

(铝合金窗)关键工序工艺质量控制点文件
格式:pdf
大小:28KB
页数:2P
人气 :84
 4.4
4.4
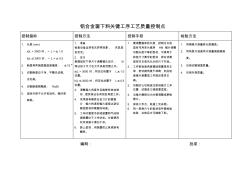
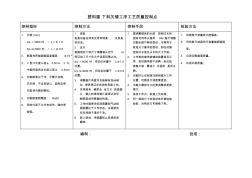
铝合金窗下料关键工序工艺质量控制点 控制指标 控制方法 控制手段 检验方法 1. 长度 (mm) a)L>3000 时,△ L=± 1.0 b)L≤3000 时,△ L=± 0.5 2. 断面角两端面垂直度偏差: ±15’ 3. 切割断面应干净、平整无切痕、 无毛刺。 4. 切割断面粗糙度: Ra50 5. 型材外观不允许有划伤、碰伤等 缺陷。 1. 准备 检查设备运转有无异常现象, 夹具是 否灵活。 2. 定尺 根据型材下料尺寸调整锯头定尺, 以 保证加工尺寸在允许误差范围之内。 a)L>3000 时,将定位块置于 L±1.0 位置。 b)L≤3000 时,将定位块置于 L±0.5 位置。 3. 调整锯片角度并且能够有效地制 动,使其保证在有效的角度工作。 4. 采用装有硬质合金刀片的圆锯 片,锯片转速和锯片直径达到切 割铝型材所需要的转速。 5. 工作时要使冷却液装置和气动排



13.(铝合金窗)关键工序工艺质量控制点
铝合金窗下料关键工序工艺质量控制点 控制指标控制方法控制手段检验方法 1.长度(mm) a)l>3000时,△l=±1.0 b)l≤3000时,△l=±0.5 2.断面角两端面垂直度偏差:±15’ 3.切割断面应干净、平整无切痕、 无毛刺。 4.切割断面粗糙度:ra50 5.型材外观不允许有划伤、碰伤等 缺陷。 1.准备 检查设备运转有无异常现象,夹具是 否灵活。 2.定尺 根据型材下料尺寸调整锯头定尺,以 保证加工尺寸在允许误差范围之内。 a)l>3000时,将定位块置于l±1.0 位置。 b)l≤3000时,将定位块置于l±0.5 位置。 3.调整锯片角度并且能够有效地制 动,使其保证在有效的角度工作。 4.采用装有硬质合金刀片的圆锯 片,锯片转速和锯片直径达到切 割铝型材所需要的转速。 5.工作时要使冷却液装置和气动排

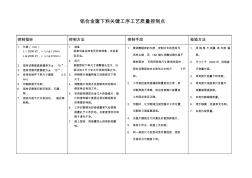
铝合金窗组角关键工序工艺质量控制点
铝合金窗组角关键工序工艺质量控制点 编号:jl-46-2009a 控制指标控制方法控制手段检验方法 1、组角紧密无间隙,每个组角处必 须打专用组角胶,组角型材端面应抹 胶,根据胶的性质,需要时,角码浸 水后涂胶; 2、槽口宽度、高度构造内侧尺寸之 差;<2000mm时,允许偏差为± 1.5mm;≥2000mm<3500mm时,允许 偏差为±2.0mm;≥3500mm时,允许 偏差为±2.5mm; 3、槽口宽度、高度构造内侧对边尺 寸之差;<2000mm时,允许偏差为≤ 2.0mm;≥2000mm<3500mm时,允许 偏差为≤3.0mm;≥3500mm时,允许 偏差为≤4.0mm; 4、框扇杆件接缝高低差≤0.3mm;组 角垂直度偏差-10′; 5、装饰面光洁无划伤,无残留胶迹, 毛刺等现象。 1、根据型材断面确定靠模、刀具位 臵; 2、气压达到要
编辑推荐下载
铝合金下料关键工序工艺质量控制点
格式:pdf
大小:16KB
页数:1P
4.7
铝合金窗下料关键工序工艺质量控制点 控制指标控制方法控制手段检验方法 1.长度(mm) l>2000时,△l=±1.0mm l≤2000时,△l=±0.5mm; 2.型材切割垂直度偏差为±10′; 3.型材切割角度偏差为±10′; 4.组角连接件下料尺寸偏差0.5 mm; 5.切割断面无毛刺; 6.型材切割面切削无粘连、无漏 削; 7.型材外观不允许有划伤、碰伤等 缺陷。 1.准备 检查设备运转有无异常现象,夹具是 否灵活。 2.定尺 根据型材下料尺寸调整锯头定尺,以 保证加工尺寸在允许误差范围之内。 3.用钢卷尺测量两锯口间距核对下料 尺寸。 4.调整锯片角度并且能够有效地制动, 使其保证有效工作。 5.采用装有硬质合金刀片的圆锯片,锯 片转速和锯片直径达到切割铝型材 所需要的转速。 6.工作时要使冷却液装置和气动排屑 装置处于工作状态
关键工序及关键质量控制点
格式:pdf
大小:24KB
页数:4P
4.5
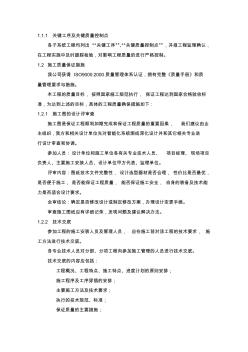
1.1.1关键工序及关键质量控制点 各子系统工程均列出“关键工序”、“关键质量控制点”,并报工程监理确认, 在工程实施中及时跟踪检验,对影响工程质量的进行严格控制。 1.2施工质量保证措施 我公司获得iso9000:2000质量管理体系认证,拥有完整《质量手册》和质 量管理要求与措施。 本工程的质量目标,按照国家施工规范执行,保证工程达到国家合格验收标 准,为达到上述的目标,具体的工程质量确保措施如下: 1.2.1施工图的设计评审查 施工图是保证工程顺利如期完成和保证工程质量的重要因素,我们建议由业 主组织,我方和相关设计单位先对智能化系统图纸深化设计并和其它相关专业进 行设计审查和协调。 参加人员:设计单位和施工单位各有关专业技术人员、项目经理、现场项目 负责人、主要施工安装人员、设计单位甲方代表、监理单位。 评审内容:图纸技术文件完整性,设计选型器材是否合理,性价
铝合金窗关键工序工艺质量控制点热门文档
铝合金关键工序质量控制点及检验记录
格式:pdf
大小:26KB
页数:2P
4.8
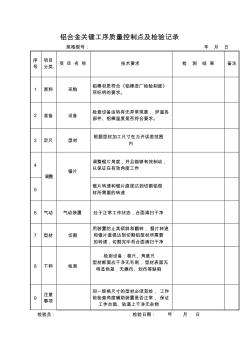
铝合金关键工序质量控制点及检验记录 规格型号:年月日 序 号 项目 分类 项目名称技术要求检测结果备注 1原料采购 铝棒材质符合《铝棒进厂检验制度》 所标明的要求。 2准备设备 检查设备运转有无异常现象,炉温各 部件、铝棒温度是否符合要求。 3定尺型材 根据型材加工尺寸在允许误差范围 内 4 调整 锯片 调整锯片角度,并且能够有效制动, 以保证在有效角度工作 5 锯片转速和锯片直径达到切割铝型 材所需要的转速 6气动气动装置处于正常工作状态,台面清扫干净 7型材切割 用装置防止其倾斜和翻转,据片转速 和锯片直径达到切割铝型材所需要 的转速,切割完毕将台面清扫干净 8下料检测 检测设备:卷尺、角度尺 型材断面应干净无毛刺,型材表面无 明显色差,无擦伤、划伤等缺陷 9 注意 事项 同一规格尺寸的型材必须首检,工作 前检查角度辅助装置
浅析铝合金窗关键质量控制点的选择及控制程序)
格式:pdf
大小:71KB
页数:5P
4.4
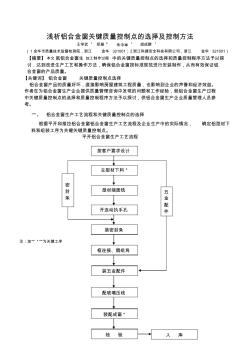
浅析铝合金窗关键质量控制点的选择及控制方法 王学武1郑展2朱中举 1.胡成群1 (1金华市质量技术监督检测院,浙江金华321001;2浙江科捷安全科技有限公司,浙江金华321001) 【摘要】本文就铝合金窗生加工制作过程中的关键质量控制点的选择和质量控制程序方法予以探 讨,达到改进生产工艺和操作方法,确保铝合金窗按标准规范进行安装制作,从而有效保证铝 合金窗的产品质量。 【关键词】铝合金窗关键质量控制点选择 铝合金窗产品的质量好坏,直接影响房屋建筑工程质量,也影响到企业的声誉和经济效益。 作者在为铝合金窗生产企业提供质量管理咨询中发现的问题和工作经验,就铝合金窗生产过程 中关键质量控制点的选择和质量控制程序方法予以探讨,供铝合金窗生产企业质量管理人员参 考。 一、铝合金窗生产工艺流程和关键质量控制点的选择 根据平开和推拉铝合金窗铝合金窗生产工艺流程及企业生
 浅析铝合金窗关键质量控制点的选择及控制方法
浅析铝合金窗关键质量控制点的选择及控制方法 浅析铝合金窗关键质量控制点的选择及控制方法
格式:pdf
大小:223KB
页数:3P
4.5
本文就铝合金窗加工制作过程中的关键质量控制点的选择和质量控制程序方法予以探讨,以期达到改进生产工艺和操作方法,确保铝合金窗按标准规范进行安装制作,从而有效保证铝合金窗的产品质量的目的。
关键工序质量控制点要求
格式:pdf
大小:18KB
页数:1P
4.5
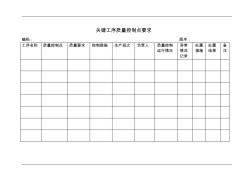
关键工序质量控制点要求 编码:版本: 工序名称质量控制点质量要求控制措施生产班次负责人质量控制 运行情况 异常 情况 记录 处置 措施 处置 结果 备 注
关键工序质量控制点记录
格式:pdf
大小:146KB
页数:7P
4.4
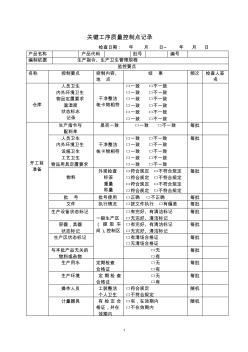
1 关键工序质量控制点记录 检查日期:年月日~年月日 产品名称产品代码批号编号 编制依据生产指令、生产卫生管理规程 监控要点 名称控制要点控制内容、 地点 结果频次检查人签 名 仓库 人员卫生 内外环境卫生 物品定置要求 温湿度 状态标志 记录 干净整洁 帐卡物相符 □一致□不一致 □一致□不一致 □一致□不一致 □一致□不一致 □一致□不一致 □一致□不一致 开工前 准备 生产指令与 配料单 是否一致□一致□不一致每批 人员卫生 内外环境卫生 设施卫生 工艺卫生 物品用具定置要求 干净整洁 帐卡物相符 □一致□不一致 □一致□不一致 □一致□不一致 □一致□不一致 □一致□不一致 每批 物料 外观检查 标签 重量 称量 □符合规定□不符合规定 □符合规定□不符合规定 □符合规定□不符合规定 □符合规定□不符合规定 每批
铝合金窗关键工序工艺质量控制点精华文档
塑料窗关键工序质量控制点
格式:pdf
大小:16KB
页数:3P
4.7
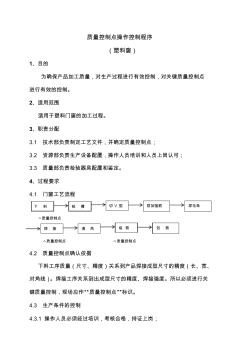
质量控制点操作控制程序 (塑料窗) 1、目的 为确保产品加工质量,对生产过程进行有效控制,对关键质量控制点 进行有效的控制。 2、适用范围 适用于塑料门窗的加工过程。 3、职责分配 3.1技术部负责制定工艺文件,并确定质量控制点; 3.2资源部负责生产设备配置,操作人员培训和人员上岗认可; 3.3质量部负责检验器具配置和鉴定。 4、过程要求 4.1门窗工艺流程 △质量控制点 △质量控制点△质量控制点 4.2质量控制点确认依据 下料工序质量(尺寸、精度)关系到产品焊接成型尺寸的精度(长、宽、 对角线)。焊接工序关系到出成型尺寸的精度、焊接强度。所以必须进行关 键质量控制,现场应作“质量控制点”标识。 4.3生产条件的控制 4.3.1操作人员必须经过培训,考核合格,持证上岗; 下料铣槽切v型穿加强筋穿毛条 焊接清角组装包装 4.3.2车间环境应符
最新关键工序及关键质量控制点资料
格式:pdf
大小:24KB
页数:4P
4.6
精品文档 精品文档 1.1.1关键工序及关键质量控制点 各子系统工程均列出“关键工序”、“关键质量控制点”,并报工程监理确认, 在工程实施中及时跟踪检验,对影响工程质量的进行严格控制。 1.2施工质量保证措施 我公司获得iso9000:2000质量管理体系认证,拥有完整《质量手册》和质 量管理要求与措施。 本工程的质量目标,按照国家施工规范执行,保证工程达到国家合格验收标 准,为达到上述的目标,具体的工程质量确保措施如下: 1.2.1施工图的设计评审查 施工图是保证工程顺利如期完成和保证工程质量的重要因素,我们建议由业 主组织,我方和相关设计单位先对智能化系统图纸深化设计并和其它相关专业进 行设计审查和协调。 参加人员:设计单位和施工单位各有关专业技术人员、项目经理、现场项目 负责人、主要施工安装人员、设计单位甲方代表、监理单位。 评审内容:图纸技术文件完整性,设计选型
铝合金关键工序质量控制点检验记录
格式:pdf
大小:39KB
页数:2P
4.4
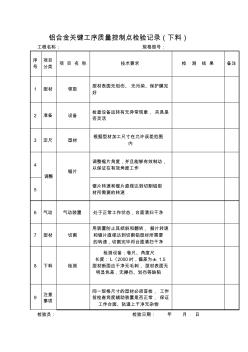
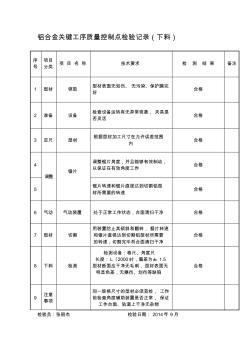
铝合金关键工序质量控制点检验记录(下料) 工程名称:规格型号: 序 号 项目 分类 项目名称技术要求检测结果备注 1型材领取型材表面无划伤、无污染、保护膜完 好 2准备设备 检查设备运转有无异常现象,夹具是 否灵活 3定尺型材 根据型材加工尺寸在允许误差范围 内 4 调整 锯片 调整锯片角度,并且能够有效制动, 以保证在有效角度工作 5 锯片转速和锯片直径达到切割铝型 材所需要的转速 6气动气动装置处于正常工作状态,台面清扫干净 7型材切割 用装置防止其倾斜和翻转,据片转速 和锯片直径达到切割铝型材所需要 的转速,切割完毕将台面清扫干净 8下料检测 检测设备:卷尺、角度尺 长度:l〈2000时,偏差为±1.5 型材断面应干净无毛刺,型材表面无 明显色差,无擦伤、划伤等缺陷 9注意 事项 同一规格尺寸的型材必须首检,工作
5、关键工序工艺质量控制点-焊接
格式:pdf
大小:35KB
页数:3P
4.6
关键工序工艺质量控制点 类 别 工 序 名 称 控制指标控制方法检验方 法 b 焊 接 1.角强度平 均值不小 于3000n, 角强度最 小值不低 于平均值 的70%。 2.焊角90° 偏差不大 于15′。 一.合理调整焊接工艺条件 1.焊接熔融温度240°c-250°c 2.熔融时间25-30s 3.夹紧压力0.5mpa 4.焊接压力0.2-0.3mpa 5对接时间40-50s 二.焊接系数 1.焊接系数是焊缝焊接质量的保证,焊接系数应大于0.7。 三.焊接余量 1.将两根约300mm长的型材,一端锯切成45°角,按正常生产工艺条件彼此焊接牢, 然后精确测量焊接后与焊接前尺寸数值,其差值即为焊接余量。 四.随时清除焊板上前一次焊后的残留物及更换焊布,防止对焊角处产生不良影响。 五.正确调整定位靠板角度和位置及模板垫块位

关键工序质量控制点控制程序
格式:pdf
大小:63KB
页数:10P
4.7
中铁十七局集团第一工程有限公司临沂制梁场关键工序质量控制点控制程序 目录 1、目的⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1 2、编制依据和使用范围⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1 3、t梁预制关键工序质量控制点⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1 3.1钢筋焊接(闪光对焊)⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1 3.2预应力管道成型及保护层厚度控制⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1 3.3混凝土拌和⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯2 3.4混凝土浇筑⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4 3.5混凝土养护⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
铝合金窗关键工序工艺质量控制点最新文档
关键工序质量控制点管理制度
格式:pdf
大小:11KB
页数:3P
4.8
文件编号:xx/g007-2013 受控状态: xxxx电线电缆有限公司管理体系文件 关键工序质量控制点管理制度 编制: 审核: 批准: 2013年8月26日编制2013年8月26日实施 xxxx电线电缆有限公司发布 关键工序质量控制点管理制度 1.目的 对产品实现过程中的影响产品质量的关键工序设立质量控制点,实施重点 管理,进行测量和监控,以确保满足顾客的要求。 2.适用范围 适用于对产品实现过程持续满足其预定目的的能力进行确认。 3.职责 3.1技术质量部负责编制和提供各工序的技术标准和检验规程。 3.2技术质量部负责生产过程的半成品的检验和试验。 3.3生产车间配合做好过程检验和试验工作。 4.程序 4.1未通过的过程检验和试验的产品不能转序。 4.2过程测量和监控应按该产品有关标准和检验规范作为依据。 4.3过程测量和监控所用的检验器具应在有效检定周期内,使
关键工序质量控制点划分
格式:pdf
大小:215KB
页数:13P
4.3
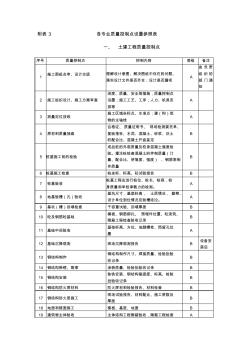
附表3各专业质量控制点设置参照表 一、土建工程质量控制点 序号质量控制点控制内容等级备注 1施工图纸会审、设计交底 理解设计意图、解决图纸中存在的问题、 落实设计文件是否齐全;设计是否漏项 a 由负责 组织的 部门通 知 2施工组织设计、施工方案审查 进度、质量、安全等措施,质量控制点 设置;施工工艺、工序;人力、机具安 排等 a 3测量定位放线 施工区域坐标点、水准点;建(构)筑 物的主轴线 a 4原材料质量抽查 合格证、质量证明书、现场检测委托单、 复验报告、水泥、混凝土、砂浆、灰土 的配合比、混凝土开盘鉴定 b 5桩基施工前的检验 成品桩的外观质量及桩身混凝土强度检 验。灌注桩检查混凝土的拌制质量(计 量、配合比、坍落度、强度)、钢筋笼制 作质量 b 6桩基施工检查桩坐标、标高、砼试验报告b 7桩
质量控制点:关键工序过程记录(焊接)
格式:pdf
大小:16KB
页数:1P
4.3
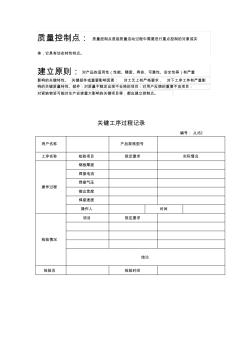
质量控制点:质量控制点是指质量活动过程中需要进行重点控制的对象或实 体,它具有动态特性特点。 建立原则:对产品的适用性(性能、精度、寿命、可靠性、安全性等)有严重 影响的关键特性、关键部件或重要影响因素:对工艺上有严格要求,对下工序工作有严重影 响的关键质量特性、部件:对质量不稳定出现不合格的项目:对用户反馈的重要不良项目: 对紧缺物资可能对生产安排重大影响的关键项目等,都应建立控制点。 关键工序过程记录 编号:jl/82 用户名称产品规格型号 工序名称检验项目规定要求实际情况 操作过程 钢板厚度 焊接电流 焊接气压 搭边宽度 焊接速度 操作人时间 检验情况 项目规定要求 结论 检验员检验时间

关键工序质量控制点管理程序
格式:pdf
大小:36KB
页数:5P
4.6
南通海特机床有限 公司 质量管理体系文件文件编号aacmc-qp-14 关键工序质量控制点管理程序 修改码 a/0 第1页 共3页 关键工序质量控制点管理程序 1目的 规范本公司的关键工序质量控制点的管理,以确保产品符合规范的要求,满足顾客 的需求和期望。 2职责 2.1技术科负责组织关键工序质量控制点的管理和实施; 2.2生产科、检验科、办公室参与关键工序质量控制点的管理工作; 3程序要求 3.1关键工序质量控制点的设置原则 3.1.1产品质量特性特别重要,对产品质量产生重大影响的过程、项目、工序,一般为产品 质量特性分级表的a类项目; 3.1.2工艺上有特殊要求或对下道工序有较大影响的工序。 3.1.3质量信息馈中发现的不合格品或不良品较多的项目或部位。 3.1.4加工周期长,原材料贵重,一旦出现问题经济损失大的工序。 3.1.5关键
12.(塑料窗)关键工序工艺质量控制点
格式:pdf
大小:29KB
页数:2P
4.4
塑料窗下料关键工序工艺质量控制点 控制指标控制方法控制手段检验方法 1.长度(mm) a)l>3000时,△l=±1.0 b)l≤3000时,△l=±0.5 2.断面角两端面垂直度偏差:±15’ 3.v型口长度公差±0.5mm,v口、 中挺两直角边长度公差±0.5mm 4.切割断面应干净、平整无切痕、 无毛刺,不应有缺口、崩料及伸 向型材外壁的裂纹。 5.切割断面粗糙度:ra50 6.型材外观不允许有划伤、碰伤等 缺陷。 1.准备 检查设备运转有无异常现象,夹具是 否灵活。 2.定尺 根据型材下料尺寸调整锯头定尺,以 保证加工尺寸在允许误差范围之内。 a)l>3000时,将定位块置于l±1.0 位置。 b)l≤3000时,将定位块置于l±0.5 位置。 3.调整锯片角度并且能够有效地制 动,使其保证在有效的角度工作。
9月关键工序质量控制点检验记录
格式:pdf
大小:40KB
页数:2P
4.4
铝合金关键工序质量控制点检验记录(下料) 序 号 项目 分类 项目名称技术要求检测结果备注 1型材领取型材表面无划伤、无污染、保护膜完 好 合格 2准备设备 检查设备运转有无异常现象,夹具是 否灵活 合格 3定尺型材 根据型材加工尺寸在允许误差范围 内 合格 4 调整 锯片 调整锯片角度,并且能够有效制动, 以保证在有效角度工作 合格 5 锯片转速和锯片直径达到切割铝型 材所需要的转速 合格 6气动气动装置处于正常工作状态,台面清扫干净合格 7型材切割 用装置防止其倾斜和翻转,据片转速 和锯片直径达到切割铝型材所需要 的转速,切割完毕将台面清扫干净 合格 8下料检测 检测设备:卷尺、角度尺 长度:l〈2000时,偏差为±1.5 型材断面应干净无毛刺,型材表面无 明显色差,无擦伤、划伤等缺陷 合格 9注意 事项 同一规格尺寸的

铝窗关键质量控制点(20-21)
格式:pdf
大小:14KB
页数:10P
4.7
铝合金窗下料关键质量控制点 操作控制程序 编号:xk----020-1 编制: 审核: 批准: —————————————————— 2008-06-01发布2008-06-10实施 1.目的 对门窗下料关键工序中影响产品质量的各个因素进行控制,确保 产品质量符合要求 2.适用范围 适用于型材下料工序的控制和管理 3.职责 3.1技术部门(或技术员)编制操作控制程序。 3.2供应科(或采购员)负责型材的采购。 3.3质检科(或质检员)负责质量检验及测量仪器的管理。 3.4下料工负责按要求进行生产。 4.工作程序 4.1型材的领取 按照生产工艺卡要求,从仓库领取已经过检验合格的型材,检验 型材表面因应无划伤、无污染、保护膜完好。 4.2准备 检查双角锯运转有无异常现象,夹具是否灵活。 4.3双角锯调整 根据生产工艺卡图纸下料尺

铝合金窗下料(关键)工序质量自检记录
格式:pdf
大小:42KB
页数:1P
4.8
铝合金窗下料(关键)工序质量自检记录qr5.3-01 工程名称:操作者:日期: 检测项目 技术 要求 尺寸/ 构件名称角度 /数量 长度l(mm)角度α(ο)表面质量 允差±0.5 45°允差-5' 90°允差±10' 切口平整,干净;无明显切痕,毛刺; 型材表面无装夹痕迹和划伤 首 检 过程 首 检 过程 首 检 过程 注:1.不同型号规格的产品都应进行首检,在操作过程中下料25支检查一次; 2.“√”表示符合;“×”表示不符合。
质量控制点及工程质量关键工序的预控措施 (3)
格式:pdf
大小:347KB
页数:15P
4.4
北京通州运河核心区市政配套工程北环环 隧工程第一标段安装专业分包工程 工程质量关键工序的预控措施 中国轻工建设工程有限公司 通州北环环隧工程项目经理部 工程质量关键工序的预控措施 关键工序在施工前技术负责人必须向施工人员详细讲解有关施 工技术和施工规范要求,明确质量标准,对容易出现的质量“通病” 部位和施工图纸不明确的地方要做出实用性的作业指导和技术交底 并对关键工序制定本项目的预控措施。本工程中特殊及关键工序的质 量保证措施如下: 1、专业间的协调 (1)做地面前应保证与垫层有关的电气管线、设备管线及埋件 安装完毕、位置正确,并固定牢固,不得在做完地面后再剔凿地面。 (2)施工前要排出各工序的施工顺序和要求,并严格执行。 (3)各工序间必须严格验收手续,第一道工序检查不合格,禁 止进行下道工序。 (4)各专业之间的衔接处接口、控制的应统一协调,特别是弱 电、消防专业与强电、通风、排水专
质量控制点及工程质量关键工序的预控措施
格式:pdf
大小:213KB
页数:5P
4.7
北京通州运河核心区市政配套工程北环环 隧工程第一标段安装专业分包工程 工程质量关键工序的预控措施 中国轻工建设工程有限公司 通州北环环隧工程项目经理部 工程质量关键工序的预控措施 关键工序在施工前技术负责人必须向施工人员详细讲解有关施 工技术和施工规范要求,明确质量标准,对容易出现的质量“通病” 部位和施工图纸不明确的地方要做出实用性的作业指导和技术交底 并对关键工序制定本项目的预控措施。本工程中特殊及关键工序的质 量保证措施如下: 1、专业间的协调 (1)做地面前应保证与垫层有关的电气管线、设备管线及埋件 安装完毕、位置正确,并固定牢固,不得在做完地面后再剔凿地面。 (2)施工前要排出各工序的施工顺序和要求,并严格执行。 (3)各工序间必须严格验收手续,第一道工序检查不合格,禁 止进行下道工序。 (4)各专业之间的衔接处接口、控制的应统一协调,特别是弱 电、消防专业与强电、通风、排水专
铝合金窗关键工序工艺质量控制点相关
文辑推荐
知识推荐
百科推荐


职位:安全工程师
擅长专业:土建 安装 装饰 市政 园林


