

铝合金门窗框成品检验作业指导书
格式:pdf
大小:5KB
页数:2P
人气 :90
 4.4
4.4
铝合金门窗框成品检验作业指导书 1.0 目的:确保分承包方(铝合金门窗厂)提供的铝合金门、窗框的 质量符合规定要求。 2.0 适用范围:适用于铝合金门、窗框的入厂检验和铝合金安装分项 工程质量的检验。 3.0验收规则按 GB8481中第 6节要求。 4.0验收方式: 4.1入厂检验,采用两种方式(根据现场具体情况定) 。 4.1.1 对分承包方进行抽检,检验合格作好合格标识;检验不合格拒 收。 4.1.2 在工地现场作进货检验,检验合格作好合格标识,检验不合格 按不合格品控制程序处理。 5.0检验规则 5.1检验项目: 5.1.1装配要求: 5.1.1.1门框尺寸偏差符合规范要求。 5.1.1.2门框、扇各相邻构件装配间隙及同一平面高低差符合规范要求。 5.1.1.3 门构件连接应牢固,需用耐腐蚀的填充材料使连接部分密封、 防水。 5.1.1.4门结构应有可靠的刚性,根据需要允许设置加固件



COP95-22铝合金门窗框检验作业指导书
标题:铝合金门窗框成品检验作业指导书 编制人 审核人 批准人 日期 日期 日期 修改概要 修改号 修改内容概要 修改人 审核人 批准日期 1.0目的:确保分承包方(铝合金门窗厂)提供的铝合金门、窗框的质量符合规定要求。 2.0适用范围: 适用于铝合金门、窗框的入厂检验和铝合金安装分项工程质量的检验。 3.0验收规则按gb8481-8中第6节要求。 4.0验收方式: 4.1入厂检验,采用两种方式(根据现场具体情

编辑推荐下载
COP95-22铝合金门窗框成品检验作业指导书
格式:doc
大小:38KB
页数:3P
4.4
标题:铝合金门窗框成品检验作业指导书 编制人 审核人 批准人 日期 日期 日期 修改概要 修改号 修改内容概要 修改人 审核人 批准日期 1.0目的:确保分承包方(铝合金门窗厂)提供的铝合金门、窗框的质量符合规定要求。 2.0适用范围: 适用于铝合金门、窗框的入厂检验和铝合金安装分项工程质量的检验。 3.0验收规则按gb8481-8中第6节要求。 4.0验收方式: 4.1入厂检验,采用两种方式(根据现场具体情
铝合金门窗框成品检验作业指导书热门文档
铝合金门窗作业指导书
格式:pdf
大小:25KB
页数:4P
4.4
铝合金门窗 作业指导书 工程名称:石油大学胜利学院学生餐饮中心 编制人:范晓伟 审批人: 接底人: 时间: 1、工程概况及特点 本工程主体为二层,框架结构,层高为4.5m,建筑总高度为13.6m,平面 呈矩形。主体为框架结构,均为现浇钢筋混凝土,本工程基础形式为独立基础。 建筑耐火等级为二级,屋面防水等级为ⅲ级,采用sbs卷材防水,抗震设防烈度 为7度,建筑工程等级为二级,建筑物合理使用年限为50年。 2、施工准备及布置 2.1技术准备 施工图纸,依据施工技术交底和安全交底作好各方面的准备。 2.2材料要求 (1)铝合金门窗的规格、型号应符合设计要求,五金配件配套齐全,并具有出厂 合格证、材质检验报告书并加盖厂家印章。 (2)防腐材料、填缝材料、密封材料、防锈漆、水泥、砂、连接板等应符合设计 要求和有关标准的规定。 (3)进场前应对铝合金门窗进
铝合金门窗框安装及塞缝要点
格式:pdf
大小:7KB
页数:2P
4.5
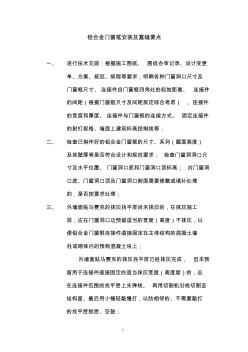
1 铝合金门窗框安装及塞缝要点 一、进行技术交底:根据施工图纸、图纸会审记录、设计变更 单、方案、规范、规程等要求,明确各种门窗洞口尺寸及 门窗框尺寸、连接件自门窗框四角处的起始距离、连接件 的间距(根据门窗框尺寸及间距规定综合考虑)、连接件 的宽度和厚度、连接件与门窗框的连接方式、固定连接件 的射钉规格、墙面上建筑标高控制线等; 二、检查已制作好的铝合金门窗框的尺寸、系列(截面高度) 及其壁厚等是否符合设计和规范要求;检查门窗洞洞口尺 寸及水平位置、门窗洞口底和门窗洞口顶标高;对门窗洞 口底、门窗洞口顶及门窗洞口侧面需要修整或填补处理 的,是否按要求处理; 三、外墙面贴马赛克的抹灰找平层尚未抹灰的,在抹灰施工 前,应在门窗洞口边预留适当的宽度(高度)不抹灰,以 便铝合金门窗框连接件直接固定在主体结构的混凝土墙 柱或砌体内的预制混凝土块上; 外墙面贴马赛克的抹灰找平
铝合金门窗框安装要求
格式:pdf
大小:20KB
页数:4P
4.4
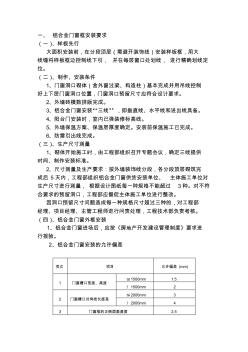
一、铝合金门窗框安装要求 (一)、样板先行 大面积安装前,在分段顶层(需避开装饰线)安装样板框,用大 线锤将样板框边控制线下引,并在每层窗口处划线,进行精确划线定 位。 (二)、制作、安装条件 1、门窗洞口砌体(含外窗过梁、构造柱)基本完成并用吊线控制 好上下层门窗洞口位置,门窗洞口预留尺寸应符合设计要求。 2、外墙砖模数排版完成。 3、铝合金门窗安装“三线”,即垂直线、水平线和进出线具备。 4、阳台门安装时,室内已弹装修标高线。 5、外墙保温方案、保温层厚度确定。安装前保温施工已完成。 6、防雷引出线完成。 (三)、生产尺寸测量 1、砌体开始施工时,由工程部组织召开专题会议,确定三线提供 时间、制作安装标准。 2、尺寸测量及生产要求:按外墙装饰线分段,各分段顶层砌筑完 成后5天内,工程部组织铝合金门窗供货安装单位、主体施工单位对 生产尺寸进行测量,根据设计图纸每一种规格不能
 谈铝合金门窗框的安装
谈铝合金门窗框的安装 谈铝合金门窗框的安装
格式:pdf
大小:288KB
页数:2P
4.6
随着改革开放,经济发展加上技术进步,近几年铝合金门窗的安装使用已进入到千家万户。然而我市不少工程在铝合金门窗安装中存在的质量问题,却令人不容乐观。不少门窗存在安装不牢靠、关闭不严、镀膜脱落甚至入水渗水等等问题。如何正确进行铝合金门窗的安装,特别是门窗框的安装,
铝合金门窗框成品检验作业指导书精华文档
成品检验报告(铝合金门窗) (2)
格式:pdf
大小:27KB
页数:1P
4.6
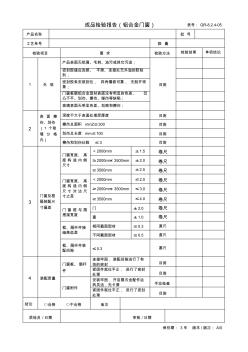
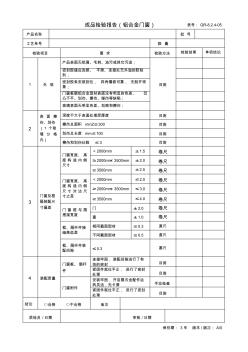
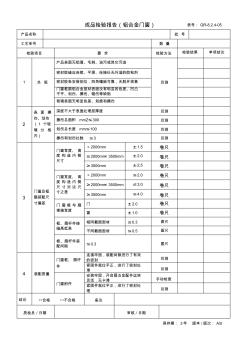
成品检验报告(铝合金门窗)表号:qr-8.2.4-05 产品名称批号 工艺单号数量 检验项目要求检验方法检验结果单项结论 1外观 产品表面无铝屑、毛刺、油污或其它污迹; 目测 密封胶缝应连续、平滑、连接处无外溢的胶粘 剂; 密封胶条安装到位,四角镶嵌可靠,无脱开现 象; 门窗框扇铝合金型材表面没有明显的色差、凹 凸不平、划伤、擦伤、碰伤等缺陷; 玻璃表面无明显色差、划痕和擦伤; 2 表面擦 伤、划伤 (1个玻 璃分格 内) 深度不大于表面处理层厚度目测 擦伤总面积mmz≤300目测 划伤总长度mm≤100目测 擦伤和划伤处数≤3目测 3 门窗及框 扇装配尺 寸偏差 门窗宽度、高 度构造内侧 尺寸 <2000mm±1.5卷尺 ≥2000mm<3500mm±2.0卷尺 ≥3500mm±2.5卷尺 门窗宽度
铝合金门窗成品检验规程
格式:pdf
大小:61KB
页数:5P
4.7
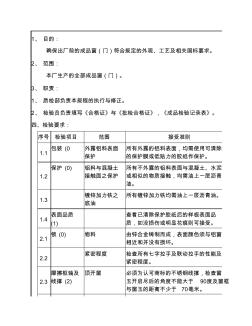
1、目的: 确保出厂前的成品窗(门)符合规定的外观、工艺及相关国标要求。 2、范围: 本厂生产的全部成品窗(门)。 3、职责: 1、质检部负责本规程的执行与修正。 2、检验员负责填写《合格证》与《批检合格证》,《成品检验记录表》。 四、检验要求: 序号检验项目范围接受准则 1.1 包装(0外露铝料表面 保护 所有外露的铝料表面,均需使用可清除 的保护膜或低贴力的胶纸作保护。 1.2 保护(0)铝料与混凝土 接触面之保护 所有不外露的铝料表面与混凝土、水泥 或相似的物质接触,均需油上一层沥青 油。 1.3 镀锌加力铁之 底油 所有镀锌加力铁均需油上一层沥青油。 1.4 表面品质 (1) 查看已清除保护胶纸后的样板表面品 质,如没损伤或明显花痕则可接受。 2.1 锁(0)物料由锌合金铸制而成,表面颜色须与铝窗 相近和并没有损坏。 2.2 紧密程度
成品检验报告(铝合金门窗)
格式:pdf
大小:27KB
页数:1P
4.4
成品检验报告(铝合金门窗)表号:qr-8.2.4-05 产品名称批号 工艺单号数量 检验项目要求检验方法检验结果单项结论 1外观 产品表面无铝屑、毛刺、油污或其它污迹; 目测 密封胶缝应连续、平滑、连接处无外溢的胶粘 剂; 密封胶条安装到位,四角镶嵌可靠,无脱开现 象; 门窗框扇铝合金型材表面没有明显的色差、凹 凸不平、划伤、擦伤、碰伤等缺陷; 玻璃表面无明显色差、划痕和擦伤; 2 表面擦 伤、划伤 (1个玻 璃分格 内) 深度不大于表面处理层厚度目测 擦伤总面积mmz≤300目测 划伤总长度mm≤100目测 擦伤和划伤处数≤3目测 3 门窗及框 扇装配尺 寸偏差 门窗宽度、高 度构造内侧 尺寸 <2000mm±1.5卷尺 ≥2000mm<3500mm±2.0卷尺 ≥3500mm±2.5卷尺 门窗宽度

铝合金门窗成品检验报告
格式:pdf
大小:42KB
页数:6P
4.5
bf/qj-052 鹤山彪福金属制品有限公司 铝合金门窗成品检验报告 产品名称型号规格批号 生产日期生产数量检验依据《成品检验规程》 抽样数量抽样依据gb2828-2003 序 号 项 目 分 类 项目名称技术要求检测器具及方法 检查结果 备 注12345678910 1 关 键 项 目 铝合金型材 硬度≧12用硬度计测试 氧化膜厚度≧aa10用膜厚仪测试 受力构件壁厚≧12.mm用卡尺测量 2主 要 项 目 连接连接牢固,不缺件观察、手试 3扇的启闭启闭力≦50n用拉力计测试 4附件安装 位置正确、齐全牢固、保 证使用要求 观察、手试 5 一 般 项 目 门窗槽口 宽度b(mm) ≦2000,±2.0用卷尺测量 >2000,±2.5上同 6 门窗槽口 宽度h(mm) ≦2000,±2.0上同 >200
成品检验报告(铝合金门窗)
格式:pdf
大小:29KB
页数:1P
4.7
成品检验报告(铝合金门窗)表号:qr-8.2.4-05 产品名称批号 工艺单号数量 检验项目要求检验方法检验结果单项结论 1外观 产品表面无铝屑、毛刺、油污或其它污迹 目测 密封胶缝应连续、平滑、连接处无外溢的胶粘剂 密封胶条安装到位,四角镶嵌可靠,无脱开现象 门窗框扇铝合金型材表面没有明显的色差、凹凸 不平、划伤、擦伤、碰伤等缺陷 玻璃表面无明显色差、划痕和擦伤 2 表面擦 伤、划伤 (1个玻 璃分格 内) 深度不大于表面处理层厚度目测 擦伤总面积mmz≤300目测 划伤总长度mm≤100目测 擦伤和划伤处数≤3目测 3 门窗及框 扇装配尺 寸偏差 门窗宽度、高 度构造内侧 尺寸 <2000mm±1.5卷尺 ≥2000mm<3500mm±2.0卷尺 ≥3500mm±2.5卷尺 门窗宽度、高 度构造内
铝合金门窗框成品检验作业指导书最新文档

铝合金门窗安装作业指导书 (2)
格式:pdf
大小:162KB
页数:15P
4.4
建筑公司作业指导书铝合金门窗安装no:12-3 第2版第0次修改第1页共15页 铝合金门窗安装 1适用范围 适用于鸿艺建筑公司承建的工业与民用建筑的铝合金门窗的安装工艺。 2施工准备 2.1材料准备 2.1.1铝合金门窗的规格、型号应符合设计要求,五金配件配套齐全,并 具有出厂合格证、材质检验报告书并加盖厂家印章。 2.1.2铝合金门窗应进行抗风压、空气渗透和雨水渗透三项性能的检验, 其各项性能应符合设计要求和有关标准的规定。 2.1.3防腐材料、填缝材料、密封材料、防锈漆、铁纱(或铝纱)、压纱条、 水泥、砂、连接板等应符合设计要求和有关标准的规定,且应有产品的出厂合格 证。 2.1.4密封条的规格、型号应符合设计要求,胶粘剂应与密封条的材质相 匹配,且具有产品的出厂合格证。 2.1.5进场前应对铝合金门窗进行验收检查,不合格者不准
铝合金门窗施工作业指导书 (3)
格式:pdf
大小:35KB
页数:18P
4.5
-1- 铝合金门窗施工作业指导书 装饰工程中,使用铝型材制作门、窗较为普遍。尽管铝合金门窗的大小尺 寸及式样有所不同,但同类铝门窗采用的铝型材相同,所采用的施工方法也相 同。目前常用的铝型材有868系列推拉窗铝材和38系列平开窗铝材,铝合金 门通常用46、70系列门扇铝材和铝扁方型材作门框,两者共同组成铝合金门。 下面将具体介绍铝合金门、窗的制作和安装方法。 一、铝合金窗的制作材料和安装准备 1、铝合金窗的组成材料 铝合窗分为推拉窗和平开窗两类,所使用的铝合金型材规格完全不同, 所采用的五金配件也完全不同。 (1)推拉窗的主要组成材料: 窗框部分有:上滑道、下滑道和两侧的边封所组成,这三种均为铝合金型 材。 窗扇部分有:上横、下横、边框和带钩边框四种,均为铝合金型材。以及 密封边的两种毛条。 推拉窗五金件主要有:装于窗扇下横之中的导轨滚轮,装于窗扇边框上的 窗扇钩锁。
铝合金门窗生产作业指导书要点
格式:pdf
大小:99KB
页数:12P
4.4
南京煜典幕墙科技有限公司生产管理 铝合金门窗生产作业指导书 目的: 为规范生产工艺标准、完善工序衔接管理,员工统一掌握生产岗位专业技能知识, 产品在工序生产过程中能熟知的标准要求,强化自检合格率、质量意识的全面提升,达 到规范化、标准化作业的要求,制定本作业指导书。 范围: 适用于车间每道工序的生产管理及检验。 工艺标准流程 铝合金门窗加工工艺流程,依次对锯切下料工序、机加工(铣、冲、钻)工序、组装(接 中挺、装五金件、胶条、组角、成框)等工序进行制定。 1.型材锯切下料工序检验 铝合金型材锯切下料工序是铝合金窗生产的重要工序,是关键质量控制点,应保证 锯切下料后的杆件质量处于受控状态。所以铝型材经切割机锯切下料后,必须对锯切加工后的杆件严 格进行检验,并使尺寸误差控制在允许范围内。 1)检验项目及质量要求 a.下料后型材长度(l)≤2000mm时,尺寸允许偏差为±0.3mm;>
铝合金门窗安装作业指导书 (3)
格式:pdf
大小:16KB
页数:4P
4.5
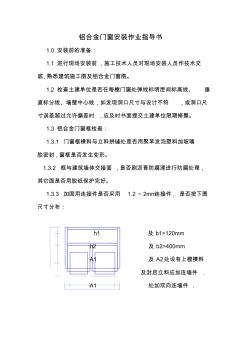
铝合金门窗安装作业指导书 1.0安装前的准备: 1.1进行现场安装前,施工技术人员对现场安装人员作技术交 底,熟悉建筑施工图及铝合金门窗图。 1.2检查土建单位是否在每樘门窗处弹线标明层间标高线、垂 直标分线、墙壁中心线,如发现洞口尺寸与设计不符,或洞口尺 寸误差超过允许偏差时,应及时书面提交土建单位限期修整。 1.3铝合金门窗框检查: 1.3.1门窗框横料与立料拼缝处是否用聚苯发泡塑料加玻璃 胶密封,窗框是否发生变形。 1.3.2框与建筑墙体交接面,是否刷沥青防腐漆进行防腐处理, 其它面是否用胶纸保护完好。 1.3.3加固用连接件是否采用1.2~2mm连接件,是否按下图 尺寸分布: h1及b1>120mm h2及b2>
铝合金门窗安装作业指导书
格式:pdf
大小:56KB
页数:4P
4.4
编号: 作业指导书 使用单位:安装班 铝合金门窗安装作业指导书 编制人审核人批准人 日期日期日期 修改概要 修改号修改内容概要修改人审核人批准日期 铝合金门窗安装作业指导书 1.0安装前的准备: 1.1进行现场安装前,施工技术人员对现场安装人员作技术交底, 熟悉建筑施工图及铝合金门窗图。 1.2检查土建单位是否在每樘门窗处弹线标明层间标高线、垂直标 分线、墙壁中心线,如发现洞口尺寸与设计不符,或洞口尺寸误差超 过允许偏差时,应及时书面提交土建单位限期修整。 1.3铝合金门窗框检查: 1.3.1门窗框横料与立料拼缝处是否用聚苯发泡塑料加玻璃胶密 封,窗框是否发生变形。 1.3.2框与建筑墙体交接面,是否刷沥青防腐漆进行防腐处理,其 它面是否用胶纸保护完好。 1.3.3加固用连接件是否采用1.2~2mm连接件,是否按

铝合金门窗工程作业指导书
格式:pdf
大小:75KB
页数:12P
4.7
1 铝合金门窗工程作业指导书 单位:中铁十局第八工程公司 2 目录 1.适用范围................................................................................1 2.作业准备................................................................................1 3.技术要求................................................................................2 4.施工程序与工艺流程............................................................3 5.施工要求.....
铝合金门窗施工作业指导书 (2)
格式:pdf
大小:22KB
页数:2P
4.6
杭州宏盛咨询公司 铝合金门窗施工作业指导书 qx-zy-2002-11 1主题内容与适用范围 本标准规定了铝合金门窗安装工艺 本标准适用于杭州宏盛咨询公司一般工业与民用建筑中的各类铝合金门窗安装。 2一般规定 2.1各种系列的铝合金门窗用材必须符合设计和国家质量标准。 2.2铝合金门窗应符合设计要求,成品必须要有产品合格证。 2.3铝合金表面应洁净,大面无划痕、碰伤、锈蚀;涂膜大面平整光滑,厚度均匀,无气 孔,颜色必须一致。 2.4机具准备 除常用工具外,应增加金属切割机、小型焊机、电钻、冲击钻、射钉枪、拉铆枪等。 3施工作业条件 3.1结构施工中门窗洞口、混凝土墙、梁底埋件位置应准确符合设计要求。 3.2外墙刮糙完,室内门窗樘得内墙、地坪刮糙完。 4施工操作工艺 4.1弹好水平、垂直线,同一型号位置的窗应从高层统一挂线定位。 4.2铝合金门窗装入洞口应横平竖直,外框与洞口
铝合金门窗生产作业指导书 (2)
格式:pdf
大小:98KB
页数:12P
4.4
铝合金门窗生产作业指导书 目的: 为规范生产工艺标准、完善工序衔接管理,员工统一掌握生产岗位专业技能知识, 产品在工序生产过程中能熟知的标准要求,强化自检合格率、质量意识的全面提升,达 到规范化、标准化作业的要求,制定本作业指导书。 范围: 适用于车间每道工序的生产管理及检验。 工艺标准流程 铝合金门窗加工工艺流程,依次对锯切下料工序、机加工(铣、冲、钻)工序、组装 (接中挺、装五金件、胶条、组角、成框)等工序进行制定。 1.型材锯切下料工序检验 铝合金型材锯切下料工序是铝合金窗生产的重要工序,是关键质量控制点,应保证 锯切下料后的杆件质量处于受控状态。所以铝型材经切割机锯切下料后,必须对锯切加工后的杆件严 格进行检验,并使尺寸误差控制在允许范围内。 1)检验项目及质量要求 a.下料后型材长度(l)≤2000mm时,尺寸允许偏差为±0.3mm;>2000mm时,尺寸允 许偏差为±
铝合金门窗生产作业指导书要点精品资料
格式:pdf
大小:98KB
页数:12P
4.4
铝合金门窗生产作业指导书 目的: 为规范生产工艺标准、完善工序衔接管理,员工统一掌握生产岗位专业技能知识, 产品在工序生产过程中能熟知的标准要求,强化自检合格率、质量意识的全面提升,达 到规范化、标准化作业的要求,制定本作业指导书。 范围: 适用于车间每道工序的生产管理及检验。 工艺标准流程 铝合金门窗加工工艺流程,依次对锯切下料工序、机加工(铣、冲、钻)工序、组装(接 中挺、装五金件、胶条、组角、成框)等工序进行制定。 1.型材锯切下料工序检验 铝合金型材锯切下料工序是铝合金窗生产的重要工序,是关键质量控制点,应保证 锯切下料后的杆件质量处于受控状态。所以铝型材经切割机锯切下料后,必须对锯切加工后的杆件严 格进行检验,并使尺寸误差控制在允许范围内。 1)检验项目及质量要求 a.下料后型材长度(l)≤2000mm时,尺寸允许偏差为±0.3mm;>2000mm时,尺寸允 许偏差为±
铝合金门窗生产作业指导书
格式:pdf
大小:65KB
页数:12P
4.4
铝合金门窗生产作业指导书 目的: 为规范生产工艺标准、完善工序衔接管理,员工统一掌握生产岗位专业技能知识, 产品在工序生产过程中能熟知的标准要求,强化自检合格率、质量意识的全面提升,达 到规范化、标准化作业的要求,制定本作业指导书。 范围: 适用于车间每道工序的生产管理及检验。 工艺标准流程 铝合金门窗加工工艺流程,依次对锯切下料工序、机加工(铣、冲、钻)工序、组装(接 中挺、装五金件、胶条、组角、成框)等工序进行制定。 1.型材锯切下料工序检验 铝合金型材锯切下料工序是铝合金窗生产的重要工序,是关键质量控制点,应保证 锯切下料后的杆件质量处于受控状态。所以铝型材经切割机锯切下料后,必须对锯切加工后的杆件严 格进行检验,并使尺寸误差控制在允许范围内。 1)检验项目及质量要求 a.下料后型材长度(l)≤2000mm时,尺寸允许偏差为±0.3mm;>2000mm时,尺寸允 许偏差为±
铝合金门窗框成品检验作业指导书相关
文辑推荐
知识推荐
百科推荐


职位:水土保持工程师
擅长专业:土建 安装 装饰 市政 园林


