

DIN32500-2气体保护焊焊接柱圆柱销瓷环
格式:pdf
大小:190KB
页数:4P
人气 :56
 4.6
4.6
德国工业标准 DIN32500-2 1991 年 6月 第 1 页 共 4 页 气体保护焊焊接柱 圆柱销 瓷环 DIN32500-2 替换 75.02 版 本标准是与德国焊接技术协会 (DVS)合作共同制定的。 尺寸单位 mm 1 圆柱销( Z) 1.1 尺寸 ,标注 未标注尺寸可根据使用目的选定。 焊接前 焊接后 直径 d1=12mm、长度 l 2=40mm,用强度等级 4.8 的钢制成的圆柱( Z)的标记: 圆柱销 DIN 32500-Z12×40-4.8 德国工业标准 DIN 32500-2 1991 年 6月 第 2 页 共 4 页 表 1: 圆柱销的尺寸 1.2 强度



DIN32500-4气体保护焊焊接柱T形销钉
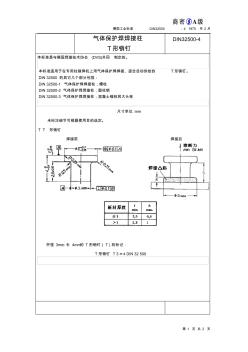
德国工业标准din32500-41975年2月 第1页共2页 气体保护焊焊接柱 t形销钉 din32500-4 本标准是与德国焊接技术协会(dvs)共同制定的。 本标准适用于在专用柱销焊机上用气体保护焊焊接、适合自动供给的t形销钉。 din32500的其它几个部分包括: din32500-1气体保护焊焊接柱;螺柱 din32500-2气体保护焊焊接柱;圆柱销 din32500-3气体保护焊焊接柱;混凝土锚栓和大头栓 尺寸单位:mm 未标注细节可根据使用目的选定。 tt形销钉 焊接前焊接后 杆径3mm、长4mm的t形销钉(t)的标记: t形销钉t
DIN32500-5气体保护焊焊接柱快速螺柱焊接用带凹槽螺柱
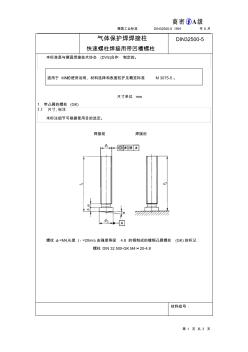
德国工业标准din32500-51991年6月 第1页共3页 气体保护焊焊接柱 快速螺柱焊接用带凹槽螺柱 din32500-5 本标准是与德国焊接技术协会(dvs)合作制定的。 适用于mn的使用说明、材料选择和表面防护见概览标准m3075-5。 尺寸单位mm 1带凸肩的螺柱(gk) 1.1尺寸,标注 未标注细节可根据使用目的选定。 焊接前焊接后 螺纹d1=m4,长度l1=20mm,由强度等级4.8的钢制成的镀铜凸肩螺柱(gk)的标记: 螺柱din32500-gkm4×20-4.8 材料组号: 德国工业标准din32500-51991年
编辑推荐下载
CO2气体保护焊焊接工艺
格式:pdf
大小:14KB
页数:4P
4.8
co2气体保护焊焊接工艺(2007-07-0717:50:18) co2气体保护焊焊接工艺 钢结构二氧化碳气体保护焊工艺规程 1适用范围 本标准适用于本公司生产的各种钢结构,标准规定了碳素结构钢的二氧化碳气体保 护焊的基本要求。 注:产品有工艺标准按工艺标准执行。 1.1编制参考标准《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形成与尺寸》 gb.985-88 1.2术语 2.1母材:被焊的材料 2.2焊缝金属:熔化的填充金属和母材凝固后形成的部分金属。 2.3层间温度:多层焊时,停后续焊接之前,相邻焊道应保持的最低温度。 2.4船形焊:t形、十字形和角接接头处于水平位置进行的焊接. 3焊接准备 3.1按图纸要求进行工艺评定。 3.2材料准备

气体保护焊焊接柱圆柱销瓷环热门文档

CO2气体保护焊焊接培训
格式:pdf
大小:156KB
页数:14P
4.6
co2气体保护焊焊接培训 一、焊接工艺参数 1适用范围 本标准适用于本公司生产的各种钢结构,标准规定了碳素结构 钢的二氧化碳气体保护焊的基本要求。注:产品有工艺标准按工艺 标准执行。 1.1编制参考标准《气焊、手工电弧焊及气体保护焊焊缝坡口的基本 形成与尺寸》gb.985-88 2术语 2.1母材:被焊的材料 2.2焊缝金属:熔化的填充金属和母材凝固后形成的部分金属。 2.3层间温度:多层焊时,停后续焊接之前,相邻焊道应保持的最低 温度。 2.4船形焊:t形、十字形和角接接头处于水平位置进行的焊接. 3焊接准备 3.1按图纸要求进行工艺评定。 3.2材料准备 3.2.1产品钢材和焊接材料应符合设计图样的要求。 3.2.2焊丝应储存在干燥、通风良好的地方,专人保管。 3.2.3焊丝使用前应无油锈。 3.3坡口选择原则焊接过程中尽量减小变形,节省
CO2气体保护焊焊接通用工艺
格式:pdf
大小:214KB
页数:15P
4.4
co2气体保护焊 通 用 焊 接 工 艺 目录 1、适用范围 2、被焊材料 3、焊接准备 4、作业条件 5、焊接工艺 6、交检 7、焊接缺陷与防止方法 8、常用气体保护焊钢材与焊丝的选用 9、质量记录 10、焊接及注意事项 11、二保焊机安全规程 12、焊接危险点危险源辩识、评价及控制对策表 一、适用范围 本标准适用于本厂生产的各种钢结构,标准规定了碳素结构钢的二氧化碳气 体保护焊的基本要求,产品有工艺标准按工艺标准执行。 1、编制参考标准《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形成与尺寸》 gb.985-88。 二、被焊材料 1、焊缝金属:熔化的填充金属和母材凝固后形成的部分金属。 2、层间温度:多层焊时,停后续焊接之前,相邻焊道应保持的最低温度。 3、船形焊:t形、十字形和角接接头处于水平位置进行的焊接。 三、焊接准备 1、按图纸要求进行工艺评定。 2、材料准备:
标准卷制圆柱销材料
格式:pdf
大小:35KB
页数:2P
4.4
不锈钢 在需要扩展防腐蚀的应用中,可使用不锈钢卷制圆柱销。 两种用于制造卷制销的不锈钢基本分类:奥氏体不锈钢和 马氏体不锈钢。 奥氏体(镍)不锈钢(d) 奥氏体不锈钢可以提供最佳的防腐保护,以抵御正常环 境条件,即氧化和非氧化环境。它能很好的经受淡水和 大气海洋环境,并且适合于包括酸性环境在内的许多其 他的工业条件。但是,这种材料没有进行热处理,因此 它的强度不如高碳钢、合金钢、铬和不锈钢强,且不具 有这些材料的耐疲劳性。不建议将奥氏体不锈钢卷制圆 柱销用于高冲击和振动的应用,且不能将其装配到硬化 孔中。奥氏体不锈钢卷制圆柱销可在温度低至-185oc (-300of)到高达400oc(750of)的环境中使用。 马氏体(铬)不锈钢(c) 马氏体不锈钢可以同时提供良好的耐腐蚀性和优异的强 度和抗疲劳性能。马氏体不锈钢不像奥氏体不锈钢那样 在非氧化环境中具有耐腐蚀性,但
CO2气体保护焊在汽车焊接中的应用
格式:pdf
大小:182KB
页数:3P
3
co2气体保护焊在汽车焊接中的应用——co2气体保护焊具有高效、节能、焊接变形小、焊缝成形美观优点,且随着国产co2气体和焊丝开发应用,只要合理使用co2气体保护焊,其在汽车工业中有很大的使用价值。
气体保护焊焊接柱圆柱销瓷环精华文档
异种钢CO2气体保护焊焊接的推广应用
格式:pdf
大小:238KB
页数:2P
3
异种钢co2气体保护焊焊接的推广应用——针对电机轴的异种材质的基本特性,焊接时采用co2气体保护焊,选择好焊接材料、焊接规范参数、焊接顺序,加上严格的技术管理,可得到良好的焊接质量。
CO2气体保护焊在中厚板焊接中的应用
格式:pdf
大小:1.8MB
页数:6P
4.7
co2气体保护焊在中厚板焊接中的应用 作者:张利萍,zhangliping 作者单位:上海电气电站设备有限公司电站辅机厂,上海,200090 刊名:电站辅机 英文刊名:powerstationauxiliaryequipment 年,卷(期):2009,30(4) 参考文献(2条) 1.陈祝年焊接工程师手册[期刊论文]-北京:机械工业出版社2004 2.李亚江;刘鹏;刘强气体保护焊工艺及应用[期刊论文]-北京:化学工业出版社2009 本文链接:http://d.g.wanfangdata.com.cn/periodical_dzfj200904009.aspx

CO2气体保护焊焊接工艺及应用
格式:pdf
大小:1.1MB
页数:5P
4.5
co2气体保护焊焊接工艺及应用 作者:张幻,zhanghuan 作者单位:舟山船舶工业学校,浙江,舟山,316000 刊名:船海工程 英文刊名:ship&oceanengineering 年,卷(期):2008,37(1) 被引用次数:0次 相似文献(10条) 1.期刊论文石建材co2气体保护焊在吊杆焊接中的应用-中国外资2008(8) 吊杆在焊接过程中存在焊接质量合格率低、焊接速度慢等问题,焊接时改用co2气体保护焊,只要焊接材料选用合理、严格执行焊接工艺参数和焊接要 求,可得到良好的焊接质量.证实了co2气体保护焊具有成本低,效率高,焊接质量好等优点.在生产实践中可大力推广. 2.期刊论文陈瑞.杨庆来药芯焊丝co2气体保护焊在不锈钢材料焊接中的应用-焊接技术2002,31(4) 药芯焊丝co2气体保护焊操作性能好,焊缝成形美
CO2气体保护焊焊接工艺评定报告
格式:pdf
大小:132KB
页数:6P
4.7
焊接工艺评定报告 reportofweldingprocedurequalification 评定单位:xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx 评定项目:co2气体保护焊对接接头 评定编号:xxxx-gmaw-q235b-b08-f 编制: 审核: 批准: 评定检验章: 报告日期:年月日 焊接工艺评定报告目录 序号报告名称报告编号页数 1焊接工艺评定报告xxxx-gmaw-q235b-b08-f1 2焊接工艺评定指导书xx-xx-xxx1 3焊接工艺评定记录表xx-xx-xxx1 4焊接工艺评定检验结果--1 焊接工艺评定报告 工程名称焊接工艺评定评定报告编号 xxxx-gmaw-q235b-b08- f

压力容器焊接中混合气体保护焊的运用
格式:pdf
大小:100KB
页数:1P
4.6
常见的焊接气体难以满足日益复杂的焊接要求,因此出现了混合气体保护焊的应用。它能够很好的完成各种不同尺寸和材料之间的焊接工作,特别是对于压力容器的焊接有着极大的安全性,出色地完成了压力容器的保护和维修工作。本文通过分析混合气体保护焊在压力容器的焊接及运用,为其进一步推广奠定基础。
气体保护焊焊接柱圆柱销瓷环最新文档
 CO_2气体保护焊在超高结构现场焊接中的应用
CO_2气体保护焊在超高结构现场焊接中的应用 CO_2气体保护焊在超高结构现场焊接中的应用
格式:pdf
大小:472KB
页数:3P
4.7
通过co2气体保护焊与焊条电弧焊在同等条件下的焊接对比试验、焊接工艺试验对比,结合现场施工情况对co2气体保护焊的优劣影响进行了综合分析,指出co2气体保护焊在野外超高结构现场焊接中有推广应用的价值。
CO_2气体保护焊焊接镀锌薄铁板 CO_2气体保护焊焊接镀锌薄铁板
格式:pdf
大小:122KB
页数:1P
4.7
薄膜拉深机中有大量的板厚为1.25~1.5毫米的镀锌薄铁板需要焊接,要求焊接热影响区处的镀锌层尽可能烧损少,且必须保证焊缝强度不低于母材。我们曾先后采用锡焊、气焊、电焊等方法,均因强度太低、锌烧损严重
CO2气体保护焊焊接工艺试验与应用 CO2气体保护焊焊接工艺试验与应用
格式:pdf
大小:366KB
页数:4P
4.8
采用三种材质,对co2气体保护焊和焊条电弧焊在焊接工艺和性能方面进行对比试验,根据试验结果制订了合理的焊接工艺,满足了不同材料co2气体保护焊的焊接需求,提高了生产效率,取得了明显的经济效益。
CO2半自动气体保护焊焊接工艺
格式:pdf
大小:28KB
页数:2P
4.4
co2半自动气体保护焊焊接工艺 co2半自动气体保护焊焊接工艺 本工艺适用于低碳钢和低合金高强度钢各种大型钢结构工程焊接,其焊接生产率高,抗裂性能好,焊接 变形小,适应性范围大,可进行薄板及中厚板件焊接,是高效焊接方法之一种,应普及推广使用。特订工 艺如下: 一、焊前准备 1.焊前接头清洁要求在坡口两侧30毫米范围内影响焊缝质量的毛刺、油污、水锈赃物、氧化皮必须清洁 干净。 2.当施工环境温度低于零度或钢材的碳当量大于0.41%,及结构刚性过大,物件较厚时应采用焊前予热 范围为板厚的5倍,但不小于100毫米。 3.工件厚度大于6毫米对接时,为确保焊透强度,在板材的对接边缘应开切v型或x型坡口,坡口角 度α为60°钝边p为0~1毫米(见图1);当板厚差≥毫米时,应对较厚板材的对接边缘时行削斜处理 4.焊前应对co2焊机

立浦重工co2气体保护焊焊接工艺规范
格式:pdf
大小:31KB
页数:2P
4.4
立浦重工co2气体保护焊焊接工艺规范 一、坡口 1、板厚大于8mm的焊接接头,即使图纸上没有要求开坡口,也必须 按照此规范开坡口(i形坡口除外),8mm以下的板,可以开i形坡 口。所有坡口必须将油污、铁锈等处理干净,能见到金属本色为止, 对接焊缝开i形坡口的,要注意根部间隙b,推荐根部间隙如下: 单面焊: δ板厚(mm)1-22-4.44.5-8 根部间隙b(mm)0-0.50-21-2 对于要求单面焊双面成型的焊缝可以适当加大间隙。 双面焊: δ板厚(mm)3-4.54.5-8 根部间隙b(mm)0-10-1.5 2、板厚大于8mm的,图纸上要求开坡口的,按照图纸要求开坡口, 图样上无要求的,按此规范开v形坡口,对接平焊缝: δ板厚(mm)8-1010-2020-50 根部间隙b(mm)0-10-1.5
混合气体保护焊薄板焊接工艺的开发
格式:pdf
大小:272KB
页数:4P
3
混合气体保护焊薄板焊接工艺的开发——描述了利用熔化极混合气体保护焊技术焊接薄板的工艺开发方法,并以具体实例数据为依据作了有关展开介绍及分析。对于熔化极混台气体保护焊技术在金属加工中的推广应用有一定的参考价值。
CO2气体保护焊在管道焊接上的应用
格式:pdf
大小:117KB
页数:2P
3
co2气体保护焊在管道焊接上的应用——对co2气体保护焊进行了焊接试验,通过增加焊接回路电感的方法解决了试验中飞溅物堵塞喷嘴的问题。试验结果表明:该方法可应用于压力容器及压力管道的焊接。
混合气体保护焊焊接工艺的推广及应用
格式:pdf
大小:178KB
页数:4P
3
混合气体保护焊焊接工艺的推广及应用——随着油田地面建设的不断深入,特别是天然气泵站的建设,对焊接要求的不断提高,对焊接工艺的不断更新,我们针对性的开展了混合气体保护焊的攻关,经过反复试焊取得了较好的效果,同时也达到了预期的目标。特将试焊结果汇...
气体保护焊焊接柱圆柱销瓷环相关
文辑推荐
知识推荐
百科推荐


职位:水电安全施工员
擅长专业:土建 安装 装饰 市政 园林


