

铝合金烤漆工艺
格式:pdf
大小:22KB
页数:3P
人气 :84
 4.6
4.6
烤漆工艺 铝基体烤漆工艺的流程主要分为前处理、底漆涂装、配漆、面漆涂装、罩光 漆涂装等。 一. 前处理 前处理的目的是为了得到良好的涂层, 由于以上的冲压件在制造、 加工搬运、 保存期间会有油脂,氧化物锈皮,灰尘,锈及腐蚀物等在表面上,若不去除将直 接影响到涂膜的性能,外观等,所以前处理在涂装工艺中占有极为重要的地位。 其过程主要包括 1 除油; 2 水洗; 3 除锈; 4 水洗; 5 烘干。 1.1除油 主要有矿物油、润滑脂、动、植物油脂,比如操作与搬运过程中用手摸等油 脂使绝大多数涂料的附着力严重下降, 并影响它们的干燥, 也使涂层的硬度和光 泽度降低。以碱溶液除去工件上之油污,主要的碱为 NaOH,NaHCO3 等等混合 而成;可以买到专门的脱脂粉,然后配制成水溶液;肥皂的皂化作用; 1.2水洗 以清水漂洗,以免前一工序中的溶液污染到下一工序。 清水必须是活的 (流 动的)。 1.3



烤漆工艺
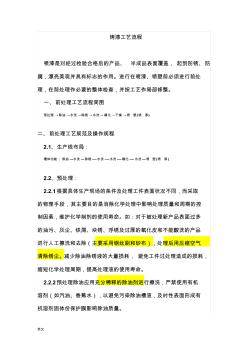
烤漆工艺 喷漆是对经过检验合格后的产品、半成品表面覆盖,起到防锈、防 腐,漂亮美观并具有标志的作用。进行在喷漆、喷塑前必须进行前处 理,在前处理作必要的整体检查,并按工艺作局部修整。 一、前处理工艺流程简图 预处理→除油→水洗→除锈→水洗→磷化→干燥→喷塑(喷漆) 二、前处理工艺规范及操作规程 2.1、生产线布局: 槽体功能:除油---水洗---除锈----水洗----水洗----磷化----水洗---喷塑(喷漆) 2.2、预处理: 2.2.1根据具体生产现场的条件及处理工件表面状况不同,而采取 的物理手段,其主要目的是消除化学处理中影响处理质量和周期的控 制因素,维护化学制剂的使用寿命。如:对于被处理新产品表面过多 的油污、灰尘、铁屑、块锈、浮锈及过厚的氧化皮和不能酸洗的产品 进行人工擦洗和去除(主要采用钢丝刷和砂布),处理后用压缩空气 清除锈尘

编辑推荐下载


烤漆工艺标准培训
格式:pdf
大小:985KB
页数:4P
4.5
页次 编号 版本 烤漆工艺标准培训 1of4 102 a 核 准审 核制 定 1.目的: 为提高大家对烤漆产品的认识度。 2.适用范围: 适用于本公司所有漆产品之质量管控。 3.权责: 由qe制订,各单位配合执行。 4.定义: 企业教育训练 页次 编号 版本 烤漆工艺标准培训 2of4 102 a 核 准审 核制 定 5.内容: 5.1烤漆的制造流程: 企业教育训练 上挂品检预脱脂 烘干 皮膜表调喷雾水 洗 水洗 主脱脂 后修补 喷火 disk1 喷涂 disk2 喷涂 转挂水洗 前修补 品检主热炉 烘干 喷点预热烘 入库装箱包装下挂 页次 编号 版本a 5.2.1前处理时铁材镀锌不可被破坏或表面有异色、杂物。 5.2.2正面掉漆,气泡,杂质,压伤,刮伤10c㎡内只能有一点;
铝合金烤漆工艺热门文档
金属件烤漆工艺流程
格式:pdf
大小:9KB
页数:3P
4.6
一、底材:? 五金件烤漆的底材有: ?冷轧钢板冲压件或板材? 镀锌钢板冲压件或板材 ?镁合金冲压件或板材? 铝合金冲压件或板材? 不过烤漆工艺是大同小异的 ?二、五金烤漆流程:? 前处理→.烘干→底漆涂装→烘烤→面漆涂装→烘烤→检查→包装? 三、表面预处理:? (1)1?除油;2?水洗;3?除锈;4?水洗;5?表调;6?水洗;7?磷化;8?水洗;9?水洗;10? 烘干;? (2)前处理的目的与重要性:? 前处理的目的是为了得到良好的涂层,由于以上的冲压件在制造、加工搬运、保存期间会 有油脂,氧化物锈皮,灰尘,锈及腐蚀物等在表面上,若不去除将直接影响到涂膜的性能, 外观等,所以前处理在涂装工艺中占有极为重要的地位。?? (3)前处理的意义:? ????涂装前处理与涂布、干燥为涂装工艺三大主要工序,其中涂装前处理是基础工序,它对 整个涂层质量、涂
金属件烤漆工艺流程()
格式:pdf
大小:11KB
页数:6P
4.8
金属件烤漆工艺流程 一、底材:? 五金件烤漆的底材有: ?冷轧钢板冲压件或板材? 镀锌钢板冲压件或板材 ?镁合金冲压件或板材? 铝合金冲压件或板材? 不过烤漆工艺是大同小异的 ?二、五金烤漆流程:? 前处理→.烘干→底漆涂装→烘烤→面漆涂装→烘烤→检查→包装? 三、表面预处理:? (1)1?除油;2?水洗;3?除锈;4?水洗;5?表调;6?水洗;7?磷化;8?水洗;9? 水洗;10?烘干;? (2)前处理的目的与重要性:? 前处理的目的是为了得到良好的涂层,由于以上的冲压件在制造、加工搬运、保 存期间会有油脂,氧化物锈皮,灰尘,锈及腐蚀物等在表面上,若不去除将直接 影响到涂膜的性能,外观等,所以前处理在涂装工艺中占有极为重要的地位。?? (3)前处理的意义:? ????涂装前处理与涂布、干燥为涂装工艺三大主要工序,其中
烤漆工艺流程及特殊工艺改善
格式:pdf
大小:98KB
页数:10P
4.7
烤漆工艺 喷漆是对经过检验合格后的产品、半成品表面覆盖,起到防锈、防 腐,漂亮美观并具有标志的作用。进行在喷漆、喷塑前必须进行前处 理,在前处理作必要的整体检查,并按工艺作局部修整。 一、前处理工艺流程简图 预处理→除油→水洗→除锈→水洗→磷化→干燥→喷塑(喷漆) 二、前处理工艺规范及操作规程 2.1、生产线布局: 槽体功能:除油---水洗---除锈----水洗----水洗----磷化----水洗---喷塑(喷漆) 2.2、预处理: 2.2.1根据具体生产现场的条件及处理工件表面状况不同,而采取 的物理手段,其主要目的是消除化学处理中影响处理质量和周期的控 制因素,维护化学制剂的使用寿命。如:对于被处理新产品表面过多 的油污、灰尘、铁屑、块锈、浮锈及过厚的氧化皮和不能酸洗的产品 进行人工擦洗和去除(主要采用钢丝刷和砂布),处理后用压缩空气 清除锈尘。
烤漆线铝合金通用工艺(powderpainting)
格式:pdf
大小:72KB
页数:4P
4.7
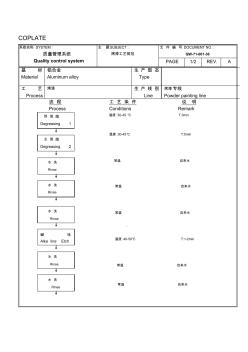
coplate 系统名称system: 质量管理系统 qualitycontrolsystem 主题subject: 烤漆工艺规范 文件编号documentno.: qw-71-001-36 page1/2rev.a 基材 material 铝合金 aluminumalloy 生产型态 type 工艺 process 烤漆生产线别 line 烤漆专线 powderpaintingline 流程工艺条件说明 processconditionsremark 温度:30-45℃t:3min 温度:30-45℃t:5min 常温自来水 常温自来水 常温自来水 : 温度:40-50℃t:1-2min 常温自来水 常温自来水 预脫脂 degreasing1 水洗
烤漆工艺设计制作流程
格式:pdf
大小:91KB
页数:8P
4.4
范文 烤漆工艺流程 喷漆是对经过检验合格后的产品、半成品表面覆盖,起到防锈、防 腐,漂亮美观并具有标志的作用。进行在喷漆、喷塑前必须进行前处 理,在前处理作必要的整体检查,并按工艺作局部修整。 一、前处理工艺流程简图 预处理→除油→水洗→除锈→水洗→磷化→干燥→喷塑(喷漆) 二、前处理工艺规范及操作规程 2.1、生产线布局: 槽体功能:除油---水洗---除锈----水洗----水洗----磷化----水洗---喷塑(喷漆) 2.2、预处理: 2.2.1根据具体生产现场的条件及处理工件表面状况不同,而采取 的物理手段,其主要目的是消除化学处理中影响处理质量和周期的控 制因素,维护化学制剂的使用寿命。如:对于被处理新产品表面过多 的油污、灰尘、铁屑、块锈、浮锈及过厚的氧化皮和不能酸洗的产品 进行人工擦洗和去除(主要采用钢丝刷和砂布),处理后用压缩
铝合金烤漆工艺精华文档
钢琴烤漆工艺
格式:pdf
大小:11KB
页数:6P
4.5
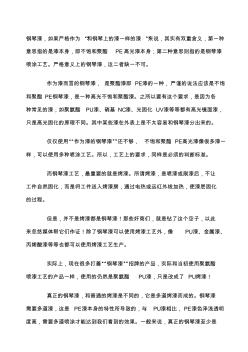
钢琴漆,如果严格作为“和钢琴上的漆一样的漆”来说,其实有双重含义,第一种 意思指的是漆本身,即不饱和聚酯pe高光漆本身;第二种意思则指的是钢琴漆 喷涂工艺。严格意义上的钢琴漆,这二者缺一不可。 作为漆而言的钢琴漆,是聚酯漆即pe漆的一种,严谨的说法应该是不饱 和聚酯pe钢琴漆,是一种高光不饱和聚酯漆。之所以要有这个要求,是因为各 种常见的漆,如聚氨酯pu漆、硝基nc漆、光固化uv漆等等都有高光镜面漆, 只是高光固化的原理不同。其中某些漆在外表上是不太容易和钢琴漆分出来的。 仅仅使用“作为漆的钢琴漆”还不够,不饱和聚酯pe高光漆像很多漆一 样,可以使用多种喷涂工艺。所以,工艺上的要求,同样是必须的判断标准。 而钢琴漆工艺,最重要的就是烤漆。所谓烤漆,是喷漆或刷漆后,不让 工件自然固化,而是将工件送入烤漆房,通过电热或远红外线加热,使漆层固化 的过程。 但是,并不是烤漆都
烤漆工艺流程(终)
格式:pdf
大小:53KB
页数:5P
4.8
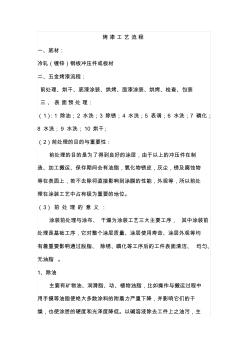
烤漆工艺流程 一、底材: 冷轧(镀锌)钢板冲压件或板材 二、五金烤漆流程: 前处理、烘干、底漆涂装、烘烤、面漆涂装、烘烤、检查、包装 三、表面预处理: (1):1除油;2水洗;3除锈;4水洗;5表调;6水洗;7磷化; 8水洗;9水洗;10烘干; (2)前处理的目的与重要性: 前处理的目的是为了得到良好的涂层,由于以上的冲压件在制 造、加工搬运、保存期间会有油脂,氧化物锈皮,灰尘,锈及腐蚀物 等在表面上,若不去除将直接影响到涂膜的性能,外观等,所以前处 理在涂装工艺中占有极为重要的地位。 (3)前处理的意义: 涂装前处理与涂布、干燥为涂装工艺三大主要工序,其中涂装前 处理是基础工序,它对整个涂层质量、涂层使用寿命、涂层外观等均 有着重要影响通过脱脂、除锈、磷化等工序后的工件表面清洁、均匀、 无油脂。 1、除油 主要有矿物油、润滑
汽车烤漆工艺流程
格式:pdf
大小:7KB
页数:4P
4.4
浦沅50吨吊车喷漆工艺流程 车牌号:;车架号: 一、底材。车辆底材有:车身钢、塑钢等板材。首先由钣金技师对车 局部变形部位进行整形校正; 二、喷漆流程: 前处理→修整→底漆涂装→面漆涂装→补漆→检查→完工 三、前处理: 前处理的目的与重要性: 前处理的目的是为了得到良好的涂层,由于车体在工作过程中会有油 脂,氧化物锈皮,灰尘,锈及腐蚀物等在表面上,若不去除将直接影 响到涂膜的性能,外观等,所以前处理在涂装工艺中占有极为重要的 地位。 前处理的意义: 涂装前处理与涂布、干燥为涂装工艺三大主要工序,其中涂装前处理 是基础工序,它对整个涂层质量、涂层使用寿命、涂层外观等均有着 重要影响。 通过脱脂、除锈等工序后的工件表面清洁、均匀、无油脂。 1、除油: 主要有矿物油、润滑脂等,比如操作与工作过程中用手摸等油脂使绝 大多数涂料的附着力严重下降,并影响它们的干燥,也使涂层的硬

五金件烤漆工艺流程
格式:pdf
大小:177KB
页数:14P
4.7
五金件烤漆工艺流程 一、底材: 五金件烤漆的底材有: 冷轧钢板冲压件或板材 镀锌钢板冲压件或板材 镁合金冲压件或板材 铝合金冲压件或板材 不过烤漆工艺是大同小异的 二、五金烤漆流程: 前处理?.烘干?底漆涂装?烘烤?面漆涂装?烘烤?检查?包装 三、表面预处理: (1)1除油;2水洗;3除锈;4水洗;5表调;6水洗;7磷化;8水洗;9水洗;10烘干; (2)前处理的目的与重要性: 前处理的目的是为了得到良好的涂层,由于以上的冲压件在制造、加工搬运、保存期间会有油脂,氧 化物锈皮,灰尘,锈及腐蚀物等在表面上,若不去除将直接影响到涂膜的性能,外观等,所以前处理 在涂装工艺中占有极为重要的地位。 (3)前处理的意义: 涂装前处理与涂布、干燥为涂装工艺三大主要工序,其中涂装前处理是基础工序,它对整个涂层质 量、涂层使用寿命、涂层外观等均有着重要
铝合金烤漆工艺最新文档
 工艺那些事儿 钢琴烤漆工艺与IT产品
工艺那些事儿 钢琴烤漆工艺与IT产品 工艺那些事儿 钢琴烤漆工艺与IT产品
格式:pdf
大小:927KB
页数:4P
4.5
多元化的取材、更奇思妙想的思维、更多意想不到的惊喜。从本期开始,我们将陆续为大家介绍工艺.如今走进电脑城.往往最先被震撼的是视觉。为什么现在的it产品变得五光十色,为什么拥有钢琴烤漆、金属拉丝做工的产品令人爱不释手,你有一双识别真假钢琴烤漆工艺的慧眼吗?读完本期,你的疑惑都将一一解开。


烤漆工艺(20201030122208)
格式:pdf
大小:26KB
页数:13P
4.5
烤漆工艺 一、工艺: a、烤漆:在基材上打三遍底漆、四遍面漆,每上一遍漆,都送入无尘衡温烤房,烘烤。 b、喷漆:在基材上磨呢子,再在上面喷上漆,自然晾干。 二、漆膜。 做法:用手摸烤漆门板的四边棱角,是否光滑、凭证;观察棱角的颜色,是否与门板颜色相同。 对比:a、烤漆:棱角光滑、颜色相同。证明漆膜均匀,色彩饱满。 b、喷漆:棱角部分毛糙,颜色比门板浅。证明漆膜不均匀,色彩不饱满: 三、纹路。 做法:对照光线,看烤漆门板表面,是否有桔皮现象。 对比:a、烤漆:门板表面光滑,无纹路、桔皮现象。 b、喷漆:门板表面有纹路,不光滑,有桔皮现象。 四、表面。 做法:用手摸烤漆门板表面,是否有尘粒、气泡。 对比:a、烤漆:门板表面平整、光滑。$_gwo2 b、喷漆:门板表面有颗粒物,不光滑,触摸有异感。 五、耐磨。 做法:用硬物击
烤漆工艺(20201030122931)
格式:pdf
大小:24KB
页数:4P
4.5
第1页共4页 喷涂 静电喷涂是利用高压静电电场使带负电的涂料微粒沿着电场相反的方向定 向运动,并将涂料微粒吸附在工件表面的一种喷涂方法。静电喷涂设备由喷枪、 喷杯以及静电喷涂高压电源等组成。 静电喷涂的工作原理: 工作时静电喷涂的喷枪或喷盘、喷杯,涂料微粒部分接负极,工件接正极并接 地,在高 压电源的高电压作用下,喷枪(或喷盘、喷杯)的端部与工件之间就形成一个 静电场。涂料微粒所受到的电场力与静电场的电压和涂料微粒的带电量成正 比,而与喷枪和工件间的距离成反比,当电压足够高时,喷枪端部附近区域形 成空气电离区,空气激烈地离子化和发热,使喷枪端部锐边或极针周围形成一 个暗红色的晕圈,在黑暗中能明显看见,这时空气产生强烈的电晕放电。 涂料中的成膜物即树脂和颜料等大多数是由高分子有机化合物组成,多为 导电的电介质,溶剂形涂料除成膜物外还有有机溶剂、助溶剂、固化剂、静电 稀释剂、及

什么是t型烤漆龙骨?和铝合金龙骨的区别?
格式:pdf
大小:14KB
页数:2P
4.6
装修知识常识,希望对您有帮助,谢谢 知识常识分享 什么是t型烤漆龙骨?和铝合金龙骨的区 别? 导读:本文介绍在房屋装修,主材选购的一些知识事项,如果 觉得很不错,欢迎点评和分享。 龙骨因可以用来支撑造型、固定建筑结构而广泛应用于 宾馆、候机楼、客运站、车站、剧场、商场、工厂、楼、旧 建筑建筑改造、室内装修设置、顶棚等场所。下面小编将为 大家介绍什么是t型烤漆龙骨以及它和铝合金龙骨的区别。 什么是t型烤漆龙骨 日常中,所称的烤漆龙骨,即是指铁皮烤漆龙骨,铝合金 龙骨亦可称之为铝合金烤漆龙骨,但是为了方便,就少说了 几个字,就像美语一样,喜欢简称。所以烤漆龙骨则是指铁皮 烤漆龙骨,铝合金烤漆龙骨则称铝合金龙骨。 t型烤漆龙骨的特点有:防潮、防腐、不褪色;产品精度 高,主/次龙骨严格对称,紧密;承载能力强,不变形,不断裂; 安装便
铝合金消光电泳涂漆工艺原理
格式:pdf
大小:18KB
页数:2P
4.7
1.铝合金消光电泳涂漆工艺原理 铝合金的消光电泳涂漆是在阳极氧化膜的表面进行的。与光亮电泳类似,其生产工艺流 程如下: 除油→水洗→碱蚀→水洗→水洗→中和→水洗→阳极氧化→水洗→纯水洗→电解着色 →纯水洗→热纯水洗→纯水洗→电泳→ro1水洗→ro2水洗→滴干→预干→固化。 消光电泳与透明电泳基本一致,均是以铝型材作为阳极,在直流电的作用下,发生电化 学反应,带电荷的涂料粒子受电场的作用,向被涂物移动,使电泳涂料析出沉积在型材表面, 形成一层漆膜,整个反应包括电泳、电解、电沉积和电渗四个同时进行的过程。不同之处主 要包括电泳漆原料和生产工艺参数,消光电泳漆较光亮性电泳漆其分子量要大得多,一般在 70000—80000g/mol之间;另外,在工艺控制上,其电泳电压、槽液温度及电泳时间皆有区 别,通常情况下,对于同一色号料来说,消光电泳电压、时间及温度都要高于透明
烤漆
格式:pdf
大小:60KB
页数:8P
4.5
金属烤漆 分类 金属烤漆分为两大类,一类低温烤漆固化温度为140°-180°,另外 一类就称为高温烤漆,其固化温度为280°-400°。 高温烤漆 高温烤漆又名特氟龙(teflon)英文全称为polytetrafluoroetylene, 简称teflon、ptfe、f4等。特氟龙高性能特种涂料是以聚四氟乙烯 为基体树脂的氟涂料,英文名称为teflon,因为发音的缘故,通常又 被称之为铁氟龙、铁富龙、特富龙、特氟隆等等(皆为teflon的译 音)。特氟龙(铁氟龙)涂料是一种独一无二的高性能涂料,结合了 耐热性、化学惰性和优异的绝缘稳定性及低摩擦性,具有其他涂料无 法抗衡的综合优势,它应用的灵活性使得它能用于几乎所有形状和大 小的产品上。 结构 整个烤漆房为拼装式结构。房体采用子母插式保温喷塑墙板,密 封、保温性能好,房体侧面装有工作门,方便工作人员进出;铝合金
烤漆标准
格式:pdf
大小:100KB
页数:6P
4.7
精品 感谢下载载 1.0目的﹕ 1.1確保本公司之烤漆制品符合客戶要求 1.2提供品保人員檢測之依據﹐作為品保部與制造部門溝通之橋梁 2.0適用范圍﹕ 本公司所生產之烤漆制品 3.0定義﹕ 限度樣品﹕對于文字難以描述清楚或不易判定合格與不合格之外觀缺點﹐則以提供承認樣品圖 片供檢驗時作依據。 4.0責任﹕ 品保部﹑工程部負責此標准訂立﹐品保部負責維護及執行。 5.0檢驗條件﹕ 5.1檢驗環境﹕800lux以上 5.2檢驗距離﹕30~35cm 5.3檢驗時間﹕5~8second 5.4檢驗角度﹕正視或水平45度角 5.5檢驗依據﹕1>受訂通知單2>工令單3>bom4>樣品5>工程圖面6>工程變更單 7>檢驗標准(sip/sop)8>如客戶有特殊要求依聯絡單9>色板 5.6檢驗方式﹕依照mil-std-105elevel
铝合金烤漆工艺相关
文辑推荐
知识推荐
百科推荐


职位:消防预结算设计员
擅长专业:土建 安装 装饰 市政 园林


