




焊接实训计划
焊接实训计划 学生在校内实习车间或实训基地,通过初步操作实践应达到如下 要求: 1、掌握各类焊接方法的操作要领和基本技能。 2、熟练掌握各种焊机的结构以及调节操作要领。 3、熟悉焊接的一般工艺过程,观察工艺参数对焊缝成形的影响。 4、掌握焊条电弧焊的引弧、熄弧和焊缝的连接技术。 5、熟悉焊接操作中的安全技术规程。 6、在强化质量意识、经济意识、创新意识、理论联系实际原则和科 学作风等方面,使学生具备工程技术人员应有的基本素质。 7、通过实训操作进行思想作风教育: (1)、培养一不怕苦、二不怕累、吃苦耐劳、对工作认真负责的精 神。 (2)、增强劳动观念、纪律观念,自觉遵守工艺规程。 (3)、爱护国家财产,建立经济观点和质量意识。 (4)、培养联系实际和一丝不苟的科学作风。 (5)、保持焊机及工位的清洁卫生工作,焊机用完应盘好电缆线, 做好工位的清理工作。 (6)、爱岗敬业、遵章守
编辑推荐下载
焊接实训车间建设方案
格式:pdf
大小:17KB
页数:1P
 4.6
4.6
焊接实训车间建设方案 一、焊接车间的功能 焊接实训车间是为我校焊接专业的实习教学而用,另外还承接电焊工的职业 技能鉴定。实训车间有专职实习指导教师,从事焊接专业实训多年,有较强的理 论和实践经验。校内现有实训基地总建筑面积200平方米,其中包括焊条电弧焊、 co2气体保护焊、氩弧焊、埋弧自动焊、等离子切割、气焊气割等设备。拥有焊 接实训室3个。可满足焊接技术专业学生进行焊接、机械加工、热加工的实训需 要。前段时间初步完成车间通风系统和防护屏的升级改造,改善了实习条件。为 进一步拓宽了本专业实训项目,迎合企业用人标准,增强学生职业素质和职业能 力。拟对车间进行规模化建设和现有设备升级换代。 二、实训内容 实训内容包括焊条电弧焊操作、co2气体保护焊操作、氩弧焊操作、等离 子切割与气焊气割。适用于焊接技术及机械专业教学实训及非专业班级焊接基础 训练。 三、焊接实训车间
两面引脚芯片手工焊接实训解析热门文档


手工焊接工艺规范1
格式:pdf
大小:735KB
页数:9P
4.6
重庆弘毅电子技术有限公司规范文件 q/hon 手工焊接基础规范 2010-**-**发布2010-**-**实施 重庆弘毅技术有限公司发布 文件编号dtkj/gf-****-** 版本号a 编制谭西宏 审核 批准 目录 1、目的.............................................................4 2、适用范围.........................................................4 3、手工焊接使用的工具及要求.........................................4 4、手工烙铁锡焊操作方法.............................................4 5、常用元器件的焊接方法:
手工焊接工艺规范
格式:pdf
大小:551KB
页数:7P
4.4
手工焊接工艺规范 文件编号: 版本号: 第1页共7页 版本修订历史记录 版本号修订内容修订者修订时间 起草:审核:批准:______________ 日期:日期:日期:______________ 手工焊接工艺规范 文件编号: 版本号: 第2页共7页 1.目的 1.1规范生产过程中的手工焊接操作; 1.2为sop制作提供参数依据 1.3规范综合评估焊接质量、器件耐温特性和生产效率,并规定对不同类型的产品、 不同的器件焊接应采用的焊接参数和焊接设备,确保产品质量。 2.适用范围 2.1适用于电源事业部pcba类手工补锡操作; 2.2适用于电源事业部pcba类手工焊接元件操作; 2.3适用于焊接连接线材/端子座; 3.职责 3.1工程部:对电烙铁使用提供正确操作方法; 对被焊接对象及内容提供温度大小等标准参数;
两面引脚芯片手工焊接实训解析精华文档
基于Airpak的焊接实训工厂排烟除尘分析及改造设计
格式:pdf
大小:5.5MB
页数:5P
4.6
针对焊接实训工厂,应用气流组织数值模拟的方法选取合适的模型分别对改造前后的模型进行分析,利用airpak软件分别对两种方案进行cfd模拟,并根据结果进行效果比较.依据仿真分析的结果确认了实训工厂焊接环境改造方案的效果,该方法的提出对类似工厂改造提供了一定的借鉴.
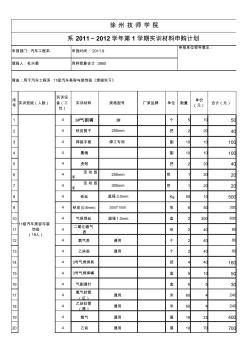
焊接实训材料计划表(2011.9)
格式:pdf
大小:52KB
页数:4P
4.5
序 号 实训班级(人数) 实训设 备(工 位) 实训材料规格型号厂家品牌单位数量 单价 (元) 合计(元) 143#气割嘴3#个51050 24铁皮剪子250mm把22040 34焊接手套焊工专用副1010100 44墨镜副1010100 54虎钳把22040 64活动扳 手 250mm把12020 74活动扳 手 300mm把12020 84铁丝直径3.0mmkg5010500 94铁皮(0.8mm)2000*1000张650300 104气保焊丝直径1.0mm盘2300600 114 二氧化碳气 表 块24080 124氧气表通用个24080 134乙炔表通用个24080 1443号气焊焊具把
 芯片封装中铜线焊接性能分析
芯片封装中铜线焊接性能分析 芯片封装中铜线焊接性能分析
格式:pdf
大小:730KB
页数:5P
4.5
通过对纯铜的机械性能和电、热和化学氧化性能进行分析和比较,铜线在芯片引线键合具有良好的机械、电、热性能,它替代金线和铝线可缩小焊接间距,提高芯片频率和可靠性。但是,铜由于表面氧化使其可焊性较差,可采用焊接工艺来改善其可焊性,并给出了具体方案。
芯片封装中铜线焊接性能分析 芯片封装中铜线焊接性能分析
格式:pdf
大小:1.1MB
页数:6P
4.7
通过对纯铜的机械、电、热和化学性能进行分析和比较,表明铜线在芯片引线键合工艺中具有良好的机械、电、热性能。它替代金线和铝线,可缩小焊接间距、提高芯片频率和可靠性。但是铜由于表面氧化使其可焊性较差,可采用焊接工艺来改善其可焊性,并给出了具体方案。
手工焊接作业指导书(初版)
格式:pdf
大小:897KB
页数:3P
4.5
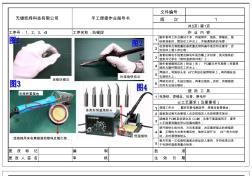
1 2 3 4 5 6 1 1 2 3 4 5 更改标记编制 更改人签名审核生效日期 清理工作台,戴好防静电腕连带,焊接设备需接地; 温度测试每天由管理人员安排指定人员按照要求测试; 接触到pcb的某些部位及ccd时,注意不要直接用手,要带 上手指套和腕连带以防腐蚀器件; 移开烙铁头的时间、方向和速度,决定着焊接点的焊接质 量,正确的方法是先慢后快,烙铁头移开沿45°角方向移 动,及时清理烙铁头; 每天实测一次电烙铁温度合格品投入使用,并将结果记录 于电烙铁温度测量点检表; 批准 操作者根据相应的(样品)和(pcb板元件布局图)将要焊 接的元器件摆放在工作台上; 焊接时﹐将烙铁头呈45℃角放在被焊物体上﹐再将锡丝放 在烙铁头上; 焊接完成后﹐先抽出锡丝﹐再拿出烙铁﹐否则,待锡凝固 后则无法抽出锡丝; 使用工具 电烙铁、焊锡丝、松香、静电环
两面引脚芯片手工焊接实训解析最新文档
钢结构手工焊接技术交底
格式:pdf
大小:77KB
页数:7P
4.4
dbj04-214-2004 表c2-2 技术、安全交底记录 施工单位:山西建筑工程有限公司2018年6月7日编号: 工程名称 建投绿洲大麻纺织智能生产线项 目一期厂房 交底部位钢结构 共页 第页 交底内容: 1钢结构手工电弧焊焊接工艺 2施工准备 2.1材料及主要机具: 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按要求施焊前经过烘焙。严禁使 用药皮脱落、焊芯生锈的焊条。设计无规定时,焊接q235钢时宜选用e43系列碳钢结构焊条;焊接 16mn钢时宜选用e50系列低合金结构钢焊条;焊接重要结构时宜采用低氢型焊条(碱性焊条)。按 说明书的要求烘焙后,放入保温
手工焊接工艺操作规程
格式:pdf
大小:27KB
页数:3P
4.8
济宁山特程序文件文件编号:sw/pi-js-008 手工焊接工艺操作规程 修订状态:a/0 页码:第1页共2页 一、目的 规定印制电路板元器件插装、手工焊接工序应遵循的基本工艺要求。 二、元器件插装、手工焊接要求 1、焊前准备 (1)熟悉所焊印制板的装配图,并按装配图检查元器件型号、规格及数量 是否符合图纸上的要求,发现问题应及时向有关人员反映。 (2)材料代用一律以技术部下发的“元器件代换通知单”为准,其它人员 无权作更改代用决定。 (3)检查各种元件的引线是否氧化过重、元件标识是否不清,如有以上情 况,必须将其挑选出来以作其它处理。 (4)检查印制板是否有变形挠曲。 2、装焊顺序 一般情况下,应按电阻、电容、二极管、三极管、集成电路、大功率管 顺序插焊。 元器件装焊顺序依据的原则是:先低后高,先小后大。 3、插装方法 (1)电路板一般采用插焊方法。
手工焊接工艺流程
格式:pdf
大小:1.7MB
页数:15P
4.3
焊接工艺 概述 随着电子元器件的封装更新换代加快,由原来的直插式改为了平贴式,连接排线也由fpc 软板进行替代,电子发展已朝向小型化、微型化发展,手工焊接难度也随之增加,在焊 接当中稍有不慎就会损伤元器件,或引起焊接不良,所以一线手工焊接人员必须对焊接 原理,焊接过程,焊接方法,焊接质量的评定,及电子基础有一定的了解。 一、焊接原理: 锡焊是一门科学,他的原理是通过加热的烙铁将固态焊锡丝加热熔化,再借助于助焊剂 的作用,使其流入被焊金属之间,待冷却后形成牢固可靠的焊接点。 当焊料为锡铅合金焊接面为铜时,焊料先对焊接表面产生润湿,伴随着润湿现象的发生, 焊料逐渐向金属铜扩散,在焊料与金属铜的接触面形成附着层,使两则牢固的结合起来。 二、助焊剂的作用 助焊剂是一种焊接辅助材料,其作用如下: 去除氧化膜。 防止氧化。 减小表面张力。 使焊点美观。 三、焊锡丝的组成与结构 我
贴片及引脚式LED芯片连接的热应力应变对比分析 贴片及引脚式LED芯片连接的热应力应变对比分析
格式:pdf
大小:290KB
页数:5P
4.4
高功率led的高温是产生应力的根源。采用有限元方法对2种led芯片连接方式进行模拟,获得2种led封装下的温度分布及应变分布。研究表明,贴片式连接的应变数值小于引脚式连接应变数值,同时贴片式连接产生的应变释放空间更大,说明在相同的装配工艺下贴片式封装的可靠性更高。
手工焊接作业指导书(2)汇总
格式:pdf
大小:137KB
页数:8P
4.4
山东天元钢结构工程有限公司 q/tygg-005-2016 临沂市商城会展中心 手工焊接作业指导书 2016-05-04发布2016-05-05实施 山东天元钢结构工程有限公司发布 山东天元钢结构工程有限公司手工焊接作业指导书 -1- 一、资源配备及职能 1、设备:co2焊机一台、气刨设备一套 2、工艺装备:活扳手、内六角扳手、尖嘴钳子、喷壶、防飞溅液、 防阻膏、清渣锤子、气瓶、磨光机、钢丝刀刷、烤枪 3、定员:1人 4、职能:根据图纸要求,利用焊机焊接所有焊接缝。 二、工作程序 1、文件点检:从班组长领取图纸及任务书,质检科领取检验表。 2、工件点检:根据图纸或技术交底检验构件组拼是否合格。 3、工具点检:点检工具是否准备齐全。 4、设备点检:检查设备的传动系统、电气控制系统; 三、操作
BGA芯片的拆卸和焊接 BGA芯片的拆卸和焊接
格式:pdf
大小:105KB
页数:1P
4.4
手机bga封装的芯片均采用精密的光学贴片仪器进行安装,可大大缩小手机的体积,增强功能,减小功耗,降低生产成本。但bga封装ic很容易因剧烈震动而引起虚焊,给维修工作带来了很大的困难。本文介绍了bga芯片的拆卸和焊接的一定的技巧和正确的拆焊方法,在维修过程中有一定的参考价值。
焊接实训教室通风排烟方案浅析 焊接实训教室通风排烟方案浅析
格式:pdf
大小:129KB
页数:1P
4.7
焊接专业实训教室的通风排烟措施关系着实训学生和教师的身体健康,笔者通过阐述焊接烟尘和有毒气体的形成原理与危害、结合焊接实训教室特点,探讨适合焊接实训教室的消除焊接烟尘和有毒气体的方案。
表面组装元件手工焊接方法及质量判定 表面组装元件手工焊接方法及质量判定
格式:pdf
大小:91KB
页数:未知
4.3
在现代化大规模电子产品的生产中,装配与焊接工艺是通过一系列自动化或半自动化生产线来进行的。在批量少和品种多以及在科研和返修的过程,手工焊接能发挥其不可替代的作用。
手工焊接作业指导书-A
格式:pdf
大小:63KB
页数:3P
4.5
审批: 手工焊接作业指导书 页次1of3 2005年02月20日发布编号dlhy-zd-01 2011年11月1日5次修订版本a 1、目的和范围 本作业指导书主要用于指导无丝网产品的手工焊接、浸焊产品、pcb修理操作及焊接电缆、 等元件的作业方法。 2、作业前准备 2.1将铬铁、锡盘、焊锡丝、钳子等工具按桌面标识对应放好。 2.2把铬铁插头插入电源插座。 2.3戴好防静电环,同时将工作台面清理干净。 3、贴片元件的焊接 3.1将待焊的pcb板平放到桌面上,要求元件面朝上。 3.2将焊盘挂锡。挂锡时要注意电阻、电容等双焊盘的元件只将一个焊盘挂锡,而芯片、 三极管等多引脚元件要求将全部焊盘均挂锡。 3.3电阻、电容等元件的焊接 3.3.1用镊子轻轻夹起元件,将元件放到对应的位置。 3.3.2将元件先从提前挂锡的一面焊盘焊上,然后再焊
手工焊接作业指导书
格式:pdf
大小:16KB
页数:10P
4.3
手工焊接作业指导书 导读:本文手工焊接作业指导书,仅供参考,如果能帮助到您,欢迎 点评和分享。 以下是整理的手工焊接作业指导书内容,供大家浏览,内容请进 入查看。 篇一:电子焊接作业指导书目的:使焊点光滑饱满,产品性 能稳定、可靠,符合客户的要求。 适用范围:smt人员、手工焊接及检验人员。 内容: 一.印刷锡膏: 1.首先将网板固定在丝印台上,取一块光板调整网板的漏锡孔, 使各个焊盘完全显露出来,让焊盘和网板的漏孔完全吻合,其偏移范 围不能超过±0.2mm。另外一定要注意网板的平整度,因为网板的 翘曲直接影响锡膏的厚度、图形的完整。 2.锡膏的选用应使用免清洗型(tumara)锡膏,具体锡膏的保 存及使用规范请参考《印刷锡膏工艺》,此类锡膏的粒度一般在 25-35um,四号粉颗粒,印刷出来不会有坍塌,支撑度高,回流 前持续时间长。 3.进行首
两面引脚芯片手工焊接实训解析相关
文辑推荐
知识推荐
百科推荐

职位:一级建造师
擅长专业:土建 安装 装饰 市政 园林


