




 JNS耐酸露点钢板烟囱钢内筒制作焊接工艺
JNS耐酸露点钢板烟囱钢内筒制作焊接工艺 JNS耐酸露点钢板烟囱钢内筒制作焊接工艺
本文简要介绍了jns耐酸露点钢板及其抗腐蚀原理,烟囱钢内筒的概况和焊缝的要求.经过比较之后选定合适的焊接方法和工艺参数,制定好jns耐酸露点钢板烟囱钢内筒的焊接工艺.
ND钢耐酸钢板烟囱内筒制作焊接工艺重点及分析 ND钢耐酸钢板烟囱内筒制作焊接工艺重点及分析
本文对nd钢耐侯耐酸钢板的钢材成分、力学性能、使用条件、耐腐蚀原理进行了分析,并基于分析结果提出了nd钢耐侯耐酸钢板钢烟囱制作的焊接工艺方法。该焊接工艺方法对于nd耐酸钢板钢烟囱制作焊接工艺具有一定现实指导意义和应用价值。
编辑推荐下载
ND钢耐酸钢板烟囱内筒制作焊接工艺重点及分析 ND钢耐酸钢板烟囱内筒制作焊接工艺重点及分析
格式:pdf
大小:194KB
页数:未知
 4.6
4.6
可缩性接头在石油钻井中的应用越来越多,该装置在技术层面也进行了一定的创新与改进。对于新型钻井井壁可缩性接头而言,分析器力学特性,能够更好地了解其实际工作过程中实际的受力情况及变形规律,对于提高钻井工作效率具有十分重要的意义与价值。

耐酸露点钢板烟囱钢内筒制作焊接工艺热门文档
烟囱钢内筒钛钢复合板焊接工艺 烟囱钢内筒钛钢复合板焊接工艺
格式:pdf
大小:36KB
页数:2P
4.4
由于钛与钢焊接互熔时所产生的中间化合物是脆性组织,所以钛钢复合板在焊接安装中,基层碳钢与复层钛板不具有良好的异种金属的焊接性,所以在接头设计及焊接工艺制定中都需要采取一些特殊的措施。本文结合火力发电厂烟囱钢内筒钛钢复合板的焊接试验研究与施工过程控制,对该焊接工艺进行了较为详细的介绍。
钛—钢复合板烟囱钢内筒焊接工艺与应用 钛—钢复合板烟囱钢内筒焊接工艺与应用
格式:pdf
大小:116KB
页数:未知
4.4
随着国民经济的发展,钛-钢板是一种新型的防腐材料,由于塑性韧性好、耐腐蚀和易于成型等优点,用其制造钛-钢复合板烟囱钢内筒以及各种压力容器、加热器、反应釜和特殊设备已在电力行业中得到了广泛地应用,而且我国钛资源丰富,钛及钛合金在我国很有发展前途。钛板造价比高,我国大多数选用钛-钢复合板制作烟筒钢内筒,大大减少钢内筒的工程造价。

烟囱钢内筒焊接工艺作业指导书
格式:pdf
大小:280KB
页数:15P
4.6
河南龙泉金亨电力有限公司(2×660mw)机组烟囱钢内筒制作安装施工作业指导书 1 目录 一、工程概况......................................................................................................................................2 1、工程情况.................................................................................................................................2 2、筒身分部设计概况..........................................................
 烟囱钢内筒钛-钢复合板焊接浅析
烟囱钢内筒钛-钢复合板焊接浅析 烟囱钢内筒钛-钢复合板焊接浅析
格式:pdf
大小:416KB
页数:2P
4.5
钛-钢复合板:用爆炸或爆炸-轧制方法使钛(复材)与普通钢(基材)达到冶金结合的金属复合板。目前,电力建设中烟囱内筒基本采用钛-钢复合板设计方案。本文对钛-钢复合板加工、焊接时存在的难度和特殊性比较全面地叙述。分析了焊接产生的缺陷和处理方法,对坡口形式、焊材选择、气体保护措施及清洁措施进行了详细说明。
耐酸露点钢板烟囱钢内筒制作焊接工艺精华文档
烟囱钢内筒耐酸混凝土施工工法
格式:pdf
大小:4.0MB
页数:16P
4.7
240m钢内排烟筒耐酸混凝土内衬施工工法 江苏省电力建设第三工程公司 刘怀平朱强 1.前言 在现今火电工程建设中,百万级大容量机组是今后火力发电厂发展的方向。 其烟囱内筒设计大都采用钢内筒,由于电厂烟气的腐蚀性,其钢内筒防腐严重关 系到电厂的安全运行。较前沿的内筒防腐有钛板、宾高德等防腐,但其高昂的造 价促使业界不断寻求更新型的材料来降低造价节省投资。 国电常州电厂一期烟囱工程为双钢内筒,高度240m,防腐采用国内首次应 用于实例的耐酸混凝土防腐,因无成熟的技术先例,其可操作性与风险性给实际 施工提出了重大的技术难题。 烟囱钢内筒耐酸混凝土防腐由华东电力设计院设计,由江苏电建三公司采取 内部挖潜的方式组织qc小组展开技术攻关,成功开创了“耐酸混凝土应用于烟 囱内筒防腐”的这一全国技术先例,其qc成果“烟囱钢内筒耐酸混凝土施工进 度控制”获江苏省电力建设企业协会
烟囱钢内筒焊接施工作业指导书
格式:pdf
大小:2.3MB
页数:19P
4.6
a初版实施 rev 版次 签名日期签名日期签名日期modi. 修改 status 状态编写auth.审核chk’dby批准app’dby 海丰电厂烟囱焊接作业指导书 文件号documentno.gpec/hfp/ep/tj/013 海丰项目部 施工方案 烟囱钢内筒焊接施工 版权所有copyright:广东火电建筑工程公司。任何人未经我公司书面 许可不得擅自使用、复制、传递或泄露本文件。 page1of29 施工方案 烟囱钢内筒焊接施工 版次:a 日期:2014年03月 广东火电gpec/hfp/ep/tj/013page:2of19 目录 1.施工概况...........................................................................
烟囱钢内筒施工
格式:pdf
大小:173KB
页数:13P
4.6
2.6.11钢内筒施工 2.6.11.1钢内筒制作 制作程序:施工前准备→钢板下料→打坡口→压头、卷制→分片验收→焊接 安装。 ⑴钢板下料及打坡口 1)下料时,依据材料到货情况将管道分成片制作。 2)下料及打坡口:①对于钢板采用半自动火焰气割机进行下料;钢板四周边沿 用半自动火焰气割机按焊接要求开焊缝坡口。②型钢加固圈及管材用火焰割炬手工 切割下料,并将切割断面用磨光机打磨光滑。下料时钢板两侧应至少留有5mm余量, 这样下料才不会造成变形。 3)下料时应调整割咀位置及方向,使割咀中心线与材料表面垂直,切割后割口 与钢板表面不垂直度应≤10%δ(δ为板厚)断口不得有裂纹和大于1mm缺棱,下料后 的钢板条对角线偏差应小于2mm,否则不能使用,切割时应调整好氧气、乙炔气的 压力,避免因压力过小割不透或压力过大造成割缝过大,使板条宽度形成负偏差。 调整好并试切割
烟囱钢内筒施工方案附件二(烟囱钢内筒吊篮计算及分析)
格式:pdf
大小:188KB
页数:6P
4.4
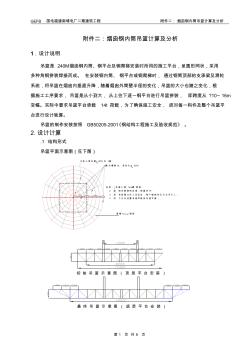
gefb国电福建南埔电厂二期建筑工程附件二:烟囱钢内筒吊篮计算及分析 第1页共6页 附件二:烟囱钢内筒吊篮计算及分析 1.设计说明 吊篮是240m烟囱钢内筒、钢平台及钢爬梯安装时所用的施工平台,呈圆形网状,采用 多种角钢拼装焊接而成。在安装钢内筒、钢平台或钢爬梯时,通过钢筒顶部的支承梁及滑轮 系统,将吊篮在烟囱内垂直升降,随着烟囱外筒壁半径的变化,吊篮的大小也随之变化,根 据施工工序要求,吊篮是从小到大,从上往下逐一钢平台进行吊篮拼装,即跨度从?10~16m 变幅。实际中要求吊篮平台承载14t荷载,为了确保施工安全,须对每一构件及整个吊篮平 台进行设计验算。 吊篮的制作安装按照gb50205-2001《钢结构工程施工及验收规范》。 2.设计计算 .1结构形式 吊篮平面示意图(见下图) 4圈为槽钢10,其余为250*5 只有上层支
钛钢复合板烟囱内筒焊接质量管控 钛钢复合板烟囱内筒焊接质量管控
格式:pdf
大小:182KB
页数:未知
4.7
燃煤机组湿法脱硫后,对烟囱防腐提出了更高的要求,钛钢复合板烟囱内筒解决了防腐的问题,但却带来了施工的焊接质量问题。根据国华定州电厂一期机组烟囱改造的具体情况,提出从成品保护、焊前准备、焊接过程中、焊后检验验收等方面的质量管控措施。
耐酸露点钢板烟囱钢内筒制作焊接工艺最新文档
钛钢复合板烟囱内筒焊接质量管控 钛钢复合板烟囱内筒焊接质量管控
格式:pdf
大小:89KB
页数:未知
4.3
燃煤机组湿法脱硫后,对烟囱防腐提出了更高的要求,钛钢复合板烟囱内筒解决了防腐的问题,但却带来了施工的焊接质量问题。根据国华定州电厂一期机组烟囱改造的具体情况,提出从成品保护、焊前准备、焊接过程中、焊后检验验收等方面的质量管控措施。

烟囱钢内筒焊接施工作业指导书 (2)
格式:pdf
大小:2.3MB
页数:18P
4.6
a初版实施 rev 版次 签名日期签名日期签名日期modi. 修改 status 状态编写auth.审核chk’dby批准app’dby 海丰电厂烟囱焊接作业指导书 文件号documentno.gpec/hfp/ep/tj/013 海丰项目部 施工方案 烟囱钢内筒焊接施工 版权所有copyright:广东火电建筑工程公司。任何人未经我公司书面 许可不得擅自使用、复制、传递或泄露本文件。 page1of29 施工方案 烟囱钢内筒焊接施工 版次:a 日期:2014年03月 广东火电gpec/hfp/ep/tj/013page:2of18 目录 1.施工概况...........................................................................
钢板仰焊焊接工艺探讨 钢板仰焊焊接工艺探讨
格式:pdf
大小:82KB
页数:1P
4.8
在焊工培训教学中,q345钢板仰焊焊接教学方法,经过反复试验利用现代焊接电源的推力电流功能,改变以往传统的焊接电源在操作时采用正接极性的方法,降低操作难度,缩短培训周期时间,提高了技能教学质量。
钢内筒钛钢复合板焊接工艺特点
格式:pdf
大小:1.4MB
页数:3P
4.7
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
火力发电厂湿烟囱防腐—耐酸耐热混凝土烟囱钢内筒施工
格式:pdf
大小:368KB
页数:9P
4.6
火力发电厂湿烟囱防腐—耐酸耐热混凝土 烟囱钢内筒施工 火力发电厂湿烟囱防腐—耐酸耐热混凝土烟囱钢内筒施工 摘要:国电常州电厂一期2×600mw超临界燃煤机组工程烟囱的 钢内筒防腐,采用浇筑5cm密实型钠水玻璃耐酸耐热混凝土.本文从 施工方面,对施工方案和施工材料进行了总结,旨在总结经验和教训, 积累经验,为类似工程提供服务. 1燃煤火电厂烟气排放的现状 目前,国内外燃煤火电厂采用烟气脱硫,是控制二氧化硫排放的主 要措施.湿法石灰石洗涤法是应用最多和最成熟的工艺.烟气经过脱 硫后,虽然烟气中的二氧化硫的含量大大减少,但是,对除去烟气中少 量的三氧化硫效果并不好.由于经湿法脱硫,烟气湿度增加,经脱硫系 统ggh加热升温,产生温度达75~85℃的混合气体,此混合烟气在 烟囱的内壁极易结露,使烟气中残存的三氧化硫溶解,形成腐
烟囱钢内筒安装方案
格式:pdf
大小:3.2MB
页数:47P
4.5
神华新疆准东五彩湾电厂一期2x350mw发电工程210/8m烟囱钢内筒安装方案 1 目录 一、编制依据⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..1 二、工程概况⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..1 2.1工程设计情况⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1 2.2工程量情况⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯.2 2.3工程施工特点及难点⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 三、钢内筒安装方案选择⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..3 四、施工准备和施工条件⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..3 4.1技术准备⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3 4.2人员准备⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3 4.3主要机具设备⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
烟囱钢内筒施工的液压提升法
格式:pdf
大小:288KB
页数:3P
4.3
第27卷 第6期 2006年6月 电 力 建 设 electricpowerconstruction vol.27 no.6 jun,2006 烟囱钢内筒施工的液压提升法 江 明,郭玉莹 (国电电力建设研究所,北京市,100055) [摘 要] 液压提升法是采用gyt系列钢索式液压提升设备将烟囱钢内筒在组装焊接过程中逐步提升到设计高 度的倒装施工工艺。对于超重烟囱钢内筒的施工,液压提升法由于其运行平稳、安全可靠、工艺简单、投资较少、效 率高等特点,相对于其他施工方法更具有优越性。 [关键词] 烟囱钢内筒液压提升 中图分类号:tk223.28文献标识码:b文章编号:1000-7229(2006)06-0042-03 hydraulicliftingmethodforconstruc

华能电厂烟囱钢内筒安装
格式:pdf
大小:638KB
页数:22P
4.4
华能日照发电厂二期2× 680mw工程 山东电力建设第三工程公司日照项目部 编号0403w9-717烟囱钢内筒及钢平台施工共19页 作业指导书 编制年月日 审核年月日 年月日 年月日 年月日 批准年月日 修改内容修改人审核、批准 1 2 3 4 1 1编制依据 1.1华能日照发电厂二期2×680mw工程《210/2×6.5米烟囱钢内筒及钢平 台》图纸; 1.2施工现场主要机械配置; 1.3钢内筒起吊液压提升装置的使用说明; 1.4现场施工环境; 1.5施工现场平面组织情况及特点。 1.6《电力建设施工质量验收及评定规程》(土建工程 dl/t5210.1---2005) 1.7《钢结构工程施

烟囱钢内筒安装方案
格式:pdf
大小:649KB
页数:45P
4.6
1 目录 1、编制依据..................................................................................................................................1 2、工程概况..................................................................................................................................1 2.1工程设计情况......................................................................................................
耐酸露点钢板烟囱钢内筒制作焊接工艺相关
文辑推荐
知识推荐
百科推荐


职位:二级建造师项目经理(建筑专业)
擅长专业:土建 安装 装饰 市政 园林


