

尿素合成塔高效塔板改造中支架的焊接工艺
格式:pdf
大小:218KB
页数:3P
人气 :87
 4.4
4.4
介绍了尿素合成塔高效塔板技改安装过程中支架与衬里、衬里本身的缺陷返修这2种焊接的焊接工艺。该焊接工艺对母材和焊丝化学成分进行了对比分析,同时认真选择焊接设备、焊接方法和包括氩气的流速和使用方法、钨极直径、尖端高度、焊缝形式、电源极性、电流大小及焊速等在内的各种焊接工艺参数,并对焊前清理、焊接过程作出严格详细的规定,又进行了晶间腐蚀倾向试验(休氏试验)和选择性检查及金相检查的焊接试验。休氏试验测得的腐蚀速率CR值为0.55115mm/a。



尿素合成塔塔板改造后对工艺系统的影响
采用新型高效节能塔板对尿素合成塔传统塔板进行更新改造,改善塔内物料的传质传热过程,并利用塔底部原有空间增加塔板,提高了尿素合成转化率,降低了尿素生产的氨耗和蒸汽消耗。

编辑推荐下载

尿素合成塔底封头内衬的维修改造
格式:pdf
大小:203KB
页数:3P
4.6
本文主要介绍某化肥厂尿素合成塔因长期满负荷生产使用,其底封头内衬已经减薄至影响安全使用程度,为此对底封头进行维修改造,维修中对底封头新增加了一个捡漏系统,以满足尿素生产使用安全可靠要求。

尿素合成塔塔板的更新改造
格式:pdf
大小:107KB
页数:3P
4.5
沧州大化集团公司尿素装置采用斯太米卡邦二氧化碳汽提法生产工艺,尿素合成塔是整个尿素装置中最重要的设备。该设备自1977年投产以来,已经运行30余年,目前存在二氧化碳转化率较低,装置氨耗和蒸汽消耗较高等问题。2009年8月,公
尿素合成塔高效塔板改造中支架的焊接工艺热门文档
尿素合成塔塔板技术改造总结
格式:pdf
大小:471KB
页数:4P
4.4
对传统的普通平筛板塔板进行改造,采用高效波形塔板,加强了塔内的传热与传质,利用原合成塔下部空间,增加了塔板数目,使物料在全塔的停留时间分布更理想,反应更充分,提高了合成塔的生产效率。
 尿素合成塔主螺栓带压紧固
尿素合成塔主螺栓带压紧固 尿素合成塔主螺栓带压紧固
格式:pdf
大小:147KB
页数:4P
4.4
压力容器法兰连接处经常泄漏。按标准规定:“容器内部有压力时,不得对主要受压元件进行任何修理或紧固工作”,许多泄漏只好停车后处理,这既造成巨大的经济损失,还因频繁开停而引起新的泄漏。本文根据尿素合成塔主螺栓带压紧固的实践,分析了带压紧固螺栓的可行性,并通过对螺栓力的核算,给出了用液压拉伸器上紧螺栓时的最终油压这一实践,为解决同类问题提供了参考和借鉴。
钢桥工字梁的高效焊接工艺 钢桥工字梁的高效焊接工艺
格式:pdf
大小:122KB
页数:3P
4.4
提出对16mm厚腹板全熔透的钢桥工字梁免开坡口焊接方案,通过大量工艺试验验证了其可行性,寻找出较佳的工艺参数,解决了传统开坡口焊接效率低、高成本等弊端,并在生产中得以成功应用。
采用CTST高效塔盘技术改造尿素解吸塔
格式:pdf
大小:413KB
页数:3P
4.6
在不改变设备外形尺寸的前提下,应用ctst高效塔盘技术对浮阀型尿素解吸塔进行改造。改造后设备处理能力提高50%,蒸汽消耗降低20%。
尿素合成塔高效塔板改造中支架的焊接工艺精华文档
风塔焊接工艺88
格式:pdf
大小:684KB
页数:6P
4.5
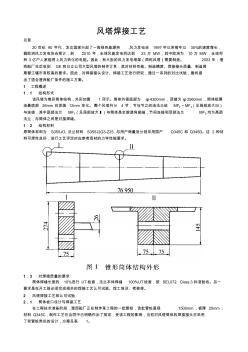
风塔焊接工艺 引言 20世纪90年代,发达国家兴起了一股绿色能源热,风力发电自1997年以来每年以30%的速度增长, 据欧洲风力发电协会预计,到2010年,全球风能发电将达到23万mw,其中欧洲为10万mw,全球将 有3亿户人家能用上风力转化的电能。因此,有大批的风力发电塔架(简称风塔)需要制造。2003年,澄 西船厂先后收到ge和日立公司大型风塔的制作订单,其对材料性能、制造精度、焊接接头质量、制造周 期都江堰市有较高的要求。因此,对焊接接头设计、焊接工艺进行研究,通过一系列的对比试验,最终提 出了适合澄西船厂条件的施工方案。 1工程概述 1.1结构形式 该风塔为锥形筒体结构,外形如图1所示。筒体外径底部为φ4300mm,顶端为φ2560mm,筒体板厚 由最底部26mm向顶端12mm变化。整个风塔共分4节,节与节之间由法兰组
尿素解吸塔的优化改造
格式:pdf
大小:526KB
页数:4P
4.7
基于工艺软件包,对尿素解吸塔进行了模拟、分析,找出了现存问题,确定了改造方案。优选500y规整填料及相关内件对原塔进行了改造,实现了装置的稳定运行
尿素二分塔的改造
格式:pdf
大小:88KB
页数:1P
4.8
小氮肥 第38卷 第2期 2010年2月 科技简讯 尿素二分塔的改造 枣阳化工工业有限公司水溶液全循环法尿素 装置依据原化四院设计,随着尿素装置“4改6” 和“6改10”的技术改造,生产能力逐步提高,与 其配套的尿素二分塔为φ800mm/700mm,加热 器换热面积为110m2。 1 存在的问题 尿素二分塔在运行中液位波动较大,主要原 因是二分塔的液位上升使二分塔的精馏段至加热 器的物料量突然增加,造成下分离段的液位上升, 即二分塔的精馏段至二分塔加热器的物料过料不 稳,造成了二分塔的液位波动。 2 二分塔的改造措施及效果 (1)把二分塔分离段加长1m,提高分段分 离效率,减少尿液中的游离氨,减轻蒸发工段负 荷,提高尿素产品质量。 (2)二分塔填料为鲍尔环填料,且填料层的 高度为2.5m,体积为1.2m3。随着生产能力的 增
尿素解吸塔的优化改造
格式:pdf
大小:256KB
页数:3P
4.4
基于工艺软件包,对尿素解吸塔进行了模拟、分析,找出了存在的问题。应用流动参数规则和模糊决策方法,确定了尿素解吸塔的优化改造方案。改造实施后,实现了装置的稳定运行

常见的焊接工艺及钢结构焊接工艺
格式:pdf
大小:37KB
页数:14P
4.5
目前常用的焊接工艺有: →电弧焊(氩弧焊、手弧焊、埋弧焊、钨极气体保护电弧焊、等离子弧焊、气体 保护焊) →电阻焊 →高能束焊(电子束焊、激光焊) →钎焊 →以电阻热为能源:电渣焊、高频焊; →以化学能为焊接能源:气焊、气压焊、爆炸焊; →以机械能为焊接能源:摩擦焊、冷压焊、超声波焊、扩散焊 焊接工艺精度变形热影响焊缝质量焊料使用条件 激光焊精密小很小好无 钎焊精糙一般一般一般需要整体加热 电阻焊精糙大大一般无需要电极 氩弧焊一般大大一般需要需要电极 等离子焊较好一般一般一般需要需要电极 电子束焊精密小小好无需要真空 1.电弧焊 电弧焊是目前应用最广泛的焊接方法。它包括有:手弧焊、埋弧焊、钨极气体保 护电弧焊、等离子弧焊、熔化极气体保护焊等。绝大部分电弧焊是以电极与工 件之间燃烧的电弧作热源。在形成接头时,可以采用
尿素合成塔高效塔板改造中支架的焊接工艺最新文档

焊接工艺和焊接工艺评定的对话
格式:pdf
大小:29KB
页数:5P
4.4
wewillcontinuetoimprovethecompany'sinternalcontrolsystem,andsteadyimprovementinabilitytomanageandcontrol,optimizebusinessprocesses,toensuresmoothprocesses,responsibilitiesinplace;tofurtherstrengtheninternalcontrols,playacontrolpostindependentoversightroleofevaluationcomplyingwiththird-partyresponsibility;toactivelymakeuseofinte
尿素解吸塔改造小结
格式:pdf
大小:288KB
页数:2P
4.5
尿素解吸塔改造小结 李祥燕 (安阳化学工业集团有限责任公司,河南安阳 455133) [中图分类号]tq44015+1 [文献标识码]b [文章编号]100429932(2005)0220051201 [收稿日期]2004210230 [作者简介]李祥燕(1972-),女,河南浚县人,助理 工程师。 0 前 言 我公司老系统采用水溶液全循环尿素生产工 艺,由于历史、技术的局限性,在对工艺冷凝液 的处理及回收时只采用了解吸系统。经这种老式 的解吸系统处理后的工艺冷凝液中仍含有7%的 氨和1%~2%的尿素。同时,我公司老系统尿素 装置经过技术改造后,生产能力由110ktöa提高 到了200ktöa,而技改中只对一些关键设备进行 了扩改,工艺冷凝液系统改动不大,因而出现了 解吸废液排放超标,造成环境污染以及尿
 三偏心式尿素合成塔液位调节蝶阀的设计研究
三偏心式尿素合成塔液位调节蝶阀的设计研究 三偏心式尿素合成塔液位调节蝶阀的设计研究
格式:pdf
大小:57KB
页数:2P
4.4
以尿素合成塔液位调节蝶阀的国产化改造为例,介绍了三偏心蝶阀的不干涉设计,密封副的有限元分析和设计,阀门的流量特性以及尿素阀门的材料选择要求。

车架焊接工艺规范
格式:pdf
大小:125KB
页数:10P
4.7
车架装焊通用工艺 守则 文件编号:bc-998-001 编制:会 签: 校对:标准 化: 审核:批 准: 奔驰汽车股份有限公司 奔驰汽车股份车架装焊通用工艺第1页 有限公司 北京汽 车厂 守则 共6页 1目的 为规范焊接车架装焊工艺过程及稳定车架装焊质量,特制订本工艺守 则。 2适用范围 本守则适用于车架车间生产的四轮车车架、三轮车车架的装焊。 3引用文件 3.1q/ftb026-1999四轮农用运输车车架总成技术条件 3.2gb6417-86金属熔化焊焊缝缺陷分类及说明 3.3gb8110-95二氧化碳气体保护焊用钢焊丝 3.4《焊接手册》机械工业出版社 3.5《焊接技术手册》山西科学技术出版社 4焊接设备 4.1各车型车架焊接均采用co2气体保护焊。 4.2焊接设备由电源与控制
尿素合成塔压力调节用高压角阀的改造 尿素合成塔压力调节用高压角阀的改造
格式:pdf
大小:143KB
页数:未知
4.4
我厂尿素车间合成塔压力调节(位号p_4/jt)所用高压角式调节阀,是日本(松田企画产业株式会社)产品,编号为j_(55005)、j_(55006)(其中一台备用),口径为1b×3/4b,阀芯阀座材质为sus33、s·t,阀体材质为scs_(14)。通过的介质是尿液、氨、二氧化碳、氨基甲配铵、水等五种气液
尿素级不锈钢316L mod焊接工艺研究 尿素级不锈钢316L mod焊接工艺研究
格式:pdf
大小:159KB
页数:3P
4.3
大化肥项目中使用的尿素级不锈钢316lmod,焊缝质量要求高,对管道运行安全影响重大。本试验从焊材、焊接工艺、焊缝性能等方面进行了研究,对焊缝铁素体含量、耐晶间腐蚀性能、焊缝选择性腐蚀等进行了检测,验证了工艺可靠性,对保证焊缝质量及指导现场焊接作业具有很好的指导意义。
尿素合成塔出口压力调节阀损坏形式及改进措施 尿素合成塔出口压力调节阀损坏形式及改进措施
格式:pdf
大小:300KB
页数:未知
4.4
分析了尿素合成塔出口压力调节阀在实际应用中存在的问题及损坏原因,提出了解决的方法及措施,详细介绍了阀门的设计改进及使用效果。
铝合金支架焊接工艺研究 铝合金支架焊接工艺研究
格式:pdf
大小:150KB
页数:3P
4.4
分析了铝合金支架钨极氩弧焊内部质量控制中的难点,从焊前准备、焊接过程控制、焊接工艺参数优化、工装改进、x射线探伤结果分析等方面进行工艺研究和技术改进,使铝合金支架产品合格率大幅提升,对其他内部质量要求较高的铝合金焊接结构产品的钨极氩弧焊有借鉴作用。

镀锌钢管的焊接特点及焊接工艺-焊接工艺的特点
格式:pdf
大小:8KB
页数:4P
4.7
镀锌钢管的焊接特点及焊接工艺 镀锌钢广泛运用于各行各业,采用镀锌钢的好处是利用在空气中能够形成致密氧 化物保护层的金属锌来保护内部的钢结构。在被焊接、划伤的情况下,由于zn-fe 原电池的存在,相对活泼的镀锌部分可以作为牺牲阳极,延缓钢铁的锈蚀,耐腐 蚀性良好。然而由于镀锌层的存在,在焊接中容易产生裂纹、气孔、夹渣,较难 得到良好的焊接质量。 镀锌钢一般是在低碳钢外镀一层锌,镀锌层一般在20um厚。锌的熔点在419°c, 沸点908°c左右。在焊接中,锌熔化成液体浮在熔池表面或在焊缝根部位臵。 锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成 “液体金属脆化”。同时,锌与铁可形成金属间脆性化合物,如fe3zn10、fezn10 等。这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。如果焊接角 焊缝,尤其是t形接头的角焊缝最容易产生
尿素合成塔高效塔板改造中支架的焊接工艺相关
文辑推荐
知识推荐
百科推荐


职位:高级给排水工程师
擅长专业:土建 安装 装饰 市政 园林


