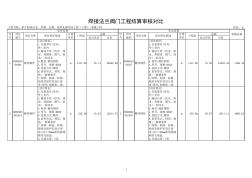
焊接法兰阀安装
格式:pdf
大小:17KB
页数:4P
4.5
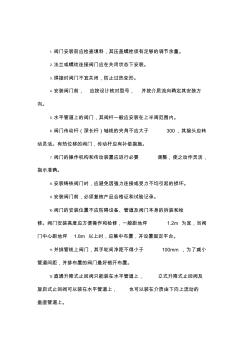
⒈阀门安装前应检查填料,其压盖螺栓须有足够的调节余量。 ⒉法兰或螺纹连接阀门应在关闭状态下安装。 ⒊焊接时阀门不宜关闭,防止过热变形。 ⒋安装阀门前,应按设计核对型号,并按介质流向确定其安装方 向。 ⒌水平管道上的阀门,其阀杆一般应安装在上半周范围内。 ⒍阀门传动杆(深长杆)轴线的夹角不应大于300,其接头应转 动灵活。有热位移的阀门,传动杆应有补偿措施。 ⒎阀门的操作机构和传动装置应进行必要调整,使之动作灵活, 指示准确。 ⒏安装铸铁阀门时,应避免因强力连接或受力不均引起的损坏。 ⒐安装阀门前,必须复核产品合格证和试验记录。 ⒑阀门的安装位置不应防碍设备、管道及阀门本身的拆装和检 修。阀门安装高度应方便操作和检修,一般距地坪1.2m为宜,当阀 门中心距地坪1.8m以上时,应集中布置,并设置固定平台。 ⒒并排管线上阀门,其手轮间净距不得小于100mm,为了减小 管道间

焊接法兰国标大全11
格式:pdf
大小:14KB
页数:1P
4.6
gb9119,2—88gb9119,2—88 in 公称通 径 10kg=1.0mpa16kg=1.6mpa 法 兰 外 径 螺 栓 孔 距 螺 栓 直 径 螺 栓 孔 数 法 兰 厚 度 公称通 径 法 兰 外 径 螺 栓 孔 距 螺栓 直径 螺栓 孔数 法兰厚度 3/8dn10506014414dn10906014414 1/2dn15596514414dn15956514414 3/4dn201057514416dn201057514416 1dn251158514416dn251158514416 11/4dn3214010018418dn3214010018418 11/2dn4015011018418dn4015
焊接法兰的要求
格式:pdf
大小:12KB
页数:1P
4.5
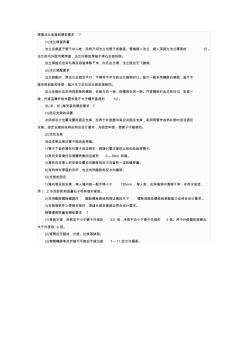
焊接法兰连接有哪些要求? (1)法兰焊接质量 法兰应垂直于管子中心线,用角尺将法兰与管子找垂直。管端插入法兰,插人深度为法兰厚度的l/2。 法兰的内外面均需焊接,法兰内侧的焊缝不得凸出密封面。 法兰焊接后应将毛刺及溶渣清除干净,内孔应光滑,法兰面应无飞溅物。 (2)法兰装配要求 法兰装配时,两法兰应相互平行,不得将不平行的法兰强制对口。垫片一般采用橡胶石棉板,垫片不 得采用斜垫和多层,垫片尺寸应与法兰密封面相同。 法兰连接时应采用同规格的螺栓,安装方向一致,即螺母在同一侧。拧紧螺栓时应对称均匀,松紧一 致,拧紧后螺杆的外露长度不大于螺杆直径的1/2。 支(吊、托)架安装有哪些要求? (1)固定支架的设置 必须按设计位置设置好固定支架,在两个补偿器中间应设固定支架,利用弯管作自然补偿时应设固定 支架。固定支架的结构应符合设计要求,并固定牢固,使管子不能移动。 (2)活动支架 活动

焊接法兰种类、性能、连接形式详细介绍
格式:pdf
大小:9KB
页数:5P
4.4
焊接法兰种类、性能、连接形式详细介绍 弧光闪耀人生,火花飞出精彩!焊接路上家园伴你同行! 1、按化工行业标准分:整体法兰(if)、螺纹法兰(th)、 板式平焊法兰(pl)、带径对焊法兰(wn)、带颈平焊法兰 (so)、承插焊法兰(sw)、对焊环松套法兰(pj/se)、平 焊环松套法兰(pj/rj)、衬里法兰盖(bl(s))、法兰盖(bl)。 2、按石化行业标准分:螺纹法兰(pt)、对焊法兰(wn)、 平焊法兰(so)、承插焊法兰(sw)、松套法兰(lj)、法 兰盖(不表注)。 3、按机械行业标准分:整体法兰、对焊法兰、板式平焊法 兰、对焊环板式松套法兰、平焊环板式松套法兰、翻边环板 式松套法兰、法兰盖。 平焊钢法兰:适用于公称压力不超过2.5mpa的碳素钢管道 连接.平焊法兰的密封面可以制成光滑式,凹凸式和榫槽式三 种.光滑式平焊法兰的应用量最大.
 焊接法兰盘角焊缝的超声波探伤
焊接法兰盘角焊缝的超声波探伤 焊接法兰盘角焊缝的超声波探伤
格式:pdf
大小:489KB
页数:3P
4.6
针对粉碎机滚筒上的厚法兰盘与薄壁圆筒的焊接形式,采用超声波方法对其角焊缝进行探伤。为了保证检测结果的可靠性、准确性及防止漏检,合理选择超声波探伤工艺就显得尤为重要。
热镀锌焊接法兰精华文档
压力管道焊接法兰工艺规程(含卡箍连接)
格式:pdf
大小:1.1MB
页数:10P
4.7
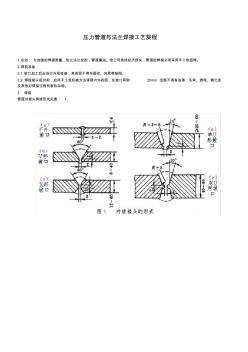
压力管道与法兰焊接工艺规程 1.总则;为加强的焊接质量,防止法兰变型,管道漏油。给公司造成经济损失,管道的焊接必须采用手工电弧焊。 2.焊前准备 2.1坡口加工后应进行外观检查,其表面不得与裂纹、夹层等缺陷。 2.2焊接接头组对前,应用手工或机械方法清理内外表面,在坡口两侧20mm范围不得有油漆、毛刺、锈斑、氧化皮 及其他对焊接过程有害的杂物。 3.焊接 管道对接头焊接形式见图1 管道与对焊法兰如图a,钢管与法兰颈部对焊 管道与平焊法兰如图3.0.2,钢管外径插入法兰内径焊接 3.1定位焊应与正式焊接工艺相同,其焊缝长度宜为10~15mm,高宜为2~4mm,且不超过壁厚的2/3. 3.2不得在焊件表面引弧或试验电流,焊件表面不得有电弧擦伤等缺陷。 3.3定位焊的焊缝不得有裂纹及其它缺陷,若发现缺陷应及时清除,定位焊焊道的两端应修磨成缓坡形。 3.4在保
焊接法兰盘安全技术措施
格式:pdf
大小:6KB
页数:2P
4.6
焊接法兰盘安全技术措施 由于井下瓦斯抽采的需要,需将12m长的抽放管切割成3段(每段4米),并在切割好后 的每段管路前后两端焊接法兰盘。为保证此期间的安全,特制订以下安全技术措施: 一、工作顺序:将12m长的抽放管水平放置在地面上——用气割割成三段(每段4m), 然后给每段切割好管子的两端焊接法兰盘。 二、起吊安全措施: 1.起重机司机必须持证上岗;并对起吊索具、工器具进行检查,不完好的严禁使用。 2.开车时要精神集中,不准吸烟、吃东西、闲谈、打闹,以及其它有碍安全的举动。 3.起吊物下方3m范围内,严禁有人员作业或逗留。 4.开动前要响铃示警;开始第一吊进行试吊,距地面10-50cm时停止,试验制动器检查 绑挂是否牢固。 5.起吊装车过程中严禁用手、脚直接推拉起吊物,应提前系好导向绳,以便调整吊物 位置。 6.吊运物件时,不准从人和机械设
热镀锌焊接法兰最新文档

焊接法兰阀门安装
格式:pdf
大小:36KB
页数:2P
4.8
1308030031-672焊接法兰阀门安装dn32mm以 内 个20.1455.5423.410.000.000.000.00 主材费dn32mm法兰阀门个0.000.00 21-673焊接法兰阀门安装dn40mm以 内 个21.258.9923.410.000.000.000.00 主材费dn40mm法兰阀门个0.000.00 31-674焊接法兰阀门安装dn50mm以 内 个25.9775.3423.410.000.000.000.00 主材费dn50mm法兰阀门个0.000.00 41-675焊接法兰阀门安装dn65mm以 内 个34.9895.7141.420.000.000.000.00 主材费dn65mm法兰阀门个0.000.00 51-676焊接法兰
 筒体焊接法兰孔加工装置CNC系统研究及开发
筒体焊接法兰孔加工装置CNC系统研究及开发 筒体焊接法兰孔加工装置CNC系统研究及开发
格式:pdf
大小:641KB
页数:3P
4.5
在基于linux操作系统的ram嵌入式系统上实现适合于x、z和主轴旋转的3方面具备马鞍坡口加工的cnc装置。选用arm嵌入式系统作为硬件核心,在pc机上用c++与arm9汇编语言进行系统软件开发,应用复合插补法完成孔加工装置的数学模型。开发设计出用于马鞍坡口加工的涉及主轴复合联动的专用两轴控制cnc系统。
 焊接法兰式波纹补偿器
焊接法兰式波纹补偿器 焊接法兰式波纹补偿器
格式:doc
大小:45KB
页数:3P
4.7
焊接法兰式波纹补偿器是一种重要的管道配件,主要用于吸收管道因热胀冷缩产生的位移,从而保护管道的稳定性和安全性。它采用了法兰连接方式,结构紧凑,安装方便,且具有良好的耐压性和耐温性,能够在各种工况条件下稳定工作。
热镀锌焊接法兰相关
文辑推荐
知识推荐
百科推荐


职位:腐蚀与防护/燃气安全评价师
擅长专业:土建 安装 装饰 市政 园林


