

气保焊丝镀铜质量对其防锈性能的影响
格式:pdf
大小:1.6MB
页数:3P
人气 :87
 4.4
4.4
维普资讯 http://www.cqvip.com 维普资讯 http://www.cqvip.com 维普资讯 http://www.cqvip.com



 气保焊丝镀铜质量对其防锈性能的影响
气保焊丝镀铜质量对其防锈性能的影响 气保焊丝镀铜质量对其防锈性能的影响
分析气体保护焊丝的锈蚀原因及化学镀铜质量对焊丝防锈能力的影响。认为焊丝镀铜层厚度、镀层结合力、镀层稳定性是影响其防锈能力的重要因素。提高镀层厚度可以显著提高焊丝的防锈能力。镀铜层结合力及其稳定性明显影响焊丝的防锈性能,而影响镀铜层结合力及其稳定性的最主要因素是焊丝的镀前表面质量和镀液的性能。使用分子筛型镀液添加剂对提高镀层厚度、镀层结合力及其稳定性都非常有利。
化学置换镀铜焊丝的防锈措施 化学置换镀铜焊丝的防锈措施
分析置换镀铜焊丝生锈的原因,认为生锈是由于空气中的蒸汽或生产车间的酸雾凝结在焊丝表面造成的。为改善焊丝的表面状态,在焊丝生产过程中采取以下防锈措施:采用优质线材并做好粗拉前处理工作,进行无氧化退火热处理、加强精拉除脂和镀前清洗;加强镀液中各成分的控制、镀液温度和搅拌情况控制;加强镀后的水清洗和烘干、焊丝镀铜抛光保护、层绕和包装的控制。结果表明,焊丝锈蚀问题能得到解决。
编辑推荐下载
气保焊丝锈蚀原因分析及提高防锈能力的措施 气保焊丝锈蚀原因分析及提高防锈能力的措施
格式:pdf
大小:247KB
页数:3P
4.4
通过对气体保护焊丝锈蚀原因的分析,认为影响镀铜层厚度、结合力及其稳定性的主要原因是焊丝的镀前表面质量和镀液的性能;确保镀铜前后钢丝表面清洁,控制镀铜层厚度在2.0~5.0μm,采用分子筛型镀液添加剂可以提高焊丝的防锈能力。
气保焊丝镀铜质量对其防锈性能的影响热门文档
分子筛型与KG型复合添加剂对焊丝化学镀铜质量影响 分子筛型与KG型复合添加剂对焊丝化学镀铜质量影响
格式:pdf
大小:114KB
页数:4P
4.6
以ф1.2mmh08mn2si钢丝为原料,添加不同成分的添加剂进行化学镀铜,比较镀铜的颜色,光亮度和结合力。实验证实:(1)在较低含量的分子筛添加剂基础上,为提高铜层光亮度而添加kg添加剂存在一个饱和值0.25%(体积分数);(2)铜层颜色与分子筛添加剂含量关系不明显,却会因kg添加剂含量增加而颜色变白变浅;(3)无论有无kg添加剂,分子筛添加剂含量越高,所得镀层光亮度越高;(4)镀层与基体的结合力会因分子筛添加剂含量的增加而改善,随kg添加剂含量的增加而略有下降。实验结果表明:分子筛型与kg型添加剂的复合使用可克服单一使用络合型添加剂镀铜速度过慢、镀层颜色偏浅、镀层脆性大的弊端,同时可显著改善使用单一分子筛添加剂的镀层光亮度不足的问题,得到致密、光亮、结合力强的镀层。
大直径气保焊丝焊接技术开发 大直径气保焊丝焊接技术开发
格式:pdf
大小:1.6MB
页数:3P
4.8
随着钢结构行业中厚板的广泛使用,焊接要求也在不断增加,如何最大限度地节省焊材,提高焊接效率,也成为各单位努力实现的目标。在此基础上我司通过ф1.6mm气保焊丝和ф1.2mm气保焊丝,在实际钢构生产中的对比试验,来得出ф1.6mm气保焊丝的优点,并取得不错的成效,大大地提高了生产效率。
无镀铜焊丝与镀铜焊丝对比
格式:pdf
大小:53KB
页数:6P
4.7
无镀铜焊丝与镀铜焊丝对比 本文主要介绍无镀铜焊丝与传统镀铜焊丝的差异及试验对比,分析镀铜焊丝与无 镀铜焊丝的优缺点,为后续焊丝的选择提供理论依据。 1.试验目的 无镀铜焊丝具有环保、使用性能好等优点,为不断研究、应用新工艺,提高焊接 工艺水平,特对无镀铜焊丝进行本次试验,以验证其相关力学性能及使用性能。 2.试验要求 试验采用厚度为20mm的q345b钢材,采用co2气体保护焊,无镀铜焊丝(焊丝 型号等同于er50—6),φ1.2mm;对焊缝熔敷金属进行拉伸试验和-29℃v型缺 口冲击试验。组装试板时应采取预变形、刚性固定等方式,以保证焊后试板的平 整度。试板焊接时需由主管焊接工程师现场指导,并如实记录焊接参数等数据。 试板焊接完成后质检人员进行mt和ut检测,确保所取试样无焊接缺陷。其余参 照gb/t8110—2008。 3.试验过程及数据记录 本次
镀铜焊丝已经out了,现在都用无镀铜
格式:pdf
大小:9KB
页数:5P
4.7
镀铜焊丝已经out了,现在都用无镀铜 目前,国内采用焊丝通常镀铜焊丝居多,即在焊丝 表面以镀一层铜粉达到保护焊丝不被氧化的作用,但镀铜也 带来焊接过程中烟雾大、堵塞导电嘴等一系列问题,尤其是 焊接烟雾问题,使得作业环境差。无镀铜焊丝属于一种 环保产品,与镀铜焊丝相比省去了镀铜工序,在焊接过程中 烟雾少、飞溅小、焊接稳定性好等,但应用范围还不多。作 为一种新型产品,要推广应用还需大量的试验验证,山推率 先进行了试验,进行了相关测试,为在工程机械领域应用打 好了技术基础。1.无镀铜焊丝的制造工艺无镀铜焊 丝(见图1)与镀铜焊丝相比省去了镀铜工序,减少了环境 污染,在焊接过程中可以免受含铜烟雾的损害,更好地保护 作业人员的身心健康。图1无镀铜焊丝生产线及生 产工艺属于焊丝生产技术领域。无镀铜焊丝生产流程为:放 线架→砂带抛光→粗拉→精拉→涂润滑防锈油→焊丝后处 理→缠绕包装机
二氧化碳气保焊丝气体保护焊丝
格式:pdf
大小:61KB
页数:8P
4.7
二氧化碳气保焊丝,气体保护焊丝 符合:gber50-6 awser70s-6 相当:dinsg 2 bsa18 jisygm12 说明:mg50-6是镀铜低合金钢气体保护焊丝,采用co2或富氩作保护气体进 行施焊。具有优良的焊接工艺性能,电弧燃烧稳定,飞溅少,焊缝成型美观,焊 缝金属气孔敏感性小,全位置施焊工艺好,可适宜较宽的焊接电流范围。 用途:适用于碳钢及500mpa级低合金钢的单道及多道焊(如车辆、桥梁、 建筑、机械结构等的焊接),也可用于薄板、管的高速焊接。 焊丝化学成分:(%) cmnsispcu 0.06~ 0.15 1.40~1.850.80~1.15≤0.035≤0.025≤0.50 熔敷金属力学性能: σb(mpa)σs(mpa)δ5(%)akv(j)-30℃ ≥500≥420≥22≥27
气保焊丝镀铜质量对其防锈性能的影响精华文档
ER70S-6CO_2气保焊丝钢氮含量的控制 ER70S-6CO_2气保焊丝钢氮含量的控制
格式:pdf
大小:119KB
页数:3P
4.6
详细分析了er70s-6生产过程中各工序氮含量的变化。探讨转炉、lf炉、连铸工序中的增氮原理,并结合唐钢二钢轧厂生产实践,提出降低er70s-6co2气保焊丝钢氮含量的工艺措施。

焊丝镀铜稳定剂
格式:pdf
大小:9KB
页数:1P
4.3
dw-035焊丝高速镀铜稳定剂(焊丝镀铜添加剂) 使用说明 (—)简述: dw-035焊丝高速镀铜稳定剂是专门为二氧化碳气体保护焊丝,埋弧焊丝镀铜所研发的专业产品,本产 品采用进口原料化学合成的高分子化合物,在酸性化学镀铜液中添加少量稳定剂,即可提高镀铜层结合力 和光亮度,是镀层紧密、光亮、色泽一致,本品易溶于水、无异味、无毒、无环境污染。 (二)使用方法: 1.化镀槽镀液中dw-035焊丝稳定剂的添加: ?推荐配方(按质量百分比计算) 电镀级硫酸铜(cuso4.5h20)80—100克/升 试剂级硫酸(h2so4)80—100克/升 化镀槽中dw-035焊丝镀铜稳定剂加入量: 冬天加入为镀液总重量的10ml/l至15ml/l。 夏天温度高时应加入镀液总重量15ml/l至25ml/l。 ?在镀液配制过程中,硫酸铜与硫酸配制稀释后,在倒入称量好的d

浅述CO2气保焊丝的生产工艺,操作性能及有关参数
格式:pdf
大小:1.8MB
页数:6P
4.4
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
钢丝化学置换镀铜工艺及钝化防锈处理 钢丝化学置换镀铜工艺及钝化防锈处理
格式:pdf
大小:426KB
页数:3P
4.6
在以硫酸铜和硫酸为主要成分的化学置换铜溶液中加入专用添加剂,并通过调整工艺参数,可在2~5s的反应时间内得到0.1~0.3μm厚度的高结合强度的置换铜层。若需镀低锡青铜,加入含有sn2+的添加剂,可以得到锡的质量分数为3%左右的合金镀层。镀层经高效钝化处理,可以使其具有较好的抗变色、抗锈蚀性能。
气保焊丝镀铜质量对其防锈性能的影响最新文档
镀铜焊丝生产过程标准
格式:pdf
大小:19KB
页数:2P
4.5
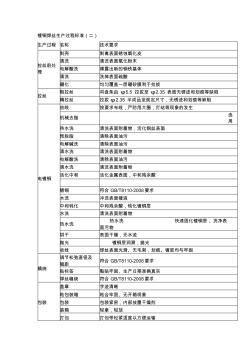
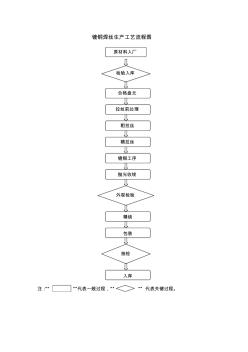
镀铜焊丝生产过程标准(二) 生产过程名称技术要求 拉丝前处 理 剥壳剥离表面锈蚀氧化皮 清洗清洗表面氧化粉末 电解酸洗裸露出新的钢铁基体 清洗洗掉表面硫酸 硼化均匀覆盖一层硼砂膜利于拉拔 拉丝 粗拉丝将盘条由φ5.5拉拔至φ2.35表面无锈迹和划痕等缺陷 精拉丝拉拔φ2.35半成品至规定尺寸,无锈迹和划痕等缺陷 电镀铜 放线按要求布线,严防甩大圈,打结等现象的发生 机械去脂 选 用 热水洗清洗表面附着物,活化钢丝表面 预脱脂清除表面油污 电解碱洗清除表面油污 清水洗清洗表面附着物 电解酸洗清除表面油污 清水洗清洗表面附着物 活化中和活化金属表面,中和残余酸 镀铜符合gb/t8110-2008要求 水洗冲洗表面镀液 中和钝化中和残余酸,钝化镀铜层 水洗清洗表面附着物 热水洗 热水洗快速固化镀铜层,洗净表 面污物 烘干表面干燥,无水迹
镀铜焊丝生产中的电解清洗 镀铜焊丝生产中的电解清洗
格式:pdf
大小:358KB
页数:3P
4.4
介绍镀铜焊丝生产过程中的电解清洗原理,对影响电解清洗效果的电解电流、极区布置、温度、电解时间、线材表面质量、电解液的纯净度等因素进行分析,指出应根据生产线的具体条件调整电解清洗的相关参数,才能较好地节约电解成本,提高焊丝镀铜的质量。
筒式加压溶液过滤器在气保焊丝生产中的应用 筒式加压溶液过滤器在气保焊丝生产中的应用
格式:pdf
大小:274KB
页数:3P
4.7
介绍筒式加压溶液过滤器在气保焊丝生产中选型、安装、使用和维护过程中应注意的问题。气保焊丝生产的镀铜工序使用筒式加压溶液过滤器,可有效延长硫酸铜镀液的使用寿命,成品焊丝表面光泽度好,缠绕后在50倍显微镜下观察,铜层结合力良好,无起鳞、麻点等表面质量问题,铜镀层均匀,厚度稳定在0.2~0.25μm,防锈性能良好,焊接效果好,焊接时送丝均匀、稳定。
 用AWSER70S-6钢生产CO_2气保焊丝
用AWSER70S-6钢生产CO_2气保焊丝 用AWSER70S-6钢生产CO_2气保焊丝
格式:pdf
大小:330KB
页数:未知
4.6
概述用awser70s-6钢生产co2气保焊丝的工艺。通过适当调控c、mn、si的含量,即将c含量控制在003%~005%,si含量控制在077%~078%,mn含量控制在160%~168%的范围内,能改善线材的拉拔性能。
镀铜CO_2焊丝制造工艺及防止焊丝产生缺陷的措施 镀铜CO_2焊丝制造工艺及防止焊丝产生缺陷的措施
格式:pdf
大小:174KB
页数:未知
4.6
镀铜co_2焊丝制造工艺及防止焊丝产生缺陷的措施陈启武天津猴王电焊条厂(300400)我国生产制造镀铜co_2焊丝工艺主要有两种:一种是化学镀铜生产工艺;一种是电镀铜生产工艺。两种镀铜生产工艺在镀铜前的工艺完全相同,不同的只是在钢丝活化表面处理后,分...
气保焊丝用钢ER70S—6热轧盘条的研制与开发 气保焊丝用钢ER70S—6热轧盘条的研制与开发
格式:pdf
大小:71KB
页数:2P
4.6
介绍了南钢气保焊丝用钢er70s-6热轧盘条的整个研究过程。通过工业化试验,分析了钢的化学成分、力学性能对钢材后续工艺及成品焊丝性能的影响,指出了钢的纯净度、微合金化处理是进一步提高气保焊丝焊接工艺性能的关键。
气保焊丝镀铜质量对其防锈性能的影响相关
文辑推荐
知识推荐
百科推荐


职位:市政水电安装工程师
擅长专业:土建 安装 装饰 市政 园林


