

铝母线技术交底
格式:pdf
大小:85KB
页数:6P
人气 :59
 4.3
4.3
技 术 交 底 技 术 交 底 记 录 编号 工程名称 日期 施工单位 交底项目 电解槽铝母线制作安装技术 交底内容: 一、材料: 铝母线料和焊接材料应具备材料出厂质量合格证明书或质量复验报告。 铝母线料使用前除核对材料出厂质量合格证明文件外,还应检查材料外,尚应检查材 料外表质量。表面应无划伤,碰撞损伤,氧化、锈蚀、斑点等缺陷。 硬性母线用料: 硬性铝母线表面应平整,无夹渣、气孔、粗大铸瘤等缺陷,其允许存在的局部缺陷应 符合下列规定。 a)垂直于铝母线输出电流方向铸造, 冷隔深度应小于 1.5mm,垂直长度应小于 300mm, 棱角部位的冷隔允许修整、修痕深度应小于 2mm。 b)平行于铝母线输送电流方向的裂纹: 1)裂纹深度应小于 3mm。 2)裂纹宽度应小于 1mm。 3)裂纹长度,当铝母线长度小于或等于 5000mm时,应小于 300mm,当铝母线长 度大于 5000mm时,应小于



铝母线
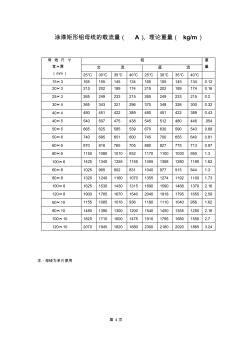
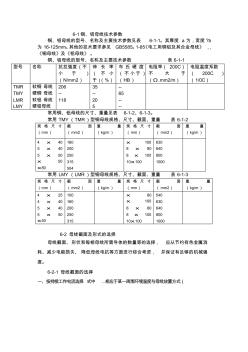
涂漆矩形铝母线的载流量(a)、理论重量(kg/m) 母线尺寸 宽×厚 (mm) 铝重 量交流直流 25℃30℃35℃40℃25℃30℃35℃40℃ 15×31651551451341651551451340.12 20×32152021891742152021891740.16 25×32652492332152652492332150.2 30×43653433212963703483263000.32 40×44804514223894804514223890.43 40×5540507475438545512480446.054 50×56656255855396706305905430.68 50×67406
母线技术交底 (2)
技术交底记录单 建设单位:豪盛置业有限公司2002年月日 单位工程豪盛花园a、b栋母线安装交底内容备注 交 底 项 目 一、准备工作 1、设备及材料要求 封闭插接母线应有出厂合格证、安装技术文件。其规格、型号、电压等级应符合设计要求,各种规 格的型钢应无明显的锈蚀,卡件、各种螺栓、垫圈应符合设计要求,应是热镀锌制品。 2、主要机具 工作台、台虎钳、钢锯、榔头、电钻、电锤、电焊机、力矩扳手、刚角尺、钢卷尺、水平尺、绝缘 摇表等。 3、作业条件 (1)施工图纸及产品技术文件齐全。 (2)封闭插接母线安装部位的建筑装饰工程全部结束,暖卫通风工程安装完毕。 (3)检查土建预留的孔洞位置,大小应符合设计和施工规范要求。 (4)电气设备安装完毕,且检验合格。 二、施工工艺 1、工艺流程 设备点件检查→支架制作安装→封闭插接母线安装→试运行验收 2、设备
编辑推荐下载
母线技术交底
格式:pdf
大小:34KB
页数:4P
4.4
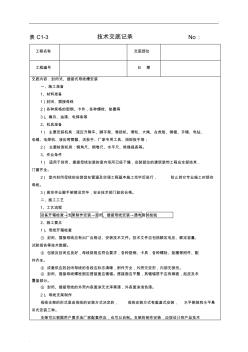
表c1-3 技术交底 wj(d)-电-技交-10 工程名称 广安街综 合楼 交底部位 封闭式插接母线 安装工程 工程编号02-a-6日 期2005年4月28日 1、基本规定 (1)查验合格证、随带安装技术文件、“ccc”认证标志及认证复 印件。 (2)外观检查:防潮密封良好,各段编号标志清晰,附件齐全, 外壳不变型,母线螺栓搭接面平整、无起皮和麻面;插接母 线上的静触头无缺损、表面光滑、镀层完整。 2、施工准备 1、技术准备 (1)熟悉图纸资料,弄清设计图的设计内容,注意图纸和产品技 术资料提出的具体施工要求。 (2)考虑与主体工程和其他工程的配合问题,确定施工方法。 (3)技术交底。施工前要认真听取工程技术人员的技术交底,弄 清技术要求、技术标准和施工方法。 (4)必须熟悉有关电力工程的技术规范。 2、设备及材料要求 (1)封闭插
技术交底母线
格式:pdf
大小:235KB
页数:9P
4.8
技术交底记录 施04编号no:_____ 单位工程名称 杭政储出43号地块b4、b5 号楼工程 分部(分项)工程名称建筑电气 (动力安装工程) 施工图号电施图 交底依据: 建筑电气工程施工质量验收规范(gb50303-2002) 广厦建设集团有限责任公司钢管敷设安装工艺(gs/qjs-g02.09-2003) 交底内容: 一、施工准备 1、材料准备 1)封闭、插接母线 2)各种规格的型钢、卡件,各种螺栓、垫圈等 3)油漆、电焊条等 2、机具准备 1)主要安装机具:钢锯、手锤、电钻、电锤、电焊机、扳手等; 2)主要检测机具:钢角尺、钢卷尺、水平尺、绝缘摇表等。 3、作业条件 1)适用于封闭、插接母线安装的室内场所已经干燥,安装部位的建筑装饰工程应全部结束。 2)室内封闭母线的安装宜在管道及空调工程基本施工完毕后进行,防止其它专业施工时损 伤母线。
铝母线技术交底热门文档
技术交底硬母线
格式:pdf
大小:46KB
页数:3P
4.6
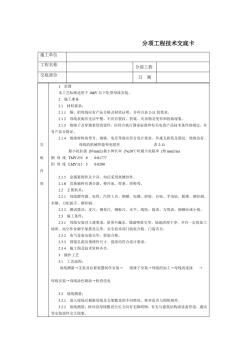
1 技术交底记录 工程名称:张家口大青沟110kv变电站工程编号: 项目名称硬母线安装技术交底交底单位项目部技术组 交底主持人签名交底日期2012.09.23 交底级别□公司级□项目部级□工地级 接收交底人签名: 交底作业项目: 张家口大青沟110kv变电站工程硬母线安装技术交底 交底内容: 硬母线安装 1.施工准备 1.1施工人员熟悉施工图纸、工作位置、电压等级、所使用材料规格。 1.2工机具准备:弯曲机、台钻、砂轮锯、虎钳、木锤、力矩扳手。 1.3按设计图纸要求进行施工。 2.硬母线选择及加工的基本要求 2.1母线材料表面应平整洁净,不应有裂纹或裂口,母线表面的滑痕,气孔,坑凹,起皮等缺 陷,所引起的截面误差,对于铜母线不应超过计算截面的1%,铝母线不应超过3% 2.2母线的加工应符合下列要求。 ,禁止使用气焊或电焊。 ,平直时不得使
铜铝母线的型
格式:pdf
大小:90KB
页数:4P
4.5
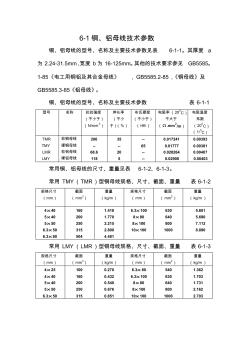
6-1铜、铝母线技术参数 铜、铝母线的型号、名称及主要技术参数见表6-1-1。其厚度a为,宽度?b 为16-125mm。其他的技术要求参见gb5585。1-85《电工用铜铝及其合金母线》,, 《铜母线》及《铝母线》。 铜、铝母线的型号、名称及主要技术参数表6-1-1 型号名称抗拉强度(不 小于) (n/mm2) 伸长率 (不小 于)(%) 布氏硬度 (不小于) (hb) 电阻率(200c) 不大于 (ω.mm2/m) 电阻温度系数 (200c) (1/0c) tmr tmy lmr lmy 软铜母线 硬铜母线 软铝母线 硬铝母线 206 -- 118 35 -- 20 5 -- 65 -- -- 常用铜、铝母线的尺寸、重量见表6-1-2、6-1-3。 常用tmy(tmr)型铜母线规格、尺寸、截面、
铜、铝母线的型号
格式:pdf
大小:115KB
页数:7P
4.5
6-1铜、铝母线技术参数 铜、铝母线的型号、名称及主要技术参数见表6-1-1。其厚度a 为2.24-31.5mm,宽度b为16-125mm。其他的技术要求参见gb5585。 1-85《电工用铜铝及其合金母线》,gb5585.2-85,《铜母线》及 gb5585.3-85《铝母线》。 铜、铝母线的型号、名称及主要技术参数表6-1-1 型号名称抗拉强度 (不小于) (n/mm2) 伸长率 (不小 于)(%) 布氏硬度 (不小于) (hb) 电阻率(200c) 不大于 (ω.mm2/m) 电阻温度 系数 (200c) (1/0c) tmr tmy lmr lmy 软铜母线 硬铜母线 软铝母线 硬铝母线 206 -- 68.6 118 35 -- 20 5 -- 65 -- -- 0.017241 0.01777 0.028264

铝母线设计装配技术要求
格式:pdf
大小:49KB
页数:5P
4.3
铝母线设计装配技术要求 1.适用范围: 本规范适用于公司所有产品导电母线设计、制造、质量认证、产品生产过程 中的质量控制检验。 目的及作用: 1.统一设计产品设计要求,为母排选型提供数据支持; 2.为生产提供工艺指导及品质控制检验;。 2.引用/参考标准或资料 gb5585.1-2005《电工用铜、铝及其合金母线》第1部分:铜和铜合金母线 gb5585.2-2005《电工用铜、铝及其合金母线》第1部分:铝和铝合金母线 gb7251-2008《低压成套开关设备》 gb/t9798-2005《金属覆盖层镍电镀层》 gb/t/12599-2002《金属覆盖层锡电镀层》 gb/t5231-2001加工铜及铜合金化学成分和产品形状 gb/t2040-2002铜及铜合金板材 gb/t2529-2005导电用铜板和条 电器制造技术手册》之《第二十二章:母线连
槽形铝母线氩弧焊技术
格式:pdf
大小:129KB
页数:2P
3
槽形铝母线氩弧焊技术——通过时铝的焊接性厦铝氩蕊焊基本原理的分析,时船材氩孤焊技术优缺点的比较,决定在电厂建设过程中,采用非熔化极手工氩蕊坪代替传统的碳孤焊。实践证明此方击是可行的,先进的.可太大提高焊棰质量噩效率,谊技术值得推广。
铝母线技术交底精华文档
 屏蔽技术在铝母线焊接中的应用
屏蔽技术在铝母线焊接中的应用 屏蔽技术在铝母线焊接中的应用
格式:pdf
大小:335KB
页数:3P
4.7
文章对包头铝厂电解厂房使用的135ka预焙阳极铝电解槽易出现故障的铝母线焊接问题进行了分析,主要介绍屏蔽技术在铝母线焊接中的应用、效果。采用屏蔽技术简单、易行,可保证正常生产,提高生产效率。
5504.02带形母线安装(铝母线)
格式:pdf
大小:82KB
页数:6P
4.8
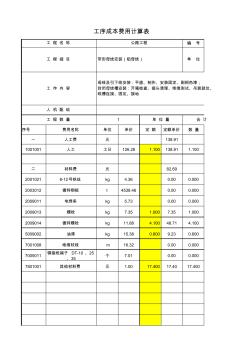
编号 单位 序号费用名称单位单价定额定额单价数量 一人工费元138.91 1001001人工工日126.281.100138.911.100 二材料费元82.69 20010218-12号铁丝kg4.360.000.000 2003012镀锌钢板t4538.460.000.000 2009011电焊条kg5.730.000.000 2009013螺栓kg7.351.0007.351.000 2009014镀锌螺栓kg11.884.10048.714.100 5009002油漆kg15.380.6009.230.600 7001008绝缘软线m16.320.000.000 7005011铜接线端子dt-10、25 、35 个7.010.000.000 7
铜-铝、铝-铝母线的螺钉连接 铜-铝、铝-铝母线的螺钉连接
格式:pdf
大小:546KB
页数:4P
4.4
在高低压成套装置中,母线与母线、母线与电器元件之间的电连接,几乎全部采用螺钉连接,但由于铜、铝母线的机械性能及电气性能各不相同,再加上电器元件连接端子的多样性,给母线的加工、处理、安装及维护带来了困难。
电解铝工艺铝母线制作安装技术 电解铝工艺铝母线制作安装技术
格式:pdf
大小:3.1MB
页数:2P
4.7
通过对电解铝工艺的简要概述,就其中的铝母线制作安装方法进行了阐述,对铝母线制作、安装、焊接的工艺流程及技术要点作了说明,从而积累了宝贵经验,以指导实践。
母线安装技术交底
格式:pdf
大小:291KB
页数:8P
4.6
. . 表c1-3技术交底记录no: 工程名称交底部位 工程编号日期 交底内容:封闭式、插接式母线槽安装 一、施工准备 1、材料准备 1)封闭、插接母线 2)各种规格的型钢、卡件,各种螺栓、垫圈等 3)、樟丹、油漆、电焊条等 2、机具准备 1)主要安装机具:液压升降车、脚手架、卷扬机、滑轮、大绳、台虎钳、钢锯、手锤、电钻、 电锤、电焊机、液压弯管器、活扳手、厂家专用工具、扭矩扳手等; 2)主要检测机具:钢角尺、钢卷尺、水平尺、绝缘摇表等。 3、作业条件 1)适用于封闭、插接母线安装的室内场所已经干燥,安装部位的建筑装饰工程应全部结束, 门窗齐全。 2)室内封闭母线的安装宜在管道及空调工程基本施工完毕后进行,防止其它专业施工时损伤 母线。 3)高空作业脚手架搭设完毕,安全技术部门验收合格。 二、施工工艺 1、工艺流程 设备开箱检查→支架制作安装→封闭、插接母线安装→
铝母线技术交底最新文档
技术交底—母线安装
格式:pdf
大小:28KB
页数:2P
4.7
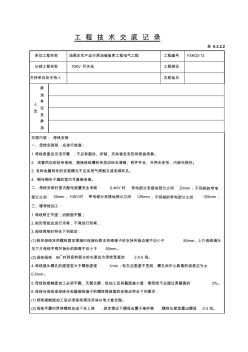
工程技术交底记录 表0.3.2.2 单位工程名称油房庄生产运行原油储备库工程电气工程工程编号yxk02-13 分部工程名称10kv开关站工程部位 主持单位及主持人交底地点 参 加 单 位 及 参 加 人 员 交底内容:母线安装 一、母线安装前,应进行检查: 1.母线表面应光洁平整,不应有裂纹、折皱、夹杂物及变形和扭曲现象。 2.成套供应的封闭母线、插接母线槽的各段应标志清晰、附件齐全、外壳无变形、内部无损伤。 3.各种金属构件的安装螺孔不应采用气焊割孔或电焊吹孔。 4.铜与铜在干燥的室内可直接连接。 二、母线安装时室内配电装置安全净距:0.4kv时带电部分至接地部分之间20mm;不同相的带电 部分之间20mm;10kv时带电部分至接地部分之间125mm;不同相的带电部分之间125mm; 三、硬母线加工: 1.母线矫正平直;切断面平整

母线安装技术交底 (2)
格式:pdf
大小:291KB
页数:8P
4.4
表c1-3技术交底记录no: 工程名称交底部位 工程编号日期 交底内容:封闭式、插接式母线槽安装 一、施工准备 1、材料准备 1)封闭、插接母线 2)各种规格的型钢、卡件,各种螺栓、垫圈等 3)、樟丹、油漆、电焊条等 2、机具准备 1)主要安装机具:液压升降车、脚手架、卷扬机、滑轮、大绳、台虎钳、钢锯、手锤、电钻、 电锤、电焊机、液压弯管器、活扳手、厂家专用工具、扭矩扳手等; 2)主要检测机具:钢角尺、钢卷尺、水平尺、绝缘摇表等。 3、作业条件 1)适用于封闭、插接母线安装的室内场所已经干燥,安装部位的建筑装饰工程应全部结束, 门窗齐全。 2)室内封闭母线的安装宜在管道及空调工程基本施工完毕后进行,防止其它专业施工时损伤 母线。 3)高空作业脚手架搭设完毕,安全技术部门验收合格。 二、施工工艺 1、工艺流程 设备开箱检查→支架制作安装→封闭、插接母线安装→通电测试检验
电工用铜覆铝母线载流量
格式:pdf
大小:375KB
页数:2P
4.7
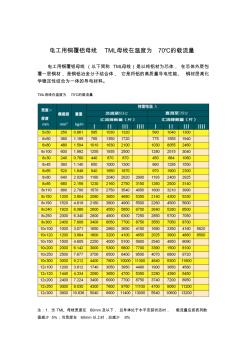
电工用铜覆铝母线tml母线在温度为70℃的载流量 电工用铜覆铝母线(以下简称tml母线)是以纯铝材为芯体,在芯体外层包 覆一层铜材,是铜铝冶金分子结合体,它是将铝的高质量导电性能、铜材层高化 学稳定性结合为一体的导电材料。 tml母线在温度为70℃的载流量 注:1.当tml母线宽度在60mm及以下,且导体处于水平安装状态时,载流量应按表列数 值减少5%;当宽度在60mm以上时,应减少8% 2.当tml母线镀有涂层时,载流量按本表选用;当tml母线裸露时,载流量应按本表 减少15%选用。
密集型铝母线性能分析
格式:pdf
大小:7KB
页数:2P
4.7
密集型铝母线性能分析 1.外壳材料:目前市场上密集型铝母线外壳包括:钢制外壳、铝合金外壳、铝镁合 金外壳。第一种,钢制外壳材料属磁性材料,内部电流的流通将在磁性外壳上产生较强 的涡流效应,使得外壳自身发热。而密集型母线外壳除了担负防护的任务外另外一个重 要任务就是散热功能,试想自身还要发热的材料又怎么能及时的把内部导体的热量及时 散发出去呢?这就是钢制外壳母线十分不节能的重要原因。铝合金外壳材料属非磁性材 料,有效避免了涡流损耗,再加上铝这种材料本身就比钢制材料具有更加优越的导热能 力,能够更加及时的将内部热量传导出去,所以相对钢外壳它具有较强的节能效果;铝 镁合金不但具有铝合金不产生涡流损耗和优越的导热性能外,它相对普通的铝合金具有 更高的机械强度。所以至目前为止,铝镁合金材料是密集型母线槽的最理想外壳材料。 2.外壳工艺:母线槽的外壳组装分螺栓装配、手工铆接、自
电解铝工艺铝母线制作安装技术 电解铝工艺铝母线制作安装技术
格式:pdf
大小:97KB
页数:2P
4.6
铝母线是电解铝厂传输电流或低电压直流电的基础设备,其制作安装技术水平的高低直接关系到电解铝厂的正常运行,本文重点分析电解铝工艺铝母线制作安装技术,保证为铝母线安装提供合格的半成品,进而从根本上保障电解铝母线的安装质量.
电解铝工艺铝母线制作安装技术详谈 电解铝工艺铝母线制作安装技术详谈
格式:pdf
大小:139KB
页数:1P
4.4
铝母线制作安装技术是电解铝工艺的有效保障,铝母线不仅投资巨大,而且它的制造和安装质量将直接关系到电解铝生产的技术经济指标,所以提升铝母线的制作安装工艺有其存在的必要。
不加衬管管形铝母线焊接技术 不加衬管管形铝母线焊接技术
格式:pdf
大小:129KB
页数:未知
4.7
邯峰电厂升压站所采用的铝母线为管形,焊口不加衬管,难以采用一般的交流手工钨极氩弧焊进行焊接。采用交流方波脉冲手工钨极氩弧焊,以及平焊位置、内部充氩技术较好地解决了这一难题。本文介绍了对其进行的工艺试验,以及实际的焊接过程。
铝母线技术交底相关
文辑推荐
知识推荐
百科推荐


职位:建筑院总建筑师
擅长专业:土建 安装 装饰 市政 园林


